精密调平工装结构设计及优化
2013-09-29王新宽何建国
王新宽 黄 文 吉 方 何建国
(中国工程物理研究院机械制造工艺研究所,四川绵阳621900)
工装夹具是保证被加工工件在机床上获得正确的位置,并在加工中防止由于切削力造成工件位置改变及工件变形的一种重要工艺设备[1]。工装的性能较大程度地影响着零件和产品的加工质量,高效、高可靠性的工装可以极大地提高机械加工和检测的效率[2]。近年来,激光核聚变工程中大量用到高精度的圆柱形棒状光学元件,此类元件规格繁多,重量不一,在实际的加工过程中对其进行高效、高可靠性的装夹是一个难题,为此,必须对该类工件的夹持工装进行优化设计。满足工件加工面的调平精度需要是对调平工装的基本要求。当前许多工装主要是通过调节工装上的调节螺钉或可调支座来实现调平,由于在调平过程中需要调节不同的支撑点以及存在制造误差,将会导致同一平面内不同调平方向的相互影响和干扰,即存在调平耦合,致使调整工作出现反复,制约了调平的效率[3-4]。本文针对圆柱形棒状工件的夹持和调平需求,介绍了一种新型结构的调平工装,采用的调平方法具有良好的解耦作用,能够快速地实现对工件加工表面的调平。基于该工装在实际使用中存在的不足,对其结构进行了优化设计,优化后的调平工装的装夹能力得到拓展,可靠性显著增强,能够更好地满足光学元件的精密加工需求。
1 调平工装结构设计
1.1 调平工装结构
调平工装的结构如图1所示,整套工装由夹持机构和调平机构两部分组成,其中夹持部分主要包括卡爪、衬套、立板、加强板、底板等零部件,调平部分主要包括连接板、调平台、调平旋钮等。卡爪通过螺栓固定在立板上,立板通过螺钉垂直固定在底板上,加强板同立板和底板分别紧固连接,用以保证夹持部分的强度和刚度。调平台共设有两个,上调平台固定在下调平台的台面上,调平方向相互垂直。底板的尺寸同调平台的台面尺寸一致,夹持部分通过底板固定在上调平台的台面上。下调平台通过螺钉同连接板紧密连接。整套工装通过连接板紧固在机床工作台上。工装夹持部分各零部件采用硬铝制作,调平部分各零部件采用40Cr制造,整套工装结构简单,外形美观,拆装方便。

1.2 调平工装夹持方案
在机械加工中,对金属工件多采用压板和垫块组合的方式进行装夹,由于夹紧力难以控制,很容易造成工件的变形。本文设计的工装如图1所示,圆柱工件的两端面为加工面,要求较高的面形精度。为了避免夹持过程中损伤加工表面,本工装选取工件的圆柱侧面为夹持面,采取对工件“抱装”的方式夹持,这样在满足机床Z向行程的前提下,可以灵活地选择装夹方位。对工件的夹持主要由卡爪来完成,卡爪共设有上、下两个,均通过螺栓固定在立板上,每个卡爪分为前卡和后卡两部分,通过铰链连接。卡爪在立板上的位置可改变,用以满足不同轴向尺寸工件的夹持需要。为了实现对不同径向尺寸工件的装夹,工装中设计了系列化规格的衬套,每种规格的衬套中设计有相应规格的V形槽。衬套由聚四氟乙烯材料制作,可减小工件的夹持变形。对工装加工和装配时,必须保证上、下卡爪中心的同轴度。工件在卡爪中的位置确定以后,通过蝶形螺母把上、下卡爪的前卡和后卡分别锁死,则工件即被可靠夹持。
2 调平工装调平原理
2.1 调平方法
工件在工装中装夹完成以后,其加工面的调平主要通过空间二维角度调平方法实现。二维角度调平基于升高低点调平技术,该原理易于实现,控制效果好,即通过不断升高待调平面中的较低点直至所有点的高度相同,其技术关键是如何确定各低点应该升高的高度,以及采取何种措施来精确控制各低点的升高量[5]。本工装通过千分表打表测量的方法来确定加工面上各点的升高量,千分表的磁力表座固定在机床的Z轴上,表针适当接触工件加工面。调平过程中,机床Z轴不动,工装随机床工作台沿X轴和Y轴移动,测量的基面为机床的XY平面,通过调平台台面的弧摆运动实现工件加工面上各点Z向坐标的变化。整套工装共设置有两个调平台,下调平台用于实现工件加工面X向的调平,上调平台用于实现加工面Y向的调平。为减少迭代次数以提高调平效率,需要解除不同调节方向的耦合。本工装中上、下调平台的调平方向相互垂直,较好地避免了传统三点调平各支撑点之间的干扰,减少了调平的反复,具有较高的调平效率。调平台内部设计有精密蜗轮蜗杆机构,调节旋钮同蜗杆固联,调平台面同蜗轮固联,旋动调节旋钮即可驱动调平台台面进行弧摆运动。
调平时,先通过千分表打表找到X向的低点,旋动调节旋钮缓慢增大该点的Z向坐标,若过调则反向旋动调节旋钮降低该点的Z向坐标,直至X向的调平精度满足要求。用同样的方法调节另一调平台,使Y向的调平精度也满足加工要求。由两条相交直线决定一个平面的几何原理可知,若加工面内X向和Y向都已实现调平,则该加工面即被调平。调平台内部为中空结构,具有优良的强度和刚性,蜗轮、蜗杆结构自身具有自锁功能,用以保持运动过程中的调平精度。
2.2 调平精度分析
调平工装主要通过调平台台面的弧摆实现工件表面的调平,为分析其调平精度,必须计算出台面摆动最小角度(分辨率)时工件表面各点的最大高度变化。
(1)Y向调平精度分析

