机械挤压矫正焊接变形的模拟与试验研究
2013-09-28张文锋
李 军,张文锋
(1.哈尔滨工业大学先进焊接与连接国家重点实验室,哈尔滨150001;2.浙江银轮机械股份有限公司,浙江天台317200)
焊接变形一直是焊接生产中需要面对和解决的问题.焊接变形不仅使焊接工件的尺寸难以满足设计要求,造成安装困难或影响产品美观,还会在一定程度上降低焊接结构的承载能力和服役寿命.为了控制焊接变形,可以选择合适的加热热源和焊接规范来减小焊缝的热输入,也可采用预拉伸、温差拉伸、随焊激冷、锤击、碾压、机械拉伸等多种力学和加热工艺措施来调控或矫正焊接变形.关于控制焊接变形的原理,公认的基本观点是:利用外力使构件产生与焊接变形方向相反的塑性变形,使两者相互抵消[1,2].例如,对于预拉伸法[3],“由于预先施加拉伸载荷,在焊接热输入的作用下,焊缝附近的材料较早处于屈服状态,使平板焊缝在塑性状态下被拉伸延展,因此可以抑制平板的纵向收缩变形”;对于焊时温差拉伸法[4],“马鞍形温度场的高温区(焊缝两侧)膨胀,会对温度相对较低的焊缝区施加拉伸作用,使焊缝的纵向收缩得到抑制,因此可以降低残余应力和变形”;对于随焊激冷法[5],“在冷却过程中,焊接区由于受到周围金属的拉伸而产生伸长塑性变形,从而抵消焊接过程中形成的压缩塑性变形,达到消除残余应力和变形的目的”;对于锤击法和碾压法[6,7],“消除变形和调整残余应力是通过延展焊缝及其周围的压缩塑性变形区金属”;对于机械拉伸法,“通过对焊件施加一次机械拉伸,使得拉应力区在外载作用下产生拉伸塑性变形,其方向与焊接时产生的压缩塑性变形方向相反,作为结果,既减小了纵向焊接变形,也降低了残余应力”.作者在试验中发现,利用夹具对薄板焊件进行机械挤压也可以减小焊接变形,在该加载方式下,外载荷使构件产生的塑性变形未必与焊接变形方向相反.为了弄清楚这个问题,并了解该方法能够减小焊接变形的原因所在,本文以不锈钢薄板焊件作为研究对象,首先利用自制的试验夹具进行了机械挤压减小焊接变形的试验,然后借助有限元软件对该工艺进行了模拟,并对模拟结果进行了分析..
1 机械挤压矫正焊接变形试验
1.1 试验方法
图1为本研究中试件的尺寸和焊接位置.试件材料为304不锈钢,焊接方法为TIG焊不填丝的表面熔敷方式.
图2为机械挤压试验夹具,由底板,立板,螺栓和压板构成.压板由Cr12MoV材料制造,加工后淬火,其厚度与试件的板厚相同.由于焊缝部位金属的最大厚度大于板材的板厚,为防止加载时由于间隙的存在导致试件产生波浪变形,立板内侧的中间位置加工出10 mm宽的凹槽.工作时首先将试件(焊缝垂直于水平面)置于底板之上、两块立板之间,并使试件的焊缝与立板内侧的凹槽相对应.然后将压板置于试件之上,拧紧螺栓直至两块立板与试件的间隙为零.将试验夹具置于四柱压力机的工作台上,降下滑块通过压板对焊接试件施加25.2kN的压力.升起滑块,取出试件,完成机械挤压过程.测量并记录机械挤压前后试件的纵向挠度.
1.2 试验结果
表1为试件机械挤压前后纵向挠度的对比.可以看到,常规焊件纵向挠度的平均值为1.584 mm,经过机械挤压,该值降到了0.096mm,已经可以忽略不计.试验结果表明,机械挤压法能够将薄板焊件的失稳变形量降低到很低的程度.
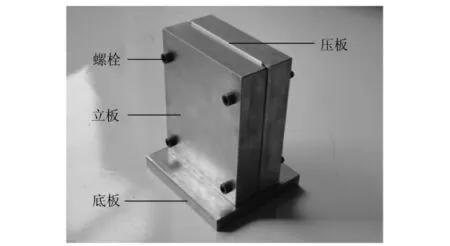
图2 机械挤压试验夹具

表1 试件机械挤压前后纵向挠度的对比(mm)
2 机械挤压矫正焊接变形模拟
2.1 有限元建模
在本模拟计算中所做的假设包括:塑性变形不引起体积改变,即材料符合体积不变定律;材料连续且各向同性,材料屈服服从Mises屈服准则;初始温度为25℃.图3为本模拟中所建的有限元模型.工件材料为304不锈钢,其尺寸为180 mm×100 mm×2 mm.模型厚度方向划分为两层,共计14400个单元.计算中设置的焊接路径及加热方式均与前述试验中相同.模型中包括4个刚性平面,其中平面1和平面2分别代表焊接夹具的压板和底板,平面3和平面4分别代表机械挤压夹具的底板和压板.采用速度加载方式控制刚体的运动.模拟过程为:首先使工件在夹具拘束状态下完成焊接过程,并冷却至室温;然后使平面3和平面4向焊件的两个端面靠近,并对其施加一定的机械压力;最后将四个平面与工件分离.作为比较,同时模拟了常规焊件的焊接过程.与机械挤压焊件计算模型的不同是,在常规焊件的模型中不存在平面3和平面4.
