环保型易切削钢X1215的开发
2013-10-12供稿闫卫兵邢薇YANWeibingXINGWei
供稿|闫卫兵,邢薇/YAN Wei-bing, XING Wei
易切削钢是广泛应用于自动机床和普通机床的切削加工材料,在很大程度上降低了机件的加工成本。目前易切削钢主要消费国均为发达国家,我国的易切削钢消费量还很少,但在不断扩大。易切削钢除了在汽车工业中被大量应用外,还在航空、航天、卫星、战略导弹及常规武器、拖拉机、摩托车零部件、办公及电子设备等领域中应用[1]。我国易切削钢的生产与国外相比,存在着很大的差距,主要表现在我国易切削钢体系比较单一,工业生产的综合技术还不完善,尤其是产量太低[2]。易切削钢在国民经济中发挥着重要的作用,存在着巨大的市场需求。随着环保要求的不断严格,铅系易切削钢由于有毒有害而减少使用,环保型易切削钢的研发有着巨大的潜力[3]。开发环保型易切削钢必定有良好的经济效益和社会效益。因此,宣钢开发了转炉—LF炉—连铸—高线轧制的工艺流程生产环保型低碳高硫易切削钢 X1215。
生产工艺
工艺流程
采用 110t 复吹转炉冶炼—110tLF 炉精炼—连铸150 mm×150 mm 方坯(电磁搅拌)—高线轧制的工艺流程。
成分设计
提高钢中的Mn、S和P含量,目标氧含量控制在120×10-6,进行 X1215 钢的成分设计及试生产。成品化学成分如表1。
P、S 成分按中上限控制,钢中 T[O]控制目标为 (100~120)×10-6。

表1 X1215 型易切削钢成分
转炉冶炼
操作原则
根据易切削钢的特点制定以下操作原则:铁水不作预脱硫;易切削钢转炉吹炼的主要任务为脱碳与升温,无需脱磷,故采用低碱度渣及少渣操作,炉渣碱度控制在 2.0 以下;考虑到炉衬侵蚀及溅渣护炉等因素,冶炼减少渣量并提高炉渣配镁,适量增加轻烧白云石加入量;为“保磷去碳”,减少低温脱磷期,少加废钢,减少软吹时间,增加硬吹时间;控制冶炼终点碳含量在 0.05% 左右;转炉出钢时溶解氧含量为(700~800)×10-6,渣中的 FeO 含量约达到 20%,出钢温度 1650℃,挡渣出钢。
出钢预脱氧
脱氧的技术路线:按强—弱—强脱氧顺序,用硅钙钡药剂进行主要脱氧,加入锰铁控制氧,最终在 LF 炉中喂硅钙线微调氧。
LF 炉精炼
LF 炉的基本原则:合理控制氧含量;造低碱度渣防止脱硫;加强底吹搅拌,使成分均匀;稳定控制钢中的 Mn、P、S元素的含量,保证Mn/S 大于 3.5;根据液面翻腾情况适当调整底吹氩流量,以不吹开渣层为宜:1) 不使用铝脱氧,用硅铁粉脱氧,使氧含量符合游离氧 (100~120)×10-6内控要求;2) Mn 尽量按标准上限 1.4%控制;3) 精炼后期使用硫铁按全回收把S 配到 0.35%,均匀后取样;4) LF 精炼结束后软吹氩时间 ≥8 min,吹氩台吊包温度 1607~1627℃。
钢中夹杂物呈球形或纺锤形有利于钢的切削性能,因此应尽可能将钢中夹杂物控制成纺锤形[4]。为得到好的夹杂物形态及切削性能,要保持钢中有一定的氧含量及合适的 Mn/S 比,同时又能防止形成低熔点的 FeS,X1215 钢的 Mn/S 比控制为3.5~4.0,脱氧制度必须合理而且要求将氧含量控制在 (100~150)×10-6,精炼过程中适时测定[4]。为减少钢中脆性夹杂,严禁使用 A1 脱氧,使用 Mn-Fe 合金,尽可能降低 Si 含量,避免硅酸盐类夹杂物大量形成。
连 铸
连铸时应严格控制浇注温度,以保证中间包钢水有较低的过热度,有助于减少漏钢事故,减轻成分偏析及减少铸坯内裂。要求中间包覆盖渣低碳,低碱度;二冷采用弱冷制度:比水量 0.8 kg/L;连铸中包温度:第一炉 1570~1580 ℃;(正常生产) 连浇炉 1540~1550 ℃;拉速:拉坯速度 1.8 m/min。
铸坯中心裂纹
连铸坯上几乎看不到中心裂纹,酸浸试验后,铸坯存在一定程度的中心裂纹,但不影响轧制,这应与易切削钢高硫高磷的特性有关。低倍酸浸试验前铸坯样品如图1。经过酸洗后,铸坯样品酸蚀形貌见图2。

