数控机床温度测点优化
2013-09-27吴小玉吕长飞朱秋菊
吴小玉 吕长飞② 朱秋菊
(①贵州师范大学机械与电气工程学院,贵州贵阳 550014;②贵州师范大学机械与控制仿真重点实验室,贵州贵阳 550014;③上海航天电子技术研究所,上海 201109)
则ik为t(R)在λ处的截集,称为布尔矩阵。对于温度变量xik,则在阈值λ上时聚为一类,从而达到分类的目的。
如何在众多温度测点中找出少数能表达机床温度信息的关键温度测点,通过最少温度测点获得较多的机床温度场变化信息,进而建立精度高、鲁棒性好的热误差模型是国内外学者在精密制造方面研究的主要方向[1-2]。沈岳熙和杨建国提出一种基于岭回归分析的数控机床温度布点优化方法[3],张琨等用热模态分析方法对机床温度测点进行优化选择[4],周天鹏等采用灰色系统理论中灰色关联分析法建立测温点和热误差之间的相关程度达到优化测温点的目的[5],Naeem S.Mian等采用有限元方法对环境温度所引起的机床变形进行了估算[6],Yung-Cheng Wang等建立了主轴热变形最小化测量系统和补偿机制[7]。模糊聚类分析方法和热误差敏感度分析方法等都取得了很好的应用[8-9]。模糊聚类分析方法按照温度变化的相关性可以将测点归为若干类以减少测点的数量,但不能确定最优温度测点的位置。热误差敏感度表达了测点的温度变化对热误差作用的大小,体现了温度测点信息量特点,但当温度测点数量众多时,运用热误差敏感度计算最优测点时计算量大[10]。本文结合模糊聚类和热误差敏感度分析方法,通过模糊聚类分析方法将不同位置测点的温度特征归类,用热误差敏感度分析方法从每一类别中选出一个最优测点组成最优测点组合,实现数控机床温度测点优化,并利用最小二乘法进行多元线性回归分析对机床热误差进行建模,与实验对比,验证了此温度测点优化选择方法的有效性。
1 温度测点优化
如何用最少关键温度测点代表众多温度测点用于热误差建模且不会降低模型精度是一个极其关键的问题,这样既能减少试验工作量和降低成本,更能简化热误差模型。
1.1 模糊聚类测点分类
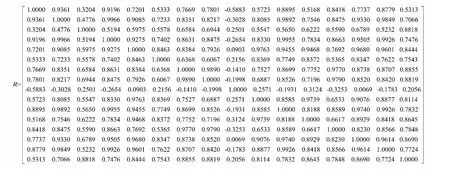
根据机床结构特征和实际运行情况,在机床主轴箱、进给系统等重要部件上布置n个温度测点,用模糊聚类分析对该n个测点进行聚类,设U={u1,u2,…,un}为待分类的n个温度测点,其中每一待分类测点由一组m个测量数据组成:ui=(xi1,xi2,…,xim),计算n个温度测点间相似程度的统计量rij(1≤i,j≤n),建立模糊相似矩阵R=(rij)n×n,相似关系R是衡量测量数据相似程度的模糊量。矩阵元素rij表示向量xi与xj的相关、相似程度,即n个测点间的相关相似程度:
包含模糊相似矩阵R的最小传递模糊矩阵叫做R的传递闭包,记为t(R)。
设R为n阶模糊相似矩阵,则存在自然数k≤n,使得:

且对于所有大于k的自然数l,都有Rl=Rk,当计算到R2k=Rk时,Rk便是模糊等价矩阵。
F服从自由度为(r-1,n-r)的F分布。当F>Fα(r-1,n-r)(α =0.05)时,根据数理统计方差分析理论可知类与类之间的差异是显著的,(F-Fα)/Fα较大时对应的λ为最佳阈值。若rij≥λ,取rij=1,反之,取rij=0,令分类后的矩阵为:

1.2 热误差灵敏度最优点选择
根据定义,热误差灵敏度表示为热误差对温度变化的一阶导数:

式中:s为热误差灵敏度,Δδ和ΔT分别为一个采集时间间隔的热误差之差和温度差。当采集时间间隔很小时,热灵敏度可用Δδ/ΔT近似。
基于热误差灵敏度的温度测点选择方法如下:
(1)计算第i个温度测点在第j个采样时刻的热误差灵敏度sij,i=1,2,…,n,j=1,2,…,m。n和m分别为温度测点总数和采样次数的总数(即n个测点中每个测点包含m个测量数据)。
(2)计算任意两温度测点a、b间热误差灵敏度的差异值,用两测点每一时刻的热误差灵敏度差异值的绝对值总和dab表示:

(3)根据模糊聚类分析得温度测点类别数r,通过最大化式Dr来确定最佳热关键点组合:

