在普通立式车床上磨削轴颈
2013-10-11济南重工股份有限公司山东250109殷合芬陈艳霞孟雪芹
济南重工股份有限公司 (山东 250109) 殷合芬 陈艳霞 孟雪芹
钢球磨煤机是我厂生产的主要设备之一,其中磨机端盖轴颈与轴承部之间采用的是滑动轴承的支承方式,虽然轴颈与轴承部之间有润滑油,但对于轴颈表面粗造度要求也较高,一般设计要求都是Ra=1.6μm。
钢球磨煤机上的端盖尺寸都比较大,且端盖轴颈处要求光滑,如果是普通的轴类或盘类零件,一般粗精车各部分除Ra=1.6μm的外圆或内孔,留磨量再上磨床磨削轴颈部分。由于磨煤机端盖体积大,形状也不是标准的轴类或盘类零件,无法上磨床去磨削轴颈,但仅依靠普通立式车床去精加工该轴颈也达不到Ra=1.6μm要求。经过设备改进,在立式车床上增加磨削设备的方法解决了这个问题。
1.工作原理
原理图如图1所示:该装置类似于带轮的传动,由电动机连着主动轮,主动轮通过砂带把运动传给从动带轮,从动轮的转向和工件相反,利用砂带自转和工件在回转工作台上作回转运动来完成对工件的抛光。在整个工具工作过程中,砂带起两种作用:一是起传动带作用,将主动轮与从动轮连起来;二是起磨削作用,通过砂带旋转对工件进行磨削。
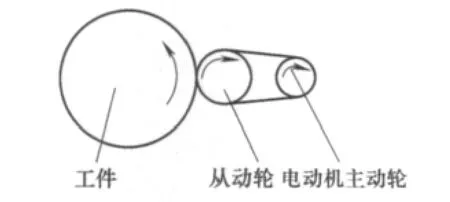
图1
2.磨削结构
磨机的轴颈在立车上加工,工件立放,这要求设计的工装也要立放来抛光轴颈,如图2所示。
如图3所示,从动轴的端部设计成1∶10的锥面,并使之相配合的套内孔也采用1∶10的锥面,外圆是圆柱面,这样有以下优点:
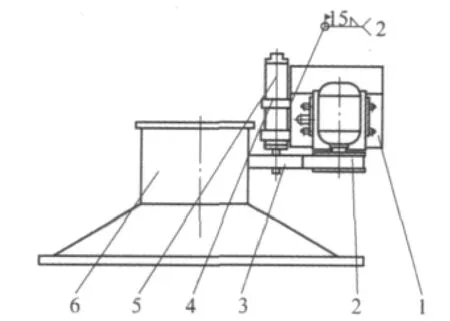
图2
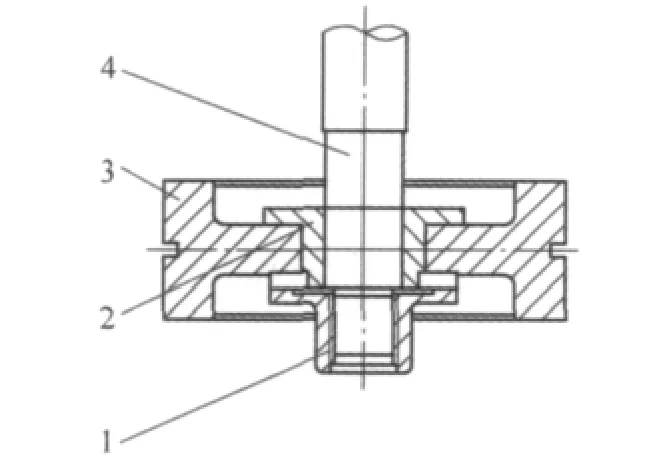
图3
(1)从动轴与锥套两锥面接触,将从动轮牢固地装在从动轴上,从动轴的端部用一锁紧螺母拧紧,又能有效地轴向紧固。
(2)由于采用锥套的形式,可以根据实际情况来变换从动轮内孔的大小及从动轮的厚度,只需改变锥套外圆的直径和长度即可做到不需要改变轴的尺寸。
(3)在工装的使用过程中,此处的结构处于摩擦振动中,属易损件,如损坏只需更换锥套即可,如果不用锥套而是直接将从动轮与从动轴联接在一起,那么就需要经常更换从动轴。
(4)从动带轮的内孔是光孔,容易加工。
图2中为了减小从动带轮与工件轴颈的摩擦振动采用以下两种方式:从动带轮采用铝作为原材料,大大减轻了从动轮的重量,减小了工装振动,减小了安装空间。后期为了适应产品需要曾经做过直径640mm的大从动轮,用铝作原材料仅约25kg,如果换成普通钢材就会带来诸多不便。
在从动带轮的最外层挂上一层15~20mm厚的橡胶层,这样不仅能有效地吸收摩擦振动,而且能将砂带牢牢吸附在带轮上不易滑脱。
为了增加砂带磨工装的适用范围做了以下几点结构设计:第一,变换从动带轮的尺寸来适应加工件的轴径变化,此种方式只适用于加工件轴径变化不大的场合。第二,将电动机的安装底座上的螺栓孔加工成长形槽,这样可以适用于加工件轴径变化较大的场合。具体方法如下:根据工件颈的实际尺寸来设计计算从动带轮的直径,再相应地改变电动机在底座上的位置,来调整从动带轮与电动机主动轴之间的中心距,从而不改变砂带的周长。值得注意的是,如果从动带轮尺寸改变的很大,那么电动机主动轮也要相应地适当增大,要保证带轮的包角不大于20°为准,不然容易打滑。第三,如果加工件的轴径与其本身的外圆尺寸相差悬殊,可以考虑将从动带轮增大的同时,更换电动机的安装底座(再加工一件长形槽增大的大底座,如有必要更换电动机的话,要重新设计计算大底座上电动机安装孔),从动轴可以不变。
图2中从动轮所在的轴没有和电动机底座设计成一体,而是设计成两个加紧套将从动轮所在的从动轴夹紧,然后再与电动机底座焊在一起,这样做能减小从动带轮振动对电动机的影响。
3.结语
表面粗糙度值Ra=1.6μm的磨机端盖轴颈现在可以通过以上结构来满足设计要求,这不仅提高我厂主打产品磨煤机整体的质量,也节省了我厂委外加工磨煤机轴颈的加工费用。该工装不仅只用来抛光磨煤机端盖的轴颈,还可加工其他不规则且在磨床上无法加工的零件。