图1 浸酸前铸坯试样
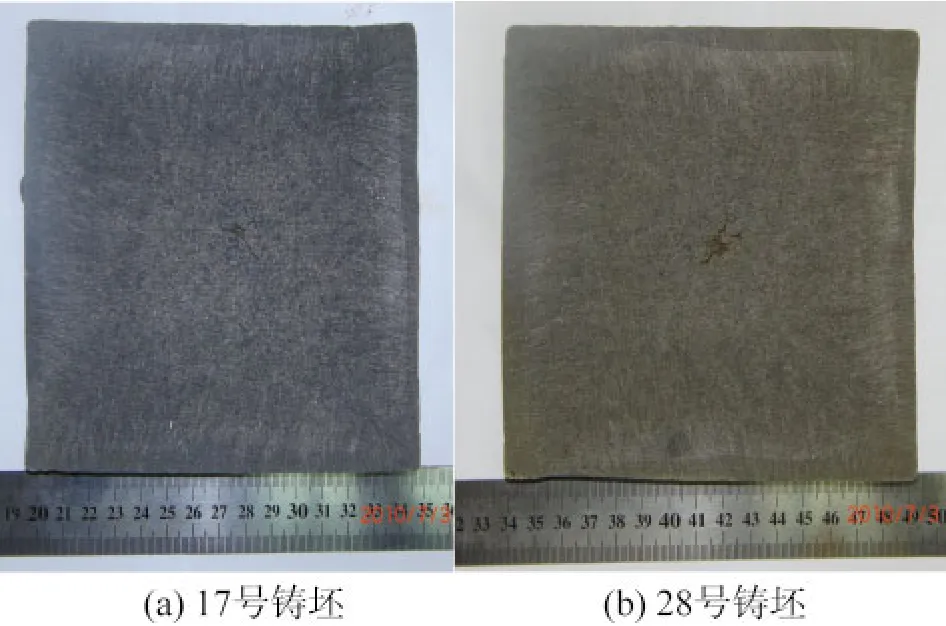
图2 铸坯低倍酸浸试验结果
中心裂纹是内部裂纹的一种,是钢液在凝固末期,在铸坯厚度中心的枝晶间产生的微小空隙。它的形成是由于铸坯中心液相穴的凝固前沿受到拉应力和拉应变作用,当拉应力超过凝固前沿钢的强度或拉应变超过某一临界值时,凝固前沿就会沿柱状晶开裂,从而形成中心裂纹。中心裂纹的产生通常伴随着严重的中心偏析线,其中 S、P 等元素含量较高,且有夹杂物富集。裂纹形成的温度区间:内部裂纹形成于 1410~1480℃ 之间;内部裂纹发生时的固相率在 0.8~0.99 之间[5]。
针对中心裂纹的具体成因提出相应预防措施[6-8]:
1) 采用低过热度浇注,同时可考虑在结晶器内均匀的加入高质量冷却剂来降低过热度,这是扩大等轴晶区缩小柱状晶区最有效的方法,可以从根本上避免中心裂纹的出现。
2) 提高冷却水喷嘴质量,保证喷嘴安装精度,同时改善二冷水质,既保证足够的冷却强度又保证铸坯横向、纵向的均匀冷却,从而避免了“小钢锭结构”的出现。
3) 结晶器、扇形段和辊子的精确对中,并控制好夹棍间距,避免辊缝超标;同时,二冷区铸坯表面温度不能太高 (通常不应高于 1100℃),以提高钢的高温强度,这样就会避免鼓肚的出现,消除中心偏析,从而达到消除中心裂纹的目的。
元素偏析检验
铸坯凝固过程中,由于选分结晶的原因,溶质元素向液相区聚集,当柱状晶生长而形成搭桥现象时,富集溶质元素的钢液被封闭而不能与其他液体交换,在该处就形成碳、硫、磷等元素的偏析。同时,上部钢液不能补充此处的凝固收缩,从而伴随有残余缩孔,加上生产过程中化学成分的控制不稳定,碳和合金元素偏析、各种缺陷都聚集在中心,使得中心区域存在偏析的同时,组织疏松、夹杂物聚集。钢中偏析元素 (碳、硫、磷等) 含量越高,偏析度 (Cc/Co = 铸坯中心元素含量/铸坯平均元素含量) 也相应增高。
经检测,所有元素的偏析度均在 0.9~1.1 之间:四个方向上 Mn 元素的含量都比较均匀;P、S 的含量有稍微波动,但偏析度并不明显,在 0.9~1.1 之间;C、Si 元素的偏析度基本上也在 0.9~1.1 之间。
整体表现为 P、S 元素中心存在轻微的负偏析,Mn 元素基本稳定。C 和 Si 元素情况比较复杂,C 元素存在中心和边部正偏析,Si 为中心和边部负偏析。在整个铸坯截面上不存在严重的成分偏析,整个截面上的元素在柱状晶向等轴晶的过渡区比较高,其原因为:由冷却速度的变化等因素引起的晶粒生长方式的变化,影响溶质的传输,造成两种晶体形成的交界处的溶质聚集,形成元素的偏析;另外由低倍酸浸试验可知,连铸坯存在一定程度的中心疏松,分析认为这可能是导致连铸坯中心部位元素负偏析的原因。
轧 制
易切削钢中 O 和 S 含量较高,增加了轧制过程的困难,其中温度控制是关键。温度过高时轧件咬入比较困难、容易打滑,甚至造成钢坯弯曲,导致出钢困难;温度低则很容易出现劈头、开裂等现象[9]。采用适中的加热制度,兼顾高硫钢所要求的较高的开轧温度和高温下足够的刚度,并采用较高的轧制速度、操作紧凑、以及在粗轧阶段适当控制轨道速度的轧制原则。轧制工艺要求如下:(1) 除鳞后开轧温度 1150~1180℃,同根钢坯温度差 ≯30℃;(2) 轧材精度执行 GB/T14981—94 规定;(3) 开轧前要对轧辊、导卫等进行检查;(4) 轧制过程加强班中巡检,发现耳子、压痕和划伤等缺陷及时调整消除;(5) 注意控制轨道速度,以防止劈头开裂现象;尽可能慢冷。不开风机, 加保温盖。
产品易切削性能
在实验室对轧制后的线材进行车削实验。切削参数:在不使用切削液的条件下,进给量 0.195 mm/r,切削深度 (背吃刀量) 1 mm,切削速度 50 m/min。车削过程进行顺利,车屑呈白色 C 型屑或短螺旋屑,排屑顺畅,工件加工表面光滑 (见图3~图5)。

