WELDOX960E高强钢MAG焊焊接接头组织形态与力学性能研究
2013-09-27陈春焕陈增有马清波
许 冰 陈春焕 陈增有 马清波 谢 明
(①大连交通大学材料科学与工程学院,辽宁大连 116028;②中国北车集团齐齐哈尔车辆(集团)有限责任公司,黑龙江齐齐哈尔 161002)
WELDOX960E高强钢是新一代低合金高强度钢中的一种,其晶粒细小均匀、洁净度高,具有屈服强度高、冲击性能好等优点,特别适合于对低重量且有较高要求的承重结构[1]。但是,WELDOX960E高强钢的开发时间不长,对其焊接性的系统研究不多。因此,为了进一步提高我国铁路起重机吊臂的焊接质量,保证我国铁路起重机的安全运行,对吊臂用WELDOX960E高强钢的焊接工艺进行全面系统的研究是十分必要的。本文分别对WELDOX960E高强钢焊接接头进行拉伸、弯曲、冲击等力学性能试验和焊接接头硬度试验,并利用光学显微镜和扫描电镜等分析手段对WELDOX960E高强钢接头的熔合区、焊缝金属和热影响区的微观组织及断口进行分析,为WELDOX960E高强钢的应用提供理论依据。
1 试验材料和方法
试验材料为WELDOX960E高强钢;为了减少焊接冷裂纹,提高焊缝韧性,所以遵循“低强匹配”原则[2],选用了 φ1.2 mm 的 Union X90实芯焊丝;采用混合气体为80%Ar+20%CO2的熔化极混合气体保护焊;接头形式为对接,试样板厚为10 mm,焊缝形式为60°V形坡口;试验材料和焊接材料的化学成分与力学性能见表1和表2,焊接工艺参数见表3。

表1 WELDOX960E高强钢的化学成分与力学性能

表2 Union X90焊丝的化学成分与力学性能

表3 焊接工艺参数

表4 WELDOX960E高强钢焊接接头拉伸试验结果
2 试验结果与分析讨论
2.1 拉伸试验
室温拉伸试验按GB/T2651-2008《焊接接头拉伸试验方法》和GB/T228.1-2010《金属材料拉伸试验室温试验方法》进行。拉伸试验结果如表4所示:焊接接头的抗拉强度平均值为1 015 MPa,其断裂位置为熔合线,同时,热影响区有明显的颈缩现象,断口中心和边缘由细小的韧窝群组成(见图1)。因此,其焊接接头具有良好的拉伸性能。

2.2 弯曲试验
弯曲试验按GB2653-2008《焊接接头弯曲试验方法》和GB/T232-2010《金属材料弯曲试验方法》进行。弯曲试验结果如表5所示:不论面弯还是背弯180°,均没有裂纹,合格。说明焊接接头的弯曲性能良好。

表5 WELDOX960E高强钢焊接接头弯曲试验结果
2.3 冲击试验
低温冲击试验按GB/T229-2007《金属材料夏比摆锤冲击试验方法》和GB/T2650-2008《焊接接头冲击试验方法》进行。冲击试验结果见表6:-40℃时,焊缝、热影响区和母材的冲击功平均值为31 J、15 J和58 J,热影响区冲击功值较低,是因为粗晶区产生MA组元,使热影响区韧性下降[3]。试验采用的冲击试样为半试样,试验所测得冲击功平均值均高于冲击功标准值27 J。试件断口形貌为浅韧窝,说明其焊接接头具有良好的冲击性能。

