PLC技术在机床改造中的应用
2013-10-11烟台工程职业技术学院山东264006
烟台工程职业技术学院 (山东 264006) 孔 建
1.机床技术的发展
自20世纪50年代,机床上应用了计算机技术,出现了数控机床,使得生产机床发生了很大的飞跃。在早期的数控阶段,由于计算机的运行速度很低,并不能满足对当时机床的数据进行实时的控制,所以利用专用的计算机作为数控的控制器。经过二十几年的发展,由于集成电路的出现,特别是小型计算机的发展,70年代实现了计算机控制。在70年代不得不提的是INTEL公司成功集成了CPU,自此之后,计算机得到了突飞猛进的发展,功能也有了实质性的进展,实现计算机对多台机床的控制。进入90年代,微机技术发展到了更高的阶段,被广泛用作数控系统核心部件,机床从此由数控阶段进入了计算机控制阶段,但是我们习惯上将现在的计算机控制叫作数控。
随着个人计算机的发展,为了区别,将这种在工业上进行控制的可编程控制器件称为PLC。PLC是通过对逻辑关系进行分析,按照开关量的顺序进行执行。由于其具有很强的通用性,因而用途广泛,在很多领域都得到了应用,像机械制造、石油化工等行业。PLC控制的系统结构简单,编程方便,功能完善,扩展性能强,维修起来比传统的机器要方便得多,被广泛用在机电一体化的设备当中。
2.改造方案分析
本文讨论如何对型号为T68的卧式镗床进行改造。此型号的镗床由工作台、床身、上下溜板、镗头架、前后立柱及尾座等部分组成。可以沿导轨垂直运动的镗头架装置在垂直导轨上,此垂直导轨为前立柱的一部分被固定在床身上。而后立柱在床身的另一端,可以沿镗轴轴线方向调整位置。由于尾座与镗头架同时升降被安装在后立柱上。工作台与上下溜板一起被安装在车身中部的导轨上,这样工作台可以做回转运动。
由上述分析可知,在工作时,T86有三种运动方式,分别是镗轴、平旋盘的旋转为主运动;镗头架垂直运动,工作台的横纵向运动,镗轴的轴向进给等组成的进给运动;尾座的垂直运动,后立柱的轴向运动和工作台的转动组成的辅助运动等。
镗床运行时,其主轴的转速、加工精度都与切削量有关,而切削量又由进给运动来决定。在传统的镗床上,由一个主轴电动机来控制进给运动。有一个快速的电动机来拖动着工作台、镗头架进行运动来缩短辅助时间。
本文采用西门子系列的可编程控制器对T86镗床进行电器线路的改造,控制在原有的工作方式下来简化机床线路,降低其故障。保持其控制方式不变,即保持机床上很多的按钮、继电器等继续使用。利用PLC编程来实现控制,使得以前机器的控制继电器停止使用。
