在数控车床上用宏程序加工梯形螺纹
2013-10-11中国北车永济新时速电机电器有限责任公司山西044502陈建军
中国北车永济新时速电机电器有限责任公司 (山西 044502) 陈建军
永济电机高级技工学校 (山西 044500) 张丽波
一、梯形螺纹在数控车床上的加工工艺
数控车加工螺纹有三种指令:G32、G92、G76。其中G32、G92的进刀方式为“直进法”(见图1);G76的进刀方式为“斜进法”(见图2)。

图1 直进法

图2 斜进法
“直进法”加工梯形螺纹时,螺纹车刀的三刃都参加切削,排屑困难,车刀所受的切削力大,散热条件差,因此车刀容易磨损。当进刀量过大时,还可能产生“扎刀”,甚至于折断刀具。很显然,“直进法”是不可取的。
“斜进法”加工梯形螺纹时,螺纹车刀仍然有两个刃参加切削,对于大螺距的T形螺纹车削,也不是理想的加工方法。
为了解决“直进分”和“斜进法”的缺点,就必须改善刀具的切削方式。通过分析,最后选用(见图3)“分层切削法”。“分层切削法”是先把螺纹X向分成若干层,每层Z向再进行若干次粗切削,再进行左、右精车切削。每层刀具只需沿左右牙型线切削,背吃刀量小,从而使排屑比较顺利,刀具的受力和受热情况得到改善,使切削工作平稳,不易扎刀或产生折断。

图3 分层切削法
由于数控车提供的程序代码无法实现“分层切削法”的车削轨迹,必须通过宏程序对“分层切削法”的车削轨迹进行参数化编程,实现梯形螺纹切削加工。
二、梯形螺纹参数化编程分析
1.梯形螺纹基本尺寸
(1)基本牙型(见图4):对梯形螺纹的基本牙型而言,其尺寸参数有:内螺纹大径D,外螺纹大径(公称直径)d,内、外螺纹中径D2、d2,内、外螺纹小径D1、d1,螺距P;基本牙型高度H1。
(2)设计牙型(见图5):根据设计牙型,可以列出相关尺寸的计算公式(见附表)。

