可调式同心检棒的设计
2013-09-27白连杰
白连杰
(苏州江源精密机械有限公司,江苏苏州 215143)
随着数控机床工作精度要求的不断提高,高精度机床的安装精度必然也随之提高,滚珠丝杠副传动结构的安装精度的高精度化成为发展的必然趋势。滚珠丝杠副的典型结构一般是由两端支承轴承座及中间丝母座组成。滚珠丝杠结构如图1所示。

在机床装配滚珠丝杠过程中,滚丝丝杠的3个支承孔的同轴度检测调整时,一般是在各基准孔中安装同心检套和同心检棒的方法进行检测和调整,俗称号三点。其工艺操作步骤是首先将两轴承座和丝母座内穿入同心检套和同心检棒,然后找正丝母座与机床导向导轨的平行度,接着按丝母座位置,调整两轴承座与丝母座的同轴度,其安装工艺示意图如图2所示。
这种调整三支承孔同轴度的方法在各种机床的装配过程中应用较普遍,但同心检棒、同心检套、各零件孔均存在不可消除的制造间隙误差,其实际测量结果与理论值有一定的误差。例如:轴承座孔φ100H6、检套外圆 φ100g5、检套内孔 φ40H6、检棒外圆 φ40g5,三件组合后其同心检棒实际轴线与理想轴线高度误差值最大相差0.044 mm,这样往往使安装后的支承轴承孔和丝母座孔的同轴度误差较大,造成丝杠挠度增大、径向偏置载荷增加、引起丝杠轴系各环节的温度升高、热变形变大和传动扭矩增大等一系列严重后果。如果针对同一基本尺寸孔而制造多种规格的检套来适应其公差变化值,其工装成本会大大提高,同时该方法也存在着检具的迫装以及检具损坏后不可修复后再用的缺点,因此采用同心检棒与同心检套配合的找正方法进行滚珠丝杠副的安装已不符合机床的高精度要求。我们需要寻找一种更科学合理的安装调试方法。

1 工艺要求
新的安装工艺方法应具有以下几点以解决原装配工艺方法的不足:(1)直径尺寸可调节,能够有效消除装配间隙,保证测量精度。(2)损坏后可修复,可以重新使用,以节约成本。(3)拆装方便,不存在敲击等野蛮操作现象。(4)生产成本要低于原检具成本。
2 设计思路
根据轴承座和丝母座的结构特点,无论是直通孔和有台阶的,无论是以孔定位或孔、面定位的,所设计的工装均能满足安装精度要求。
对于丝母座,它的安装基准一般是以安装孔和端面为基准面定位的,其中为防止安装孔与垂直端面因加工不垂直所产生装配误差,孔的长度一般较短,所以设计成以端面和安装孔定位为主的检具。轴承座一般是以轴承孔定位的。综合考虑,将可调式检棒设计成既可以孔定位测量的环节,同时也可以端面和孔定位的环节,所以设计如图3结构所示。
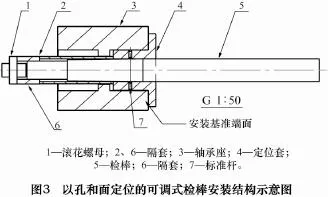
当检测以孔和端面定位的结构时(如图3所示),将定位套4止口端面与检测轴承座3的定位面相贴合,安装基准端面的结合处无间隙,旋拧滚花螺母1,通过预紧隔套6和2,使检棒5轴向移动,达到在圆周均布的等长度的标准杆7在径向等距离外扩,则检棒5的轴线逐渐与安装孔的中心轴线趋向重合,直至标准杆7的球形端头与轴承座3孔壁、标准杆7另一球形端头与检棒5锥面都达到无间隙配合状态,检具安装完成,就可以进行轴线的测量了。
当以两孔定位时(如图4所示),使定位套4与轴承座3的端面保证一定的间隙量,以避免因端面与安装孔轴线不垂直而引起的安装误差。将检棒5向左移动,使标准杆8向外伸出与轴承座3孔壁接触支撑起检棒5,使检棒5不再作轴向移动,此时旋拧滚花螺母1,通过预紧隔套6,使定位套2作轴向移动,同时促使圆周均布的标准杆7在沿安装孔径向移动,直至标准杆7、8的球形端头与轴承座3孔壁、检棒锥面都达到无间隙配合状态,最终达到检棒5的轴线逐渐与轴承座3安装孔的中心轴线趋向重合,检具安装完成,就可以进行轴线的测量了。在操作前要注意的是:标准杆7和8应根据孔径的大小进行选取,因为轴承的外径尺寸和滚珠丝杠丝母的外径尺寸是有规律的,所以测量杆应根据产品零件常用孔径尺寸进行系列化设计。

3 结构原理
标准杆因检棒(其定位面为1∶50锥面)的轴向移动而随着其球形端头与检棒接触截面直径扩大而向四周等距离移动达到标准杆的球头与孔径达到无间隙接触,从而达到孔与可调检棒组件的无间隙定位。同时,检棒的轴向中心线与轴承座孔的中心线相重合,达到了同轴度检测目的。
4 使用方法及说明
将检棒中间设计成有一段1:50锥度的定位用外圆锥面;在定位套上有不少于3个圆周均布的径向孔,而径向孔与标准杆的圆柱面有0.01 mm的配合间隙,同时定位套与检棒均有配合间隙为0.02 mm的起导向和定位作用的圆柱面。各标准杆与轴承座孔或丝母座孔的无间隙配合是通过检棒或定位套轴向移动,使标准杆因检棒的锥面挤压而向外等距离伸出达到检棒、标准杆、孔壁三者之间无间隙接触,以达到检棒轴线与被检测件孔轴线的重合,建立理想的检测基准。
5 结语
此可调式检棒结构组件及使用方法可以有效消除检具和零件的制造误差而引起的测量误差,使检具轴线与安装孔轴线的最终重合,提高测量准确性。可调式同心检棒的使用是一种新型的同轴度检测工艺方法,该结构和工艺已获得实用新型发明专利ZL201220299295.3和发明专利申请号201210210610.5(已公开),通过标准化设计可以在装配调试过程中推广和应用。
