提高丙二酸二甲酯收率的试验研究
2013-09-27程永高
程永高
(邢台职业技术学院,河北 邢台 054035)
丙二酸二甲酯是生产医药吡哌酸的重要原料。目前,我国相关企业生产的丙二酸二甲酯除出口外,绝大部分用来生产吡哌酸,国内外对其需求比较大。其分子中的活泼亚甲基容易被其他基团取代,故可以进行烷基化、羟烷基化和酰胺化等多种取代反应[1]。试验研究了以改进的氰化酯化法合成丙二酸二甲酯。
1 氰化酯化法的改进
合成丙二酸二甲酯传统的氰化酯化法总收率只有65%,且成本较高,副产物较多。氰化酯化法的核心体现在2个方面:一是氰乙酸水解生成丙二酸;二是丙二酸与甲醇酯化生成丙二酸二甲酯。工艺的关键是酯化反应,需在第3步酸化反应后,把反应混合液中的水分蒸发出来,而传统的工艺严格要求水分质量分数在1%以下。脱水过程中,随含水量减少,蒸发温度升高,氰乙酸的分解加剧。传统工艺中的反应如下[1]:
第1步,酯化反应

第2步,加成反应

第3步,水解反应

即氰乙酸酯化生成氰乙酸酯,然后氰基加醇生成亚胺基烷氧基丙酸酯,最后水解生成丙二酸二甲酯。反应初期,在有水存在下加入醇进行酯化,对酯化不利。要提高产品收率必须在酯化前尽力脱水。所以,通过试验,将反应历程改为:
第1步,中和反应