2.2 模拟结果
图4为常规焊件和机械挤压焊件残余变形的模拟结果对比.可以看到,常规焊件的纵向挠度为1.36 mm,而机械挤压焊件的纵向挠度仅为0.045 mm,后者为前者的3.3%.模拟结果表明,通过对焊件施加平行于焊缝方向的机械挤压力,几乎能完全消除焊接失稳变形.

图3 有限元模型
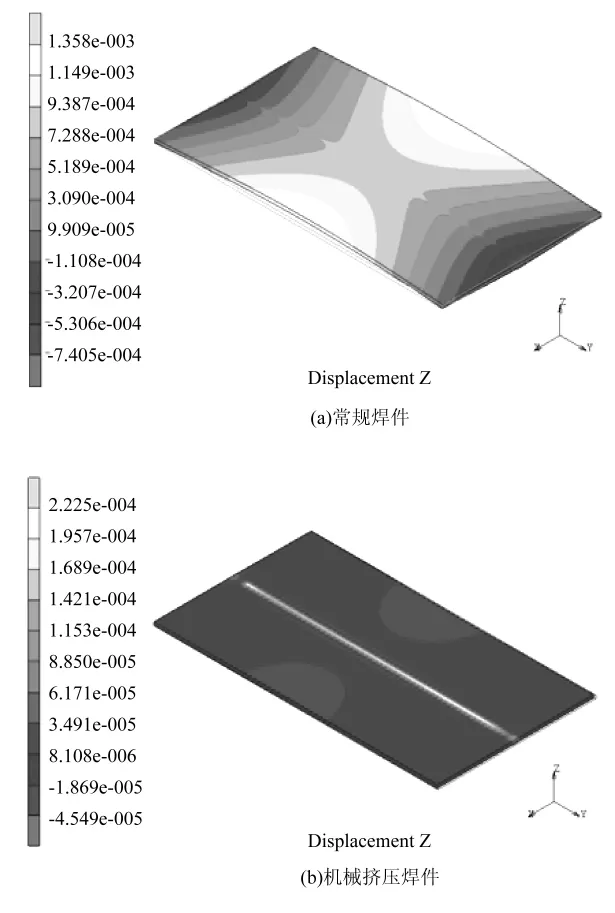
图4 常规焊件和机械挤压焊件残余变形的模拟结果对比(变形放大3倍)
3 分析和讨论
试验和模拟结果均表明,利用与机械拉伸法施力方向相反的机械挤压法,同样可以达到减小焊接变形的目的.既然机械拉伸法使构件产生的塑性变形方向与焊接时产生的压缩塑性变形方向相反,那么机械挤压法可能使构件产生的塑性变形方向一定不与焊接时产生的收缩塑性变形方向相反.这样,机械挤压法控制焊接变形的原理就不符合文献[1-2]中所持的观点.为了清楚地了解机械挤压对焊件纵向塑性应变场带来的变化,提取常规焊件和机械挤压焊件位于焊缝中段横截面与板材中性面交线上的纵向残余塑性应变数据,并绘制成如图5中所示的曲线.模拟结果显示:在常规焊件的焊缝区既存在压缩塑性应变,也存在拉伸塑性应变,在远离焊缝的区域没有塑性变形产生;经过适度机械挤压后,在远离焊缝的区域产生了纵向压缩塑性应变,而焊缝区由焊接过程导致的塑性应变值没有发生变化.这表明,机械挤压法减小焊接残余变形的机制与是否改变了焊缝区的残余塑性应变场没有关系.文献[8]中提到,薄板焊件发生失稳变形的根本原因是在焊缝及其附近区域存在数值较高的纵向拉应力,旋转挤压能够降低焊缝区的纵向残余拉应力水平,因此能够矫正焊接失稳变形.机械挤压法能够矫正焊接变形也是基于焊缝区纵向拉应力的减小.

