加工深孔用内冷却扩孔钻的制造
2013-10-11汉江工具责任有限公司陕西汉中723002翟小安李荣强肖少军
汉江工具责任有限公司 (陕西汉中 723002) 翟小安 李荣强 肖少军
图1所示零件的内孔加工属于深孔加工,工件材料为高速钢,内孔原加工工艺为:①φ60mm钻头钻孔。②φ80mm钻头扩孔。③镗孔至φ130mm。加工过程中刀具冷却条件很差,排屑困难,刀具磨损严重、寿命低。由于被加工材料强度大,镗刀为单齿切削,镗刀杆细长,刚性差,让刀严重,加工效率极低。

图1
要提高加工效率,首先要改善刀具的加工条件,解决加工过程中刀具的冷却和让刀问题。我们选用钻孔、扩孔的加工工艺。设计制作了一套内冷却扩孔装置,扩孔钻头为偶数齿数,采用对称切削的方法解决让刀问题;采取内冷却的方法使刀具在切削过程中得到充分冷却。结构如图2所示。
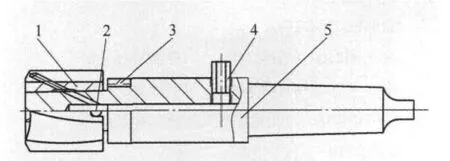
图2
扩孔钻头1装在空心加长扩孔钻杆5上,扩孔钻头内孔与钻杆上的1∶30圆锥面配合,通过扩孔钻端面键槽与钻杆上的圆柱销2传递扭矩。高压切削液与圆锥管螺纹接头4联接后,切削液经过钻杆和扩孔钻头的内冷却孔直达切削表面。旋转螺母3可以方便地将扩孔钻头从钻杆上卸下,根据加工孔的直径变化,更换不同直径的扩孔钻头。
内冷却扩孔钻头的结构与普通套式扩孔钻的结构完全相同,齿数加工为偶数齿,通常取4~6;特殊之处就是从扩孔钻每个刀齿切削锥的后刀面向内孔空刀槽处钻一小孔,即冷却孔。扩孔钻头直径分别为:φ80mm、φ100mm、φ120mm、φ130mm。
扩孔钻头的材料为W6Mo5Cr4V2Al,也可选用高性能高速钢,或做成焊接式硬质合金扩孔钻头。
内冷却扩孔钻杆是该套内冷却扩孔钻装置重点,加工难度非常大。我们可把它分为几段分别加工后焊接而成,实际加工中我们是分为四段加工后装配焊接而成的,如图3所示。
重点部分说明如下:分段加工时,所有内孔部分按图加工合格,各段外圆按成品尺寸加留量2mm;装配后将外圆对公共轴心线的径向圆跳动找正到1mm内再进行焊接。

图3
焊接后的加工工艺与整体工艺相同。将扩孔钻头装在扩孔钻杆上,使用时将其装入车床尾座内,件4与高压冷却泵联接,切削液就通过扩孔钻杆和扩孔钻头的冷却孔直达切削表面。由于采用的是高压切削液且直达切削表面,不但冷却充分,而且还有助于切屑的顺利排出。
采用内冷却扩孔钻扩孔装置加工后,生产效率得到了成倍的提高。