工件超差问题分析
2013-10-11中航工业昌河飞机工业集团公司江西景德镇333002
金属加工(冷加工) 2013年4期
中航工业昌河飞机工业集团公司 (江西景德镇 333002) 胡 辉
1.问题描述
一台配置A、B轴的五轴加工中心,使用的是西门子840D数控系统,在加工一工件时,出现轮廓偏差较大,工件过切,造成工件报废。
2.问题分析
在排除了机床精度、操作、装夹、刀具因素后,开始仔细分析其加工过程。该工件程序分为两个程序,第一个是粗加工程序,第二个是精加工程序。在加工完第一个程序时不存在问题,而在加工第二个程序的过程中发现轮廓偏差较大。查看加工程序,发现在工件程序头包含了TOFRAME指令。

TOFRAME旋转框架图
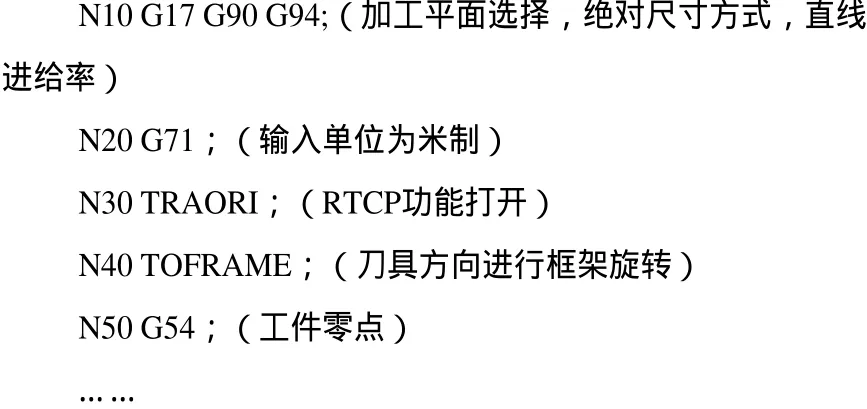
TOFRAME指令产生一个直角框架,其Z轴与当前的刀具方向一致(见附图)。在使用了TOFRAME调整了刀具方向后,所有编程的几何轴运动均以由此所产生的框架为基准。
通过对该工件程序模拟加工实验,发现在执行完第一个程序后,A、B轴坐标不处在零点位置。在这种状态下,继续调用第二个程序执行,这时TOFRAME指令生效,框架以刀具方向旋转,加工平面也跟着旋转,因此造成了该工件报废。将该指令从加工程序中清除,重新加工,工件加工恢复正常。
3.结语
一般在五轴加工过程中,如果刀具折断,使用TOFRAME指令可以在刀具轴方向缩回,从而避免干涉,使用TOROTOF指令取消刀具方向的框架旋转。在我们使用一些特殊功能指令时,应对这些指令有个比较清楚的了解,掌握其原理以及使用方法后,才能正确使用。