本文提到的T86型号的机床由于其功率比较小,所以采用的是两台三相电动机来提供其系统的动力,控制线路由接触器直接启动。控制机床正向、反向转动的接触器是KM1、KM2,提供动力的电动机是M1。保护电动机M1不过载的是F1,短路限流电阻由接触器KM3来控制。其中M1是此系统的主电动机。要求PLC能控制主电动机的正反转运动并且可以实现速度的选择,能让主电动机有故障时停机的功能,让主电动机可以进行点动,在运行时,能将电动机进行自锁。
T86镗床有很多的联锁来实现保护功能,其中熔断器实现短路保护;热继电器实现过载保护;有继电器的自锁功能实现欠压和零电压保护;还有很多的电动机都设有互锁功能来保护正反转、高低速。由于有很多的运动部件,所以设有很多的联锁用于保护很有必要。对于这些保护,如自锁、联锁等,在改造控制系统时,一样也要考虑到。
3.控制系统设计
本文我们采用的是西门子的S7-200系列的PLC,其具有14个I/O口分别是I0.0 ~I0.7和I1.0~I1.5,10个输出点分别是Q0.0 ~Q0.7和Q1.0~Q1.1。输入端口I0的公共端是1M,I1的公共端为2M。其输入输出口可以进行扩展,存储系统由RAM和FLASH两种组成并且可以进行扩展。每个PLC元器件分配有不同存储区,意味着这些元器件在功能上是独立的。程序就被放在这些存储区当中。
PLC与外界的电路一切联系都由输入输出口来工作。专门用来采集信号的称为输入接口,可以接收按钮、继电器触点等数字信号,也可以接收电位器和变换器发出的模拟信号。输出接口可以驱动很多的执行元件,和输入接口一样既可以驱动数字信号,也可以驱动模拟信号。
对于PLC来说和其他一切电器设备一样,电源是不可或缺的重要部分,就像人类的心脏。本文提到的西门子的PLC采用的是将220V的单相交流电源转换为PLC各部件需要的直流电,各个部分对电压的要求有区别,PLC内部的CPU和输入输出单元以及扩展单元需要的是5V电源,而输入元件的电压则需要24V。PLC的I/O口的分配如附表所示。
PLC控制系统的连线相较于老式的控制系统,比如说这种继电器接触器控制系统来说简单得多,而且并不需要经常改变很多的线路。
通常一种线路会适合很多的控制系统,这就体现了其一定的优势。对于本文提到的对老式机床进行改造的线路也和其他的PLC控制系统一样具有简单的线路。
