基于PartMaker的车铣复合机床多刀塔同步加工设置
2013-09-29章伟涌吴和良
章伟涌 吴和良
(绍兴职业技术学院,浙江绍兴312000)
当今,随着人们对日常物质生活产品需求的提高,大量新产品的涌现和更新换代,加速改变着制造领域的生产方式,正对多品种小批量生产潮流,如何提高企业生产效率,已成为企业生产管理需解决的一个新问题。近年数控技术取得突飞猛进的发展,欧洲和日本等发达国家普遍应用的复合加工技术,较好地适应了制造领域的这种潮流。复合机床是在一台机床上能完成几种不同的加工工艺设备,它使得过去需要在几台机床上完成一个工件的加工,现在只需要一台机床就可以完成全部工序加工。我国复合机床应用才刚开始起步,而且发展很慢,加之复合加工数控程序编制难度非常大的原因,人们对这类机床还像对待以前机床一样使用,不能充分发挥机床全部效能,造成了极大的浪费。
复合机床要配合专业数控编程软件,才能充分发挥其高效功能。英国DELCAM公司具有30多年的CAD/CAM开发经验,尤其在复合加工方面是CAM行业的引领者,开发的PartMaker支持多主轴、多刀塔复合机床,它具有的多刀塔同步加工技术,为进一步提高制造加工效率,提供了新的途径[1]。
下面以一个典型零件讲解PartMaker多刀塔同步加工设置方法。
1 导入CAD模型
PartMaker中导入零件模型如图1所示。这个零件需要车削端面、外圆、外圆槽、螺纹,铣削6个平面,钻端面6个孔。在车铣复合加工机床上,通过主轴转移至副轴,可实现一次性装夹的全部工序加工。

2 主、副轴选择
首先,建立工件加工工序。点击主菜单“查看”子菜单“设置”,在弹出“设置”窗口中,点选“主轴”和“加工功能”列表功能,在“面视窗列表”文本框中,建立主轴为控制轴的“加工内容”。同理,选择“副轴”和“加工功能”列表中的功能,在“面视窗列表”文本框中,建立副轴为控制轴的“加工内容”(如图2所示)。

另外,由于PartMaker实行了材料库和刀具库的管理,为任何加工策略自动选择刀具,计算进给、转速和切削深度,这可从通过“打开材料文件”和“工件管理”中选择“材料”,在“材料文件”窗口按操作类型自动计算各工序切削工艺参数[2]。
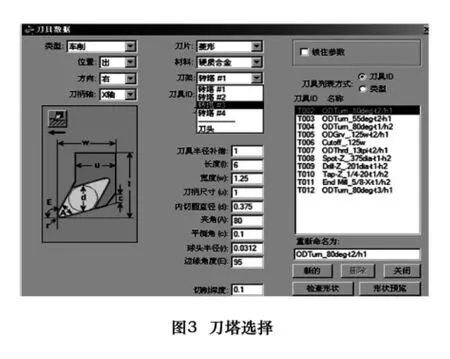
3 选择刀塔
复合机床可设定多个刀塔同时进行切削加工而不互相干涉。例如在车削环境能使用两台刀架,在同一循环加工中同时使用两把刀具,引导刀架被指定主刀架的双工位粗车外圆。双工位切削可减小工件的振动,提高材料去除率,缩短加工时间。在PartMaker刀具管理中,可依据工序内容选择刀塔和刀具(如图3所示)。
4 材料控制处理
完成“切断”工序后,在主菜单中选择“加工优化”下的“插入材料控制处理”,在弹出窗口“使用副轴牵引”设定副轴夹持距离,完成副轴为控制轴的各工序加工。
5 刀具路径
该工件全部工序和刀具路径如图4所示。