如图2所示,Y向调平时,下调平台台面不摆动。工件随上调平台台面摆动时,加工面上Y向边缘点的Z向高度变化最大,且工件尺寸越大,加工面上各点Z向高度变化越大,也即工装的调平精度越差(本工装针对不同尺寸的工件具有不同的调平精度)。根据设计指标,调平台台面弧摆中心O距台面的垂直高度为169 mm,调平台Z向高度为100 mm,调节范围为±10°,调平台分辨率β=3〃≈0.000 833°,工装可夹持最大工件规格为φ100 mm×500 mm。不失一般性,假定工件初始位置为OA,绕回转中心O顺时针转动最小角度β时,工件旋转到新位置OA'(Y向边缘点由初始位置A旋转到A'),设∠A'OO2= α,∠AOA'= β,AO=L,AO1=H1,A'O2=H2,则边缘点A在Z向的高度变化为:


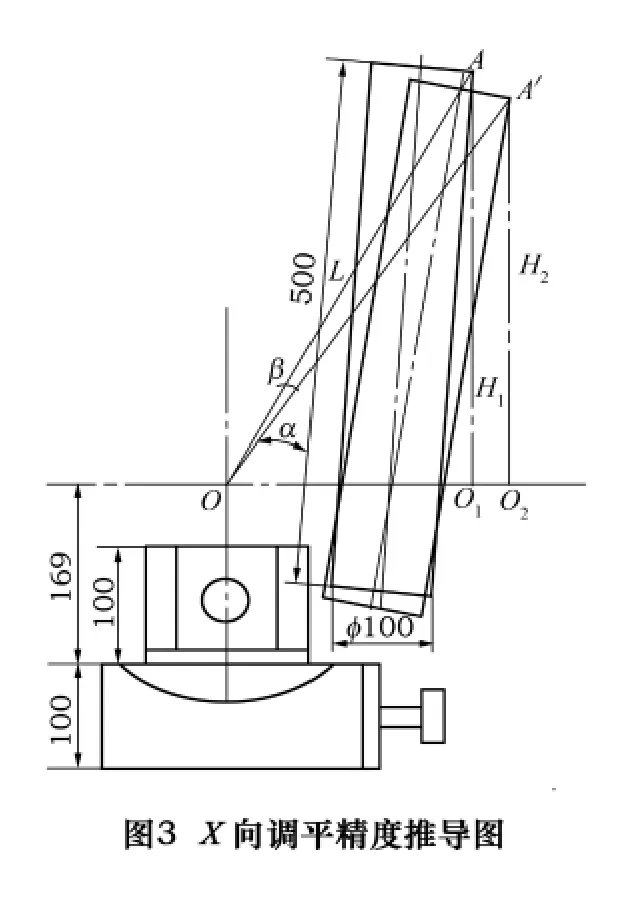
(2)X向调平精度分析
工装X向调平精度的推理过程同Y向类似。如图3所示,X向调平时,上调平台台面不摆动,并且和工件一起随下调平台台面摆动。工件由初始位置为OA绕下调平台台面弧摆中心O转动角度β后到新位置OA',由前述推导过程可知,工件X向边缘点A在Z向的高度变化为:


综上分析,针对本工装所能夹持的各种规格的工件,调平过程中,工件加工面上各点均能实现3.5 μm以内的最小Z向变化,即该调平工装对这类工件的调平精度优于3.5 μm。
3 调平工装结构优化
工装设计完成以后,在使用中发现当装夹径向尺寸和轴向尺寸均较大的圆柱棒状工件时,调平较为费力,原因主要是由于夹持部分和工件的重心偏离上调平台弧摆中心较远(图1),存在一个颠覆力矩。当工件重量较大时,过大的颠覆力矩会引起调平台内部蜗轮、蜗杆牙侧的轻微变形,从而导致旋动调节旋钮费力。针对上述问题,对调平工装的结构进行了优化,优化后的工装结构如图4所示,改进后的主要优点如下:(1)对调平工装的夹持部分特别是加强筋的数量、布置方式和布置方位进行了优化设计,使调平过程中夹持部分和工件的重心投影始终在台面以内,这样可以保证调平台只承受较小的颠覆力矩,避免了在对大重量工件调平时调节费力的问题。而且改进后工件轴线同调平台弧摆中心的直线距离缩短,由前述精度推导过程可知工装的调平精度得到了提高。(2)原有工装调平后的精度保持主要依靠调平台内部蜗轮、蜗杆机构的自锁功能来实现,但机床工作台在较大振动、冲击等极端情况下,蜗轮、蜗杆摩擦副可能会产生松动,自锁性被破坏,致使调平精度丧失。基于以上考虑,优化后的工装在两调平台上均设置了锁紧机构。工件加工表面被调平以后,旋紧锁紧机构上的旋钮,可以确保调平台台面在振动、冲击等情况下也不会产生晃动,工装的调平精度保持性和可靠性都得到了提升。(3)本工装主要用于夹持圆柱形棒状工件,但在实际加工过程中,难免会遇到一些薄型盘状工件的夹持问题,原有工装的夹持方法显然对这类工件难以奏效。真空吸附作为机械加工中的一种常用方法,能够平稳地吸紧工件,又不易对被装夹工件的表面造成损伤,非常适合于夹持厚度较薄、表面光滑的金属和非金属元件,为后续的工序奠定良好的基础[6-8]。基于此,优化后的调平工装设计了吸盘,吸盘上表面具有较高的平面度并设有气路,吸盘下部开设有真空吸附接口。装夹薄型工件时,先用上卡爪夹紧吸盘,再把工件放置在吸盘上表面,打开真空吸附,则工件即被牢固夹持。显然,优化后的调平工装的装夹功能得到了增强,适应能力得到了拓展。

4 结语
设计了一种结构简单的调平工装,该工装能够夹持多种规格的圆柱形棒状光学元件。采用的调平方法能够快速地实现对工件加工表面的调平,调平的效率和精度高。对调平工装的结构进行了进一步优化,优化后工装的使用性能、可靠性以及适应能力都得到了较大的提升。
[1]杨东哲,成晔,财复之.夹具设计的并行性研究[J].计算机集成制造系统,1996,9(3):31 -35.
[2]陈焕明.焊接工装设计基础[M].北京:航空工业出版社,2004:1-3.
[3]甘永立.形状和位置误差检测[M].北京:北京国防工业出版社,1995:52-63.
[4]史厚强.基于三点支撑的仪器调平[J].仪器仪表学报,2004,25(4):824-826.
[5]任作新,张艳兵,姚舜才.升高低点调平技术研究[J].华北工学院学报,2004,25(3):201 -203.
[6]李明,吴志勤.薄板零件机加工的夹具设计[J].电子机械工程,1999,19(7):52 -54.
[7]陈凡,周继.真空系统的改进设计[J].液压与气动,2002,22(10):42-44.
[8]梅飞.真空吸附夹具的有限元分析和优化设计[D].南京:东南大学,2005.