图3 C 型车屑

图4 车屑呈短螺旋形 (车刀刀头磨损到一定程度后)

图5 切削完毕的光滑棒材表面
综合刀具寿命、切屑处理性、工件表面质量等几方面的检验结果,所开发生产的X1215易切削钢具有良好的易切削性能。
结束语
宣钢应用转炉—LF 炉—连铸—高线轧制的工艺流程生产低碳高硫易切削钢 X1215,通过转炉、LF炉精炼造低碱度炉渣,稳定钢中硫含量,合理控制锰硫比,得到良好的夹杂物形态。
2) 将钢中 T[O]控制在 120×10-6左右,可形成大颗粒球状夹杂物,有利于提高切削性能。
3) 分析铸坯产生中心裂纹的原因,制定有效措施避免中心裂纹的产生。
4) 经检测连铸坯中心偏析度在 0.9~1.1 之间,不存在严重的成分偏析。
5) 轧制采用合适的加热温度,兼顾高硫钢较高的开轧温度和高温下足够的刚性。
6) 经检测新开发试制的 X1215 易切削钢具有良好的切削性能。

[1]王小红, 谢兵, 冯仲渝. 国内外易切削钢的现状和研究进展. 特殊钢,2005, 26(04):26-28
[2]蒋光辉, 古隆建, 施哲, 等. 易切削钢现状与发展趋势. 四川冶金,2006, 28(05):10-14
[3]毛志强. 国内外易切钢发展概况. 汽车工艺与材料, 2000(2):1-6
[4]刘焕牢. YF45V易切削非调质钢中MnS夹杂物作用机理的研究. 机械开发, 1998, (2):25-27
[5]蒋光辉. 含硫易切削钢冶炼技术实验室研究[学位论文]. 云南: 昆明理工大学, 2005
[6]周英豪, 袁仁平, 郭蜀伟. Y45S20易切削钢连铸坯的生产实践. 特殊钢, 2003, 24(03):52-53
[7]刘永铨. 易切削钢. 沈阳:东北工学院出版社, 1990:35
[8]黄肇信. 46S20易切钢的试制. 炼钢, 2005, 21(2):16-18
[9]蒲玉梅. 易切削钢线材的开发研究. 金属制品, 2004 , 30(2):19-22