6 同步加工设置
该工件若采用传统加工方法,必须在普通车床、钻床、攻丝等多台机床联合完成,整个加工过程中经过多次装卸,而且定位基准不统一,若用数控车床也无法完成所有工序。采用车铣复合加工,可摒弃传统工艺方式加工安排,将工序进行同步加工组合管理。Part-Maker同步加工有效地重组了工序,使切削加工时间进一步大为缩短,提高了机床利用率(如表1所示)。
在主菜单“加工优化”下选择子菜单“产生的加工表单”,产生加工表单如图5所示。按表1同步组#1加工内容或工号进行同步加工设置,点击“加工表单”中“方式”栏下M2S1,弹出窗口如图6所示。

设置主轴方式:使用两把刀具加工(M2)。设置副轴方式:使用一把刀具加工(S1)。同理,设置同步组#2方式下M1S1。设置主轴方式:使用一把刀具(M1)。设置副轴方式:使用一把刀具(S1)。
完成设置点取加工表“Sync Group↓”,产生同步加工表单如图5所示。
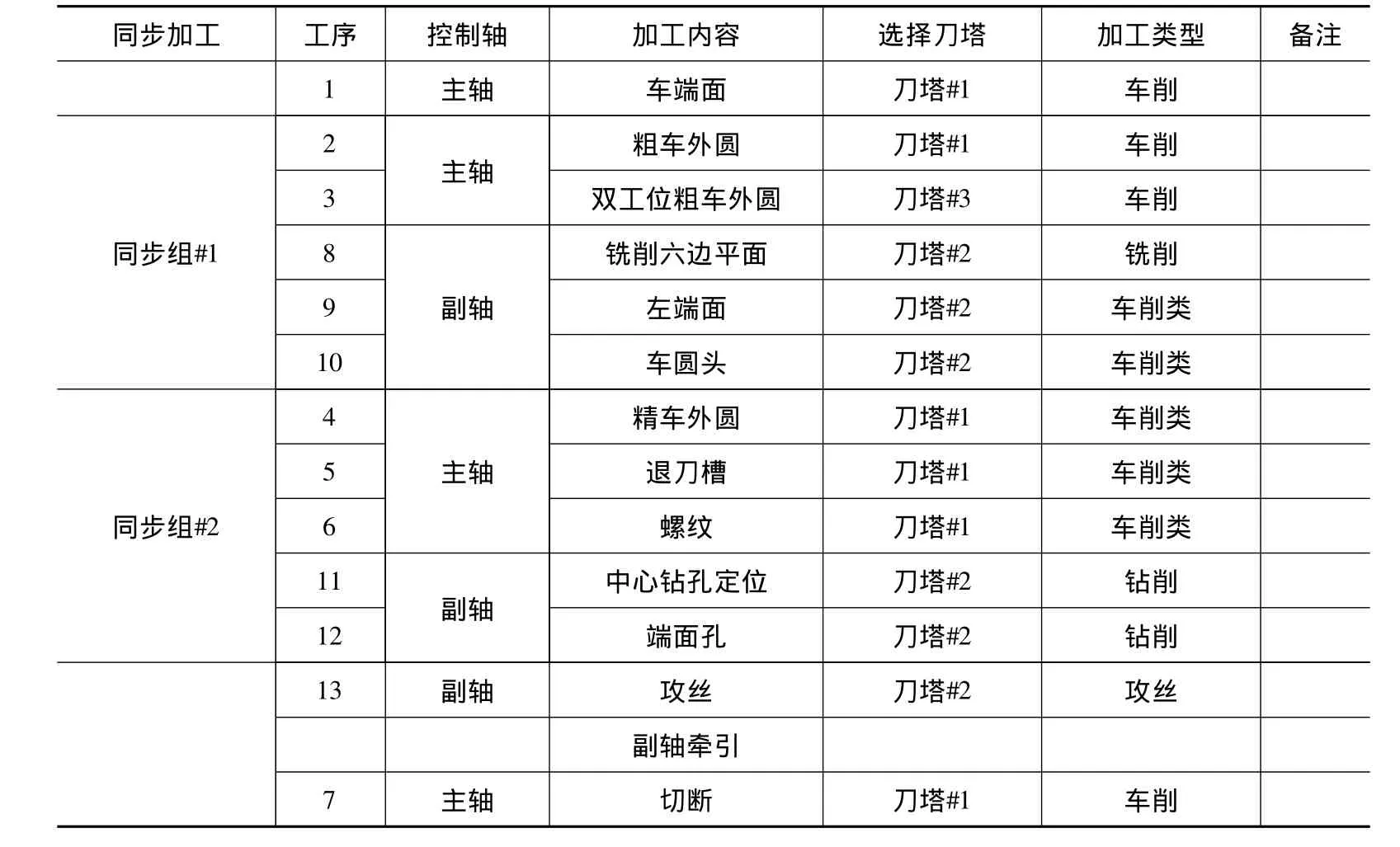
表1 同步加工规划表
从加工表单知,在复合机床上加工该工件,若按常规工序步骤一步步依次完成该工件加工需要10.96 min,在经过同步加工重组优化后,加工时间缩为6.44 min(如图5中总时间6.44 min);显而易见,该零件加工时效提高了41.24%,更不要说与普通机床加工比较了。

