HRB500E带肋钢筋的研制开发
2013-10-08朱承亮
朱承亮
新兴铸管新疆有限公司 841300
HRB500级钢筋在上世纪90年代末才开始受到人们的广泛关注,我国对此钢筋的研究与开发力度不够,尚未形成成熟的研发系统,供需严重脱节。为此,我们根据新的国标要求对HRB500E抗震钢筋进行了研制开发工作,现总结报告如下。
1 HRB500E抗震钢筋试验方案
1.1 达标要求
按照国家相关标准的要求, 本试验HR B 500 E产品规定,其化学成分(质量分数):C元素不大于0.25%,Si元素不大于0.8%;Mn元素不大于1.6%;P元素不大于0.045%;S元素不大于0.045%;Ceq不大于0.55%。
HR B 500 E力学性能符合如下要求:Rel(MPa)不 小 于 500;Rm(MPa)不 小 于630;A不大于15%;Agt不大于9%。此外,其实测抗拉强度以及实测屈服强度均要达标。
1.2 试验条件
本次冶炼试验在某一个酒钢的一炼钢车间实施,轧制试验是酒钢的第一高线厂实施,本次试验条件均可以满足试验制作工艺的要求。
1.3 试验方案
本次试验同时运用 8 mm、 32 mm等2个规格上进行,在试验中考虑到合金加入的制造成本会有所增加,为此在本次制作工艺上运用 V微合金化并结合穿水冷却工艺。
2 HRB500E抗震钢筋的冶炼
2.1 工艺流程
本次研究的工艺流程为:
铁水预脱硫——转炉冶炼——脱氧合金化——吹氩——成分调整——保护浇注——精整入库。
2.2 成分设计
成分设计的组成方案为:
冶炼化学成分为C元素0.20~0.25;si元素0.30~0.60;Mn元素1.23~1.6等。
2.3 温度制度
本研究的冶炼温度为:
出钢温度1680-1720℃;到吹氩站1630-1660℃;吹氩后1600-1630℃;中包温度1530-1560℃.
3 HRB500E抗震钢筋的轧制
3.1 工艺流程
工艺流程为:
加热-粗中轧-预精轧-精轧-控冷-切分(集卷)-精整打包入库。
3.2 主要轧制参数过程控制
主要轧制控制参数见表1。

表1 主要轧制控制参数(℃)
4 试验结果及分析
4.1 力学检验结果
力学检验结果见表2。
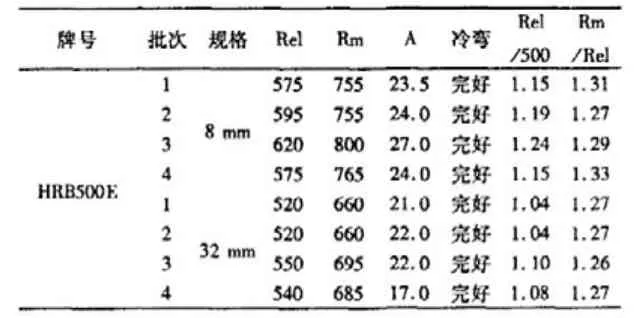
表2 力学检验结果
4.2 金相检验结果
金相检验结果见表3。
肋及基圆边缘无回火组织, 符合国标G B 1 4 9 9 . 2 - 2 0 0 7要求。
4.3 试验数据分析
本次试验采用的是2个规格:第一,8mm规格的数据分析结果为:屈服强度为575— 620 MPa , 抗拉强度为755~8 00 MPa , 延伸率为 23.5 % ~27.0%,Rel/Rel 。 均小于1.30。Rm/Rel为1.27—1.33,冷弯均完好,产品力学性能均符合国家标准。 第二,32 mm 规格的数据分析结果为;屈服强度在为520~550 MPa,抗拉强度为660~695 MPa,延伸率为17.0%~22.0%,Rel/Rel。均小于1.30,Rm/Rel为1.26~1.27,冷弯均完好,力学性能也符合国家标准。
5.结语
我们成功地进行了HRB500E的研制开发工作,在大量的试验中积累了一定的数据和工艺经验,为以后进行更高级别抗震钢筋的研发工作打下了坚实的基础。

表3 金相检验结果
[1]张书维,苗增军,谢晶,张淑萍. 抗震钢筋的研制与开发[J]. 山东冶金,2009(02).
[2]王绍荣. Φ50mm大规格HRB500E抗震钢筋的试制[J]. 轧钢,2011(02).
[3]谢宝木,欧伏岭. 莱钢转炉炼钢生产工艺流程系统优化[J]. 山东冶金,2008(04)
[4]张冬宇,张艳龙. 微合金元素在控制轧制中的作用[J]. 金属世界, 2007(06)
[5]王厚昕,李正邦. 我国热轧钢筋的发展和现状[J]. 材料与冶金学报, 2006(02)
[6]党军. 南钢宽中厚板/卷项目控制轧制工艺研究[J]. 江苏冶金,2006(02)
[7]赵继武,徐杰,张鉴湖,吉学军. 控制冷却生产HRB400小规格螺纹钢筋的试验研究[J].河北冶金,2006(02)
[8]刘瑞宁,王福明,李强. 微合金非调质钢的发展及现状[J]. 河北冶金,2006(01)