表6 WELDOX960E高强钢焊接接头冲击试验结果
2.4 金相分析试验
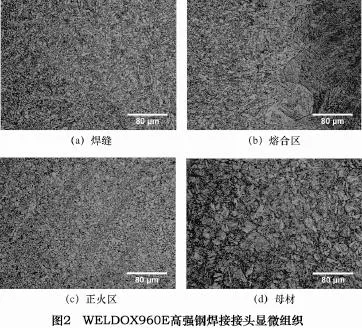
WELDOX960E高强钢焊接接头经加工、打磨、抛光后,用4%硝酸酒精溶液腐蚀,在BX51M型光学显微镜下观察焊缝、热影响区和母材的显微组织形态(图2)。可见WELDOX960E高强钢焊接接头焊缝显微组织(图2a)为针状铁素体与少量粒状贝氏体的混合分布,在低合金高强钢钢组织中,以针状铁素体形态存在的组织韧性较高,是焊缝熔敷金属最适宜的金相组织[4-5];熔合区显微组织(图2b)为板条马氏体和少量白色M-A块区,且晶粒粗大,这是焊接热输入过大造成的;正火区显微组织(图2c)为块状铁素体、粒状贝氏体和珠光体,正火区由于发生了重结晶,该区域的组织与晶粒得到了细化,往往是焊接接头性能最佳的区域[6];母材显微组织(图2d)为回火索氏体。
2.5 硬度试验
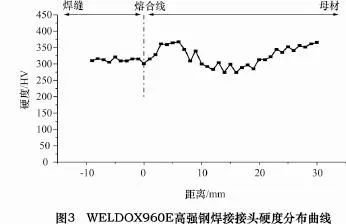
WELDOX960E高强钢焊接接头硬度试验按GB/T4340.1-2009《金属材料维氏硬度试验》进行。焊接接头硬度分布曲线如图3所示。
焊接接头各区域的硬度值是由焊接热输入与母材组织成分共同决定的。高强钢焊接接头硬度值在270~370 HV之间,粗晶区硬度最高,最高硬度为367HV,这是因为粗晶区板条马氏体与M-A组元硬度高。热影响区存在轻微的软化,软化发生在不完全相变区。造成WELDOX960E高强钢焊接接头软化的原因主要是由于焊后焊接接头热影响区的局部区域出现了沿晶界呈颗粒状或块状分布的组织(主要是铁的碳化物),这些组织在晶界的聚集使得原本均匀细小的回火索氏体组织不再均匀一致,从而使得该区域的组织发生软化[7-8]。
3 结语
(1)WELDOX960E高强钢强度级别高,碳当量较高,具有较高的冷裂敏感性,焊前必须进行预热,预热温度应为200℃左右。
(2)采用Union X90焊丝焊接WELDOX960E高强钢,可获得拉伸、弯曲和冲击性能均良好的焊接接头。
(3)WELDOX960E高强钢焊接接头焊缝显微组织为针状铁素体与少量粒状贝氏体的混合分布;熔合区显微组织为板条马氏体和少量白色M-A块区;正火区显微组织为块状铁素体、粒状贝氏体和珠光体;母材显微组织为回火索氏体。
(4)WELDOX960E高强钢焊接接头焊缝显微硬度在300~330 HV之间。热影响区显微硬度最高,热影响区存在轻微的软化。
[1]付荣柏.起重机钢结构制造工艺[M].北京:中国铁道出版社,1991.
[2]中国机械工程学会焊接学会.焊接手册[M].北京:机械工业出版社,2001.
[3]于启湛.钢的焊接脆化[M].北京:机械工业出版社,2009.
[4]Basu B,R am an R.Microstructural variations in a high strength structural steel weld under isoheat input conditions[J].Welding Journal,2002,81(11):239 -248.
[5]马成勇,田志凌,杜则裕,等.热输入对800MPa级钢接头组织及性能的影响[J].焊接学报,2004,25(2):23 -27.
[6]Jang J,Lee J S,Ju J B,et al.Determination of microstructural criterion for cryogenic toughness variation in actual HAZs using microstructuredistribution maps[J].Materials Science and Engineering A,2003,351(1/2):183-189.
[7]李亚江,邹增大,陈祝年.HQ130高强钢热影响区组织及韧性[J].焊接学报,1997,18(1):27 -32.
[8]崔忠圻.金属学与热处理[M].北京:机械工业出版社,1988.