图5 常规焊件和机械挤压焊件纵向残余塑性应变的分布曲线
图6为常规焊件和机械挤压焊件纵向残余应力的分布云图.可以看到,相对于常规焊件,机械挤压焊件焊缝区域的纵向残余拉应力水平要低得多.机械挤压能够降低焊缝区纵向残余拉应力水平的原因可以从图5中获得解释.由于挤压后在远离焊缝的区域出现了纵向压缩塑性应变,使得该区域长度变短,则焊缝和近缝区金属中纵向拉应力得以产生和存在的两要素之一—“拘束”的作用减弱,作为结果,焊缝区的纵向残余拉应力水平必然降低.由于焊缝金属在焊接冷却过程中会发生凝固收缩和热收缩,而近缝区金属在加热膨胀时受阻会产生纵向压缩塑性应变,使得焊缝区域的长度变短,因而机械挤压时焊件两端远离焊缝的部位要首先受力.随着挤压力的增大,焊缝两端的整个端面积都将承受挤压力.显然,由于所受挤压力大小的不同和焊接残余应力的分布特点,焊件上远离焊缝的区域会首先产生纵向压缩塑性应变.随着挤压力的不断增大,远离焊缝区域的纵向压缩塑性应变值将不断增大,而焊缝区的纵向拉伸弹性应变将逐渐变小,直至转变为压缩弹性应变甚至压缩塑性应变.在本模拟中,适当的挤压力虽然只使得远离焊缝的区域产生了纵向压缩塑性变形,但也能获得显著的矫形效果.如果挤压力很大,使焊缝部位也产生了纵向压缩塑性变形,此时焊缝区纵向残余拉应力的减小则可归于两方面原因:一是远离焊缝区域金属对焊缝区金属弹性收缩的拘束作用的减弱,二是使焊缝区金属产生塑性变形会释放出其中的全部或部分焊接残余应力.此种情况下,外力使焊接构件产生的塑性变形方向与焊缝区金属的塑性变形方向是相同的.
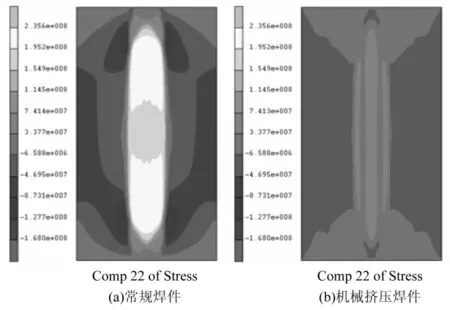
图6 常规焊件和机械挤压焊件纵向残余应力的分布云图
机械挤压矫正焊接变形的模拟结果表明,是否减小或抵消掉焊缝区的压缩塑性应变并非控制薄板焊件失稳变形的机制所在.对于面外变形为失稳形式的薄壁焊接构件,无论是采用力学加载还是热学调控的方式,焊缝区纵向残余拉应力水平的降低才是焊接变形被减小或消除的根本原因.
4 结论
1)对焊件施加平行于焊缝方向的机械挤压力能够矫正薄板焊件的失稳变形.
2)机械挤压法能够降低薄板焊件焊缝区的纵向残余拉应力水平是其能矫正焊接失稳变形的原因.
3)机械挤压法可使薄板焊件远离焊缝的区域产生纵向压缩塑性应变,减弱该区域金属对焊缝区金属弹性收缩的拘束作用,因此可以降低焊缝区的纵向残余拉应力水平.
4)是否减小或抵消掉焊缝区的压缩塑性变形并非控制焊接变形的机制所在.
[1]方洪渊.焊接结构学[M].北京:机械工业出版社,2008.FANG H Y.Welded structure[M].Beijing:China Machine Press,2008.
[2]田锡唐.焊接结构[M].北京:机械工业出版社,1982.TIAN X T.Welded structure[M].Beijing:China Machine Press,1982.
[3]李敬勇,章明明,李 鹰,等.预拉伸对铝合金焊接残余应力和变形的影响[J].热加工工艺,2005,(12):15-17.LI J Y,ZHANG M M,LI Y,et al.Effect of pre-tension on welding residual stresses and distortion of aluminum alloy[J].Hot Working Technology,2005,(12):15-17.
[4]GUO S Q,LI X H,XU W L,et al.Welding distortion control of thin aluminum alloy plate by static thermal tensioning[J].Journal of Material Science & Technology,2001,17(1):163-164.
[5]郭绍庆,田锡唐,徐文立.随焊激冷减小铝合金薄板的焊接变形[J].焊接,1998(9):8-11.GUO S Q,TIAN X T,XU W L.Reducing welding distortion of aluminum alloy thin-plate weldment with trailing intense cooling[J].Welding and Joining,1998(9):8-11.
[6]徐文立,黎 明,刘雪松,等.动态低应力小变形无热裂随焊锤击焊接技术研究[J].材料科学与工艺,2001,9(1):6-10.XU W L,LI M,LIU X S,et al.Dynamic low stress-little distortion-hot crackfree welding technology by trailing peening[J].Materials Science and Technology,2001,9(1):6-10.
[7]中国机械工程学会焊接学会.焊接手册(第二版)第3卷(焊接结构)[M].北京:机械工业出版社,2001.Institute of Welding of Chinese Mechanical Engineering Society.BookⅢof Welding Manual(Welded Structure)[M].Beijing:China Machine Press,2001.
[8]李 军,杨建国,路 浩,等.铝合金薄板焊件旋转挤压矫形研究[J].材料科学与工艺.2010,18(2):293-296.LI J,YANG J G,LU H,et al.Controlling welding distortion of aluminum alloy thin plates with rotating extrusion[J].Materials Science and Technology,2010,18(2):293-296.