图4 基本牙型

图5 设计牙型
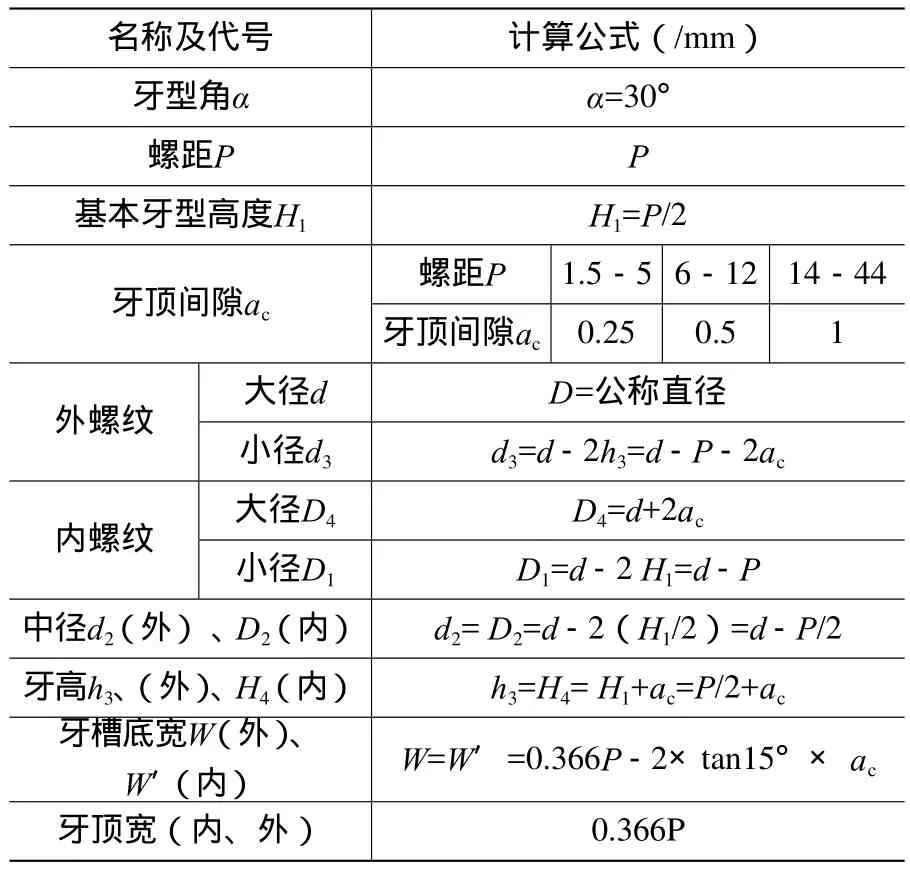
相关尺寸计算表
2.梯形螺纹宏程序编制
以梯形螺纹Tr36×6为例来进行宏程序编程。
(1)宏程序编程的流程如图6所示。
(2)梯形螺纹Tr36×6的参数计算根据表1可以计算出梯形螺纹Tr36×6各参数如下,并给出相应变量名。螺纹大径:#1=36;螺距:#2=6;螺纹中径:#3=#1-#2/2;牙顶间隙:#4=0.5;螺纹小径:#5=#1-#2-2*#4;螺纹刀刀尖宽:#6=1;牙底槽宽:#7=0.366*#2-2*T A N[15]*#4。
如图7所示,以梯形螺纹车刀的中心点(C点)作为刀位点进行Z轴对刀。X轴以螺纹大径外圆对刀。
起刀点Z轴偏移量(CE)的计算公式为
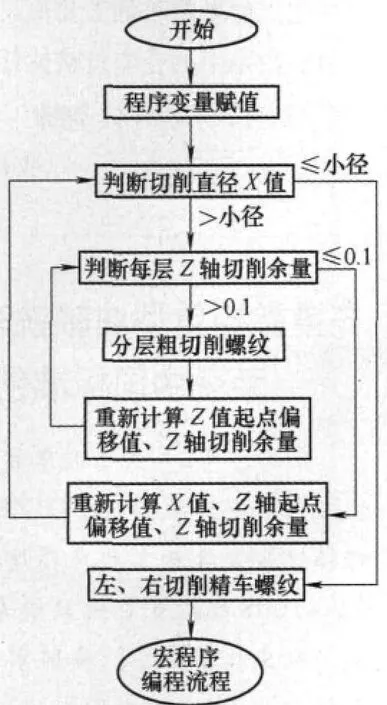
图6

图7

即起刀点Z轴偏移量(螺纹右侧留0.1mm的精加工量)参数变量为

每层Z轴的切削余量(DF)的计算公式为

即每层Z轴的切削余量(螺纹左侧留0.1mm的精加工量)参数变量为

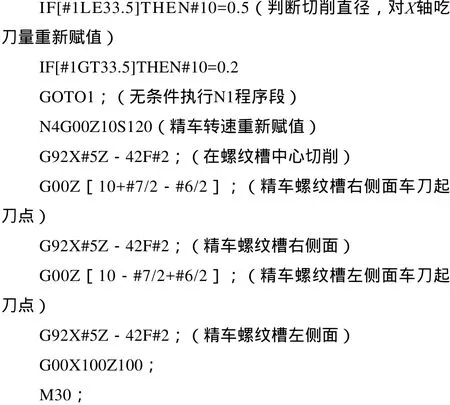
(3)外螺纹Tr36×6程序


三、结语
本文中介绍了数控车床加工梯型螺纹的一种编程方法:主要是利用宏程序实现“分层切削法”,并利用G92螺纹加工循环指令功能来完成的。应用宏指令编程,将“分层切削法”加工梯形螺纹进行模块化,如果需要加工其他尺寸的梯形螺纹时,只需将宏指令中的自变量赋值修改一下即可,而宏程序中的内容不需修改。