WDH系列数控刀架锁紧力调整的简便方法
2013-10-11沈阳机床股份有限公司数控刀架分公司辽宁110142魏兰杰
沈阳机床股份有限公司数控刀架分公司 (辽宁 110142) 刘 伟 魏兰杰 丛 森
WDH系列数控刀架是一款由凸轮机构锁紧、碟簧提供锁紧力的卧式电动数控刀架,主要配置在CAK系列等经济型数控车床上。与液压锁紧的数控刀架不同,碟簧通过自身的弹性变形,为刀架的齿盘啮合提供持续的锁紧力,不会因为长时间断电、运输等原因导致齿盘脱离啮合状态,影响刀架自身精度或齿与齿之间的相互碰撞导致齿面损伤等问题的发生。然而这种纯机械式的锁紧机构也有自身的不足,在碟簧锁紧力的作用下机械结构的磨损也会比较严重,在零件达到使用寿命后,如何能够在用户现场、在没有专业工具的情况下,快捷而又准确地完成维修,特别是碟簧按设计预紧力要求进行预紧成为关键。本文将以WDH系列数控刀架其中的一种型号——WDH1606W为例讲述该问题的解决办法。
1.问题产生的原因
碟簧所处位置结构如图1所示,随着时间的推移和换刀次数的增加,推力滚子轴承1逐渐磨损,因锁紧螺母2的位置固定,大齿轮6上下移动的距离也是固定的,所以碟簧5的压缩量会随着推力滚子轴承的磨损而逐渐减小,碟簧5所施加给大齿轮6的弹性变形力即刀架的锁紧力也将随之减小,当轴承磨损达到一定程度后,碟簧5的弹性力小于为抵消切削力所需的齿盘锁紧力的大小,导致刀架在额定载荷作用下整体的刚性减弱,造成零件加工精度不合格。为了恢复原有刀架刚性,必须重新紧固锁紧螺母2至满足锁紧力要求,严重时需更换新的推力滚子轴承。然而在紧固锁紧螺母2或更换推力滚子轴承1后,如何能确保碟簧5的压缩量达设计要求成为维修的关键。
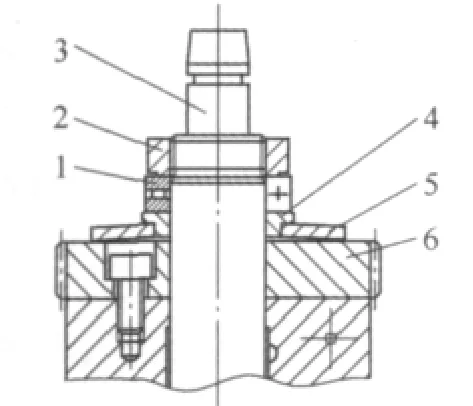
图1 碟簧所处位置结构图
按设计要求,刀架处于锁紧状态时碟簧的压缩量应为0.7mm,如果碟簧的压缩量太小,碟簧弹性力不足,将导致刀架锁紧力不够,在额定载荷作用下,刀架的弹性压缩量将超出设计精度要求;如果压缩量太大,内部机械结构间的相互作用力增大,磨损加剧,不仅影响刀架使用寿命,而且随着内部结构相互作用力的增大,电动机无效做功增加,增大了电动机的发热量,影响电动机的寿命,同时也降低了刀架的负载能力。
2.解决办法
出厂装配时,碟簧锁紧力的大小采用专用扭矩扳手进行控制,碟簧锁紧力的大小可以控制在比较精确的范围。在完成中心轴组件的装配后,虽然会在中心轴3和锁紧螺母2的联接位置做上记号,但是时间久了记号会变得模糊不清甚至消失,又因为每件推力滚子轴承的实际薄厚不一致,在维修过程中即使记号清晰可见,锁紧螺母拧紧到记号位置,也很难保证锁紧力与技术要求锁紧力大小相同。
采用扭矩扳手的方式虽然可以准确地确定锁紧力的大小,但是在用户现场一般不具备该条件,给用户对该刀架的维修造成了很大的困难,能否采用一种简单易行而又准确可靠的方法将为用户现场的维修工作提供极大的方便。
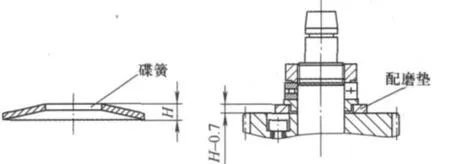
图2 用配磨垫配碟簧压缩量
本文采用配磨垫替代碟簧对碟簧压缩量进行调整的间接方式,具体做法如下。如图2所示,首先采用配磨垫替代碟簧进行安装,当锁紧螺母完全紧固后,在锁紧螺母及中心轴的联接处做记号,然后卸下锁紧螺母,再将配磨垫更换为碟簧,再次将锁紧螺母拧到事先做好记号的位置即可。在实际操作中,首先应测量好待安装碟簧的自由高度H,再根据碟簧实测自由高度H的尺寸确定配磨垫的厚度为(H-0.7)mm,那么按照上述方法对刀架进行安装,碟簧的最终压缩量即为0.7mm,确保了锁紧力的大小准确可靠。该方法在实际生产过程中经过了多次试验测试,证明是稳定可靠的。
3.结语
本文通过在实践中摸索到了一条简单实用的维修方法,在没有专业工具的前提下也可以方便快捷、准确可靠地完成维修任务,在售后服务过程中得到了很好的应用。