系统的设计连线如附图所示。
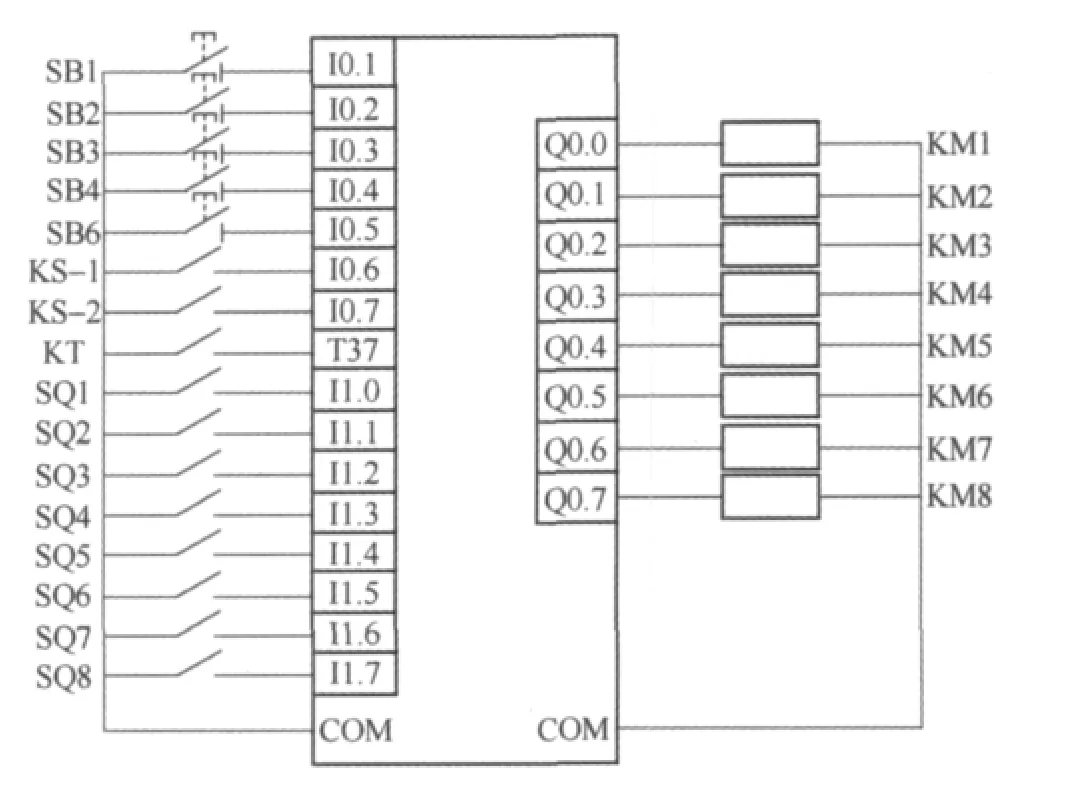
设计连线图
3.软件设计
在PLC控制系统中最重要的是程序设计,我们所说的软件设计是对应用程序进行设计。实际上PLC的程序有两大部分组成:系统程序和应用程序。其中系统程序是由西门子公司提供,是固化在PLC内,就像计算机的操作系统一样控制PLC的运转,包括:系统管理程序,用来使PLC按照一定的顺序来运行;指令翻译程序,在计算机中称为编译器,即把在PLC中的用户程序转换为机器可以识别的语言,使PLC能执行这些指令;还有其他的标准程序,以供系统在运行时调用。
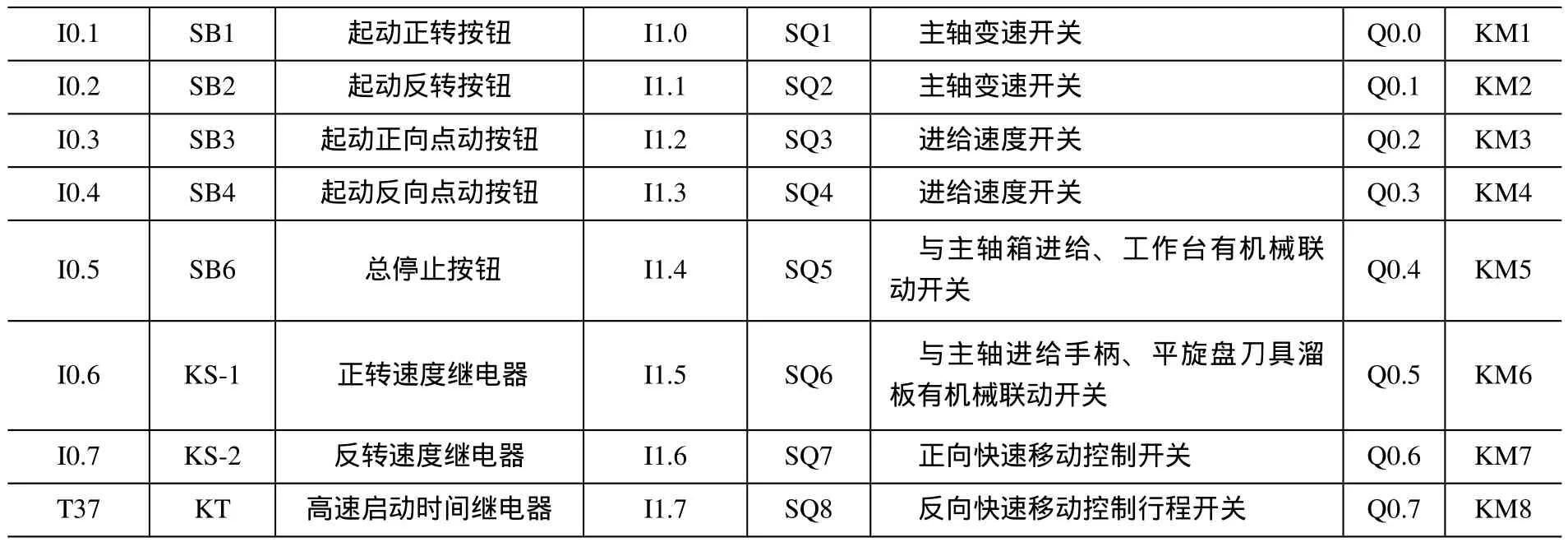
PLC的I/O口的分配表
通常应用程序又被称为用户程序,即我们要设计的模块,由使用者针对不同的控制系统进行程序的编写,传统的继电器接触器系统要通过改变其连线,改变其硬件的电路来实现不同的系统的控制。但是PLC控制系统当中只要对其应用程序进行修改,就可以适应不同的控制功能。
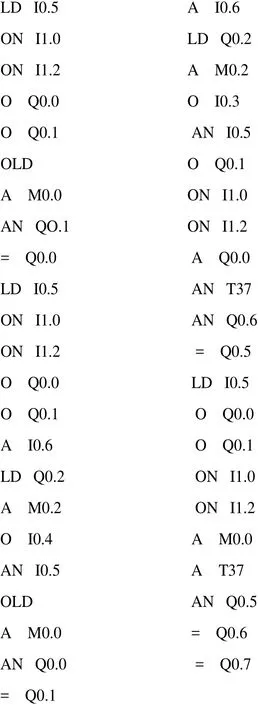
在PLC系统中可以用梯形图和语句表来实现对其进行编程,两者可以进行转换,梯形图编程比较便于阅读,本文采用的是语句表进行实现。
程序如下:
4.结语
以上是我们对镗床的改造。实际上现在的加工企业还存在很多老式普通的机床,如果要适应现在的多品种而又复杂的加工,必须要求对这种机床进行改造。我们选择的是PLC作为核心部件进行改造,相对于其他的改造方法比如单片机、专用的数控设备等有一定的优势。单片机进行改造时,通常是采用步进电动机的开环控制系统来改造原本的机床。这种方法具有一定简化机床的机械结构的好处,不过相对于PLC控制的系统而言设计其接口很复杂,没有PLC的那种简单的接口,也没有PLC那么高的可靠性。而采用专用的设备来改造时,其控制系统同样属于开环系统,这种方法虽然可以简化机械结构,可以控制机床的运动轨迹,却因其费用过高,而且太过于专用而并不太适合对机床进行改造。
可以分析得出PLC控制系统在替代原本机床复杂的继电器接触器控制系统电气设备时具有很好的可靠性,可以适合对各种机床进行改造。随着集成技术等数字技术的发展,自动控制技术得到了很快的发展,特别是PLC技术迅速发展,不仅是功能越来越多,而且各种内部器件也得到了发展。