7 仿真加工
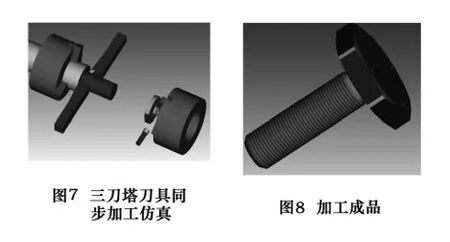
PartMaker提供虚拟机床加工仿真。选择主菜单“仿真”下“仿真选项”子菜单,在弹出对话框窗口中选勾“循环仿真”并按“确定”开始仿真加工。左侧主轴夹持为双工位同步加工,此时,右侧副轴夹持同步进行铣削平面的切削加工,3个刀塔进行着同步组#1切削加工作业(如图7所示)。
该工件PartMaker车铣复合加工的最终产品如图8所示。
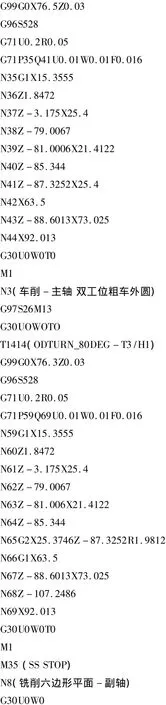
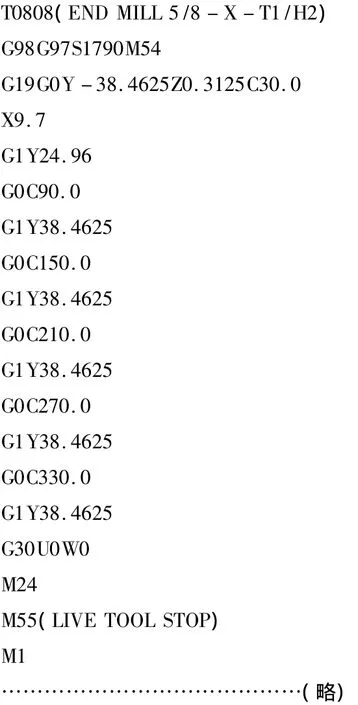
8 生成NC代码
再选择主菜单“加工优化”下“产生NC程序”子菜单,才能生成输出该工件的全部加工程序,其中部分NC代码如下:

9 结语
PartMaker车铣复合加工经过同步加工优化管理后,该工件加工工时缩短41%,充分发挥复合机床的多刀塔同步加工功能,大大提高了设备的利用率的同时,不仅极大地提高了企业的生产效率,而且有效降低了企业的生产成本。
[1]王振江.FeatureCAM在车铣复合机床上同步加工的应用案例[J].模具工程,2012(7):63 -67.
[2]PartMaker TurnMILL多轴车铣复合中心编程系统[DB/OL].www.delcam.com.cn,2011.