式中:Ti为第i个温度测点。
根据式(7),Dr值越大,表示该r个温度测点组合的热误差灵敏度越大,Dr最大时该r个温度测点即为最优测点组合。
2 实验验证
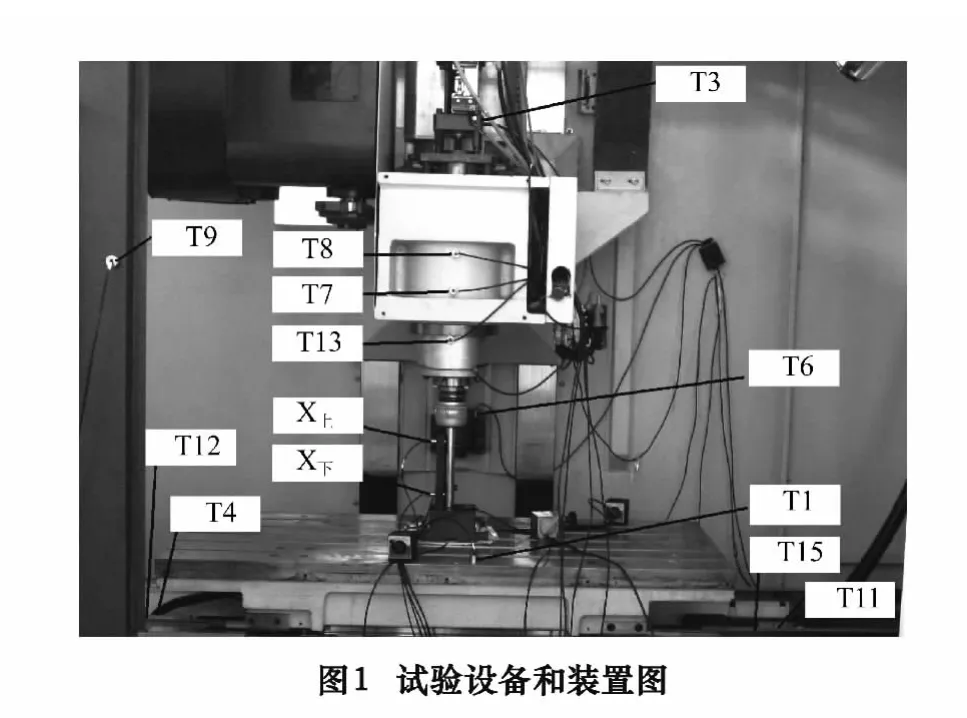
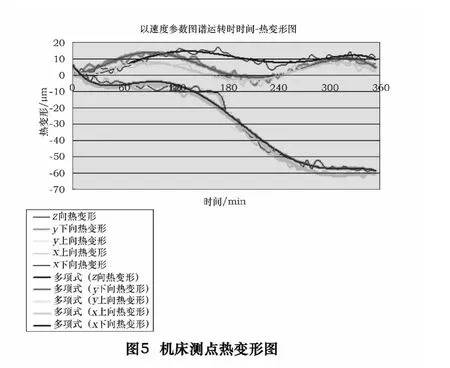
温度采集使用Pt100铂电阻温度传感器、FLXMDA-9000智能多点巡检仪及DE311串口通信转换模块,位移检测使用CNDT6100电容位移传感器、信号放大器和NI USB-6225采集卡,在VMC1165B立式加工中心布置温度测点,工作台:T1;主轴箱上中下:T8,T7,T13;主电动机:T3;x线性轴线方向:T12(左轴承座),T4(丝杠螺母),T15(右轴承座),T11(x轴电动机);y线性轴线方向:T10(前轴承座),T2(丝杠螺母),T5(后轴承座),T14(y轴电动机);z线性轴线方向:T6(下轴承座),T16(上轴承座);T9为环境温度,如图1所示(其中y线性轴线方向所有温度传感器和位移传感器以及z线性轴线方向温度传感器T16和位移传感器处于图中背面)。热误差的检测通过5个位移传感器以五点测量法进行测量(如图2),在x轴和y轴方向分别选取相对位置上、下两点进行测量,标识为x上、x下和y上、y下。对加工中心整机以主轴转速和线性轴线运动速度(线性轴线速度是x、y向联动时的线性轴线合成速度)参数按如图3所示速度谱进行实验,机床测点温度变化如图4所示,对应整机在工作台后端热变形如图5所示。
根据各测点测得温度数据求得温度测点间的相关系数,由公式(1)建立相似关系矩阵R:
再由公式(2)求得模糊等价矩阵为t(R):
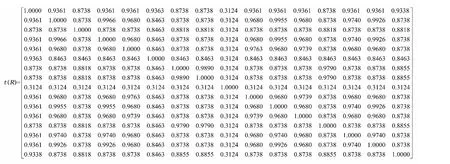
分析模糊等价矩阵t(R),得聚类分析结果如表1所示。由表1可知,当聚类数目为3、4、7类时,都有F>Fα。而当λ=0.93,聚类数目为4时,对应的(FFα)/Fα最大,所以温度测点聚为 4 类最佳。x、y、z向进给系统部件和工作台的温度变化规律类似,只需在T(1,2,4,5,6,10,11,12,14,15,16)中选择一个测点即可;主轴箱上3个测点温度变化规律相似,只需在T(7,8,13)中选取一个测点;电动机温度与其他测点独立不相关,取T3测点;测点T9为环境温度。T(1,2,4,5,6,10,11,12,14,15,16)和 T(7,8,13)两个类别究竟选择哪两个测点组合才是最优,通过热误差灵敏度分析确定。
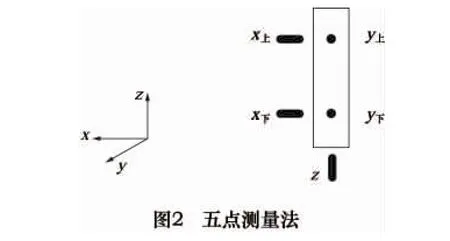
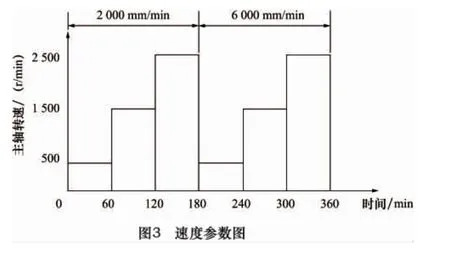