第2步,氰化反应

第3步,酸化反应

第4步,酯化反应

酯化历程可作如下解释[2]:
第1步,加成反应

第2步,水解反应

第3步,酯化反应

即在无醇条件下,氰乙酸与水及硫酸首先加成生成硫酸盐(HOOCCH2CONH·H2SO4),继而水解生成丙二酸和硫酸氢铵。此时,不仅不需把水脱尽,反而需要有一定量水参与反应;然后,丙二酸与甲醇进行酯化反应,形成丙二酸二甲脂。
2 试验部分
2.1 主要试剂与仪器
试验所用主要试剂:一氯乙酸,天津市博迪化工有限公司;硫酸(98%),天津市化学试剂三厂;无水甲醇,氢氧化钠,临淄天德精细化工研究所;盐酸(36%),淄博化学试剂厂;氰化钠,宜兴市钮中化工有限公司;碳酸钠,联试化工有限公司。所有试剂均为分析纯。
试验主要仪器:电子天平YP1200型,上海精科天平厂;小型(数显)真空干燥箱,DZF-250型,郑州长城科工贸有限公司;数显恒温水浴锅HH-4型,金坛市荣华仪器制造有限公司;全套磨口玻璃仪器,天津市天玻玻璃仪器厂;KDM型电磁搅拌加热套,山东省新华电热仪器厂;电动搅拌器,金坛市中大仪器厂;DZG-6050型真空干燥箱,上海森信试验仪器有限公司。
所有玻璃仪器均洗涤后用蒸馏水润洗3次,然后在100℃干燥箱中干燥。
2.2 试验方法
2.2.1 氰乙酸的制备
中和:称取一定量氯乙酸,加入一定量水,搅拌溶解后,将配制好的Na2CO3溶液缓慢加入氯乙酸溶液中,使形成中性氯乙酸钠溶液。
氰化:用固体氰化钠配制一定浓度的氰化钠溶液,置于四口烧瓶中,边搅拌边缓慢加入氯乙酸钠溶液,在一定温度下,反应一定时间。
酸化:在氰化液中缓慢加入一定量浓盐酸进行酸化反应;反应一段时间后,加热至一定温度后真空浓缩,脱水至一定含水量。
2.2.2 酯化
在上述氰乙酸溶液中于搅拌条件下缓慢加入一定量浓硫酸,一定温度下反应一段时间后,加入一定量甲醇和自制的催化剂,在一定温度下,继续反应一段时间。反应结束后,常压蒸出过量的甲醇,粗产品经中和、水洗、干燥精馏,得到产品丙二酸二甲酯[2]。
根据试验,氯乙酸、氰化钠、碳酸钠、甲醇用量与丙二酸二甲酯产量之比分别为1.150 4、0.587 2、0.808 0、1.026 7。试验中,以5g氰化钠得到约10g丙二酸二甲酯粗产品。
3 试验结果与讨论
3.1 反应温度对氰乙酸收率的影响
中和过程操作比较简单,只需控制碳酸钠溶液加入量及溶液pH即可。
氰化是氰乙酸制备的关键步骤,对丙二酸二甲酯收率影响较大。影响氰化的因素有pH、反应时间和反应温度。由于pH在7.0~7.5之间对氰乙酸的产率影响较小,所以,试验只考察pH和反应时间一定条件下,温度对氰化反应的影响。试验结果如图1所示。
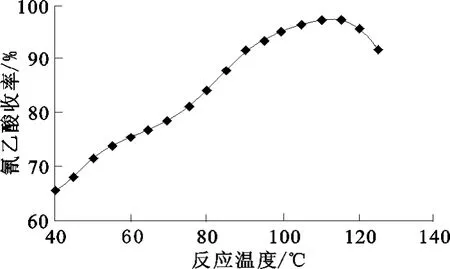
图1 温度对氰乙酸收率的影响
从图1看出:温度为40℃时,氰乙酸收率只有65.5%;随温度逐渐升高,氰乙酸收率提高;温度达到115℃时,氰乙酸收率达到98.5%;继续升高温度,氰乙酸收率反而开始下降。因此,确定最佳反应温度为115℃。
