简易测量不完整圆柱体直径
2013-10-11齐齐哈尔二机床集团有限责任公司设计院黑龙江161005
齐齐哈尔二机床集团有限责任公司设计院 (黑龙江 161005) 王 伟
本文介绍一种切实可行,能够通过简单测量,快速计算出不完整圆柱体半径或直径的方法。此方法是通过总结多年的设计经验,并且通过现场的实际检验,利用现场常用的测量工具:深度尺、卡尺,总结出的一个计算被测零件外圆半径或直径的计算公式。利用上面提到的测量工具,按照下文中介绍的方法测量出相关数据并代用公式后,能够迅速地计算出被测零件的外圆直径(尤其对于一些直径比较大,移动困难,没有专用量检具或制做专用量检具成本很高的情况下,本方法将极大地简化测量过程并产生很好的经济效易)。希望此方法对在现场从事测量工作的技术人员有所帮助。
测量过程需准备的工具有:卡尺一把(需根据圆柱体直径选择合适的量程),深浅尺一把(或带深浅尺的卡尺)。
1.测量过程
(1)准备零件:由于是维修或改造机床,所以被测零件的表面需要在测量前彻底清洗并且擦拭干净;将清理后的零件置于工作平台上,使其固定,(或在工作平台上置V形铁,将被测量件置于V形铁上,使其固定);如零件太大,不好移动,需要在原地测量时,则必须确保零件被固定,否则测量数据将不准确,并且容易造成意外伤害。
(2)如图1所示,将卡尺拉开一定距离后,用深浅尺(或带深浅尺的卡尺)测量图中的H值,为保证最后计算结果的准确性,测量时不能用力太大,并且需要进行多次测量,计算出最后的平均值。以此作为最后计算公式中代入的H值。
(3)如图2所示,将卡尺置于被测零件圆周上,调整卡尺的动尺,使被测圆柱表面与卡尺实现三点接触,此时需准确记录卡尺的读数L值;为保证测量结果的准确性,同样需再进行多次测量,取平均值做为最后代入计算公式中的L值。值得注意的是,测量时,卡尺的厚度方向需要与被测圆柱面完全接触,同时测量时不能用力太大,否则会使测量结果不准确。
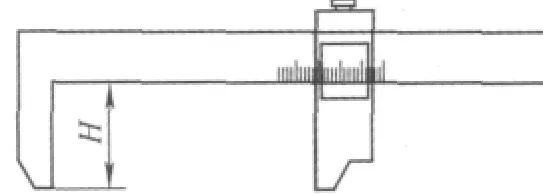
图1
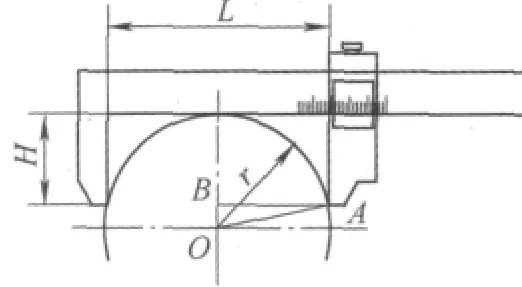
图2
2.测量时需要注意的几个问题
(1)被测零件外表面需彻底清洗并且擦拭干净。
(2)需用正规并且合格的测量工具,以保证测量结果的可靠。
(3)在被测零件圆柱外表面长度方向取多个位置进行测量。
(4)多次测量取平均值。
(5)力度适中,保证卡尺与被测零件圆柱外表面实现三点的同时接触。
(6)要确保卡尺的测量读数小于被测零件的直径,否则请更换更大规格的卡尺,并重新测量H值。
3.计算过程
如图2所示,作辅助线OA,在A点作直线AB,使AB⊥半径,连接OB,这样形成直角三角形,即可得出如下结果r=OA,OB=r-H,AB=L/2。
根据勾股定理,可得OA2=OB2+AB2
将已知条件代入,可得r2=(r-H)2+(L/2)2
通过上式进行推导,可得出半径计算公式

将先测量的数据H、L值代入公式,可迅速计算出半径值。
由于先期进行H、L值测量时,采用了多部位测量,多次测量取平均值的方法,故测量误差的影响可基本排除。
此种方法能够利用现场常用的工具,通过简单的测量,计算出半径的方法,解决了现场测量不完整圆柱面直径困难的问题,给现场测量工作带来了便利,同时由于节省了制做专用量检具的费用,也给工厂带来了经济效益。
希望这种方法能给广大从事现场工作的技术人员带来更大的帮助。