3.2 酯化过程中影响产品收率的因素
用改进的氰化酯化法制备丙二酸二甲酯,氰化反应和酸化反应过程速度较快,且收率较高,因此,在整个工艺过程中,影响产品收率的关键是酯化过程。影响酯化的主要因素有酸化液的含水量、甲醇和氯乙酸物质的量比及酯化反应时间等。
3.2.1 酸化液含水量对丙二酸二甲酯收率的影响
酸性条件下,酯化反应为可逆反应[3]。试验条件:反应温度为60~80℃,甲醇与氯乙酸的物质的量比为5.0∶1,反应时间为6h。酸化液含水量对丙二酸二甲脂收率的影响如图2所示。
由图2看出,对于改进的氰化酯化法,酸化液中水分含量对丙二酸二甲酯的收率有影响:酸化液中水分含量过小,氰乙酸不能完全水解;酸化液中水分含量过大,酯化反应平衡又制约反应进行。当水和氯乙酸的物质的量比为0.5∶1时,产品收率为76.6%;随二者的物质的量比增大到2.5∶1时,产品收率达84.4%;之后,产品收率不再增大反而开始下降。由此确定适宜的水和氯乙酸的物质的量比为2.5∶1。
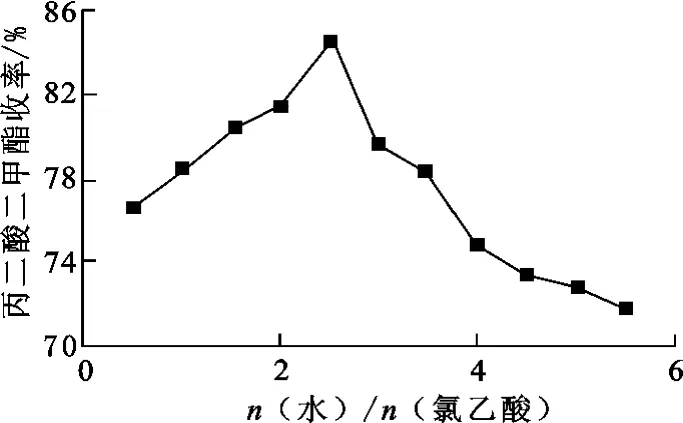
图2 酸化液中水分含量对丙二酸二甲酯收率的影响
3.2.2 甲醇与氯乙酸的物质的量比对产品收率的影响
原工艺中,甲醇与氯乙酸的物质的量比是2∶l。为了提高低温条件下的酯化反应转化率,将甲醇用量提高以加速酯化反应并将水从反应体系中分离出来。在反应温度60~80℃、反应时间6h条件下,甲醇与氯乙酸的物质的量比对产品收率的影响试验结果如图3所示。
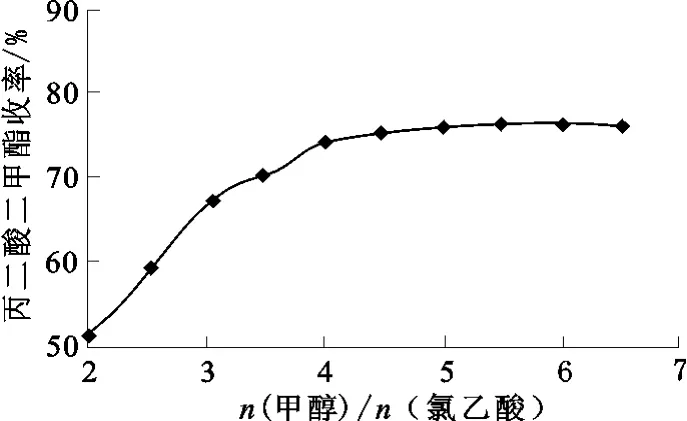
图3 甲醇和氯乙酸的物质的量比对产品收率的影响
由图3看出,随甲醇与氯乙酸的物质的量比增大,产品收率增大。但甲醇用量增大,相应的甲醇回收装置的负荷也增大,所以,综合考虑,甲醇和氯乙酸的物质的量比以5.0∶1较为适宜。
3.2.3 酯化过程反应时间对产品收率的影响
在反应温度60~80℃、甲醇与氯乙酸的物质的量比5.0∶1条件下,延长反应时间对提高酯化率有利;但反应进行到一定程度后,再延长反应时间,产品收率提高不明显。由图4可知:反应时间为6h时,产品收率为81.3%;继续延长反应时间,产品收率只提高0.5%。所以,确定适宜的反应时间为6h。
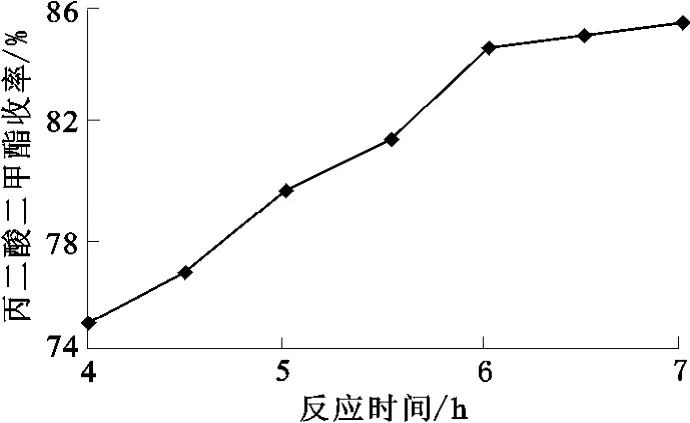
图4 反应时间对丙二酸二甲酯收率的影响
4 结论
以氯乙酸、氰化钠和甲醇为原料,采用改进的氰化酯化法合成丙二酸二甲酯是可行的。保持酸化液中适宜的水含量,并在酯化过程中保持甲醇过量,结合酯化过程与甲醇回收过程,可以提高产品收率在84%以上。
[1]李艳云,尹振晏.2,2-二甲基丙二酸二甲酯的合成[J].化学世界,2011,11(52):681-683.
[2]丁武.改进的氰化酯化法合成丙二酸二甲酯[J].燃料工业,2001,12(6);58-59.
[3]荆超河,宋建池.丙二酸二甲酯合成工艺的改进[J].河南化工,1999,10(7):54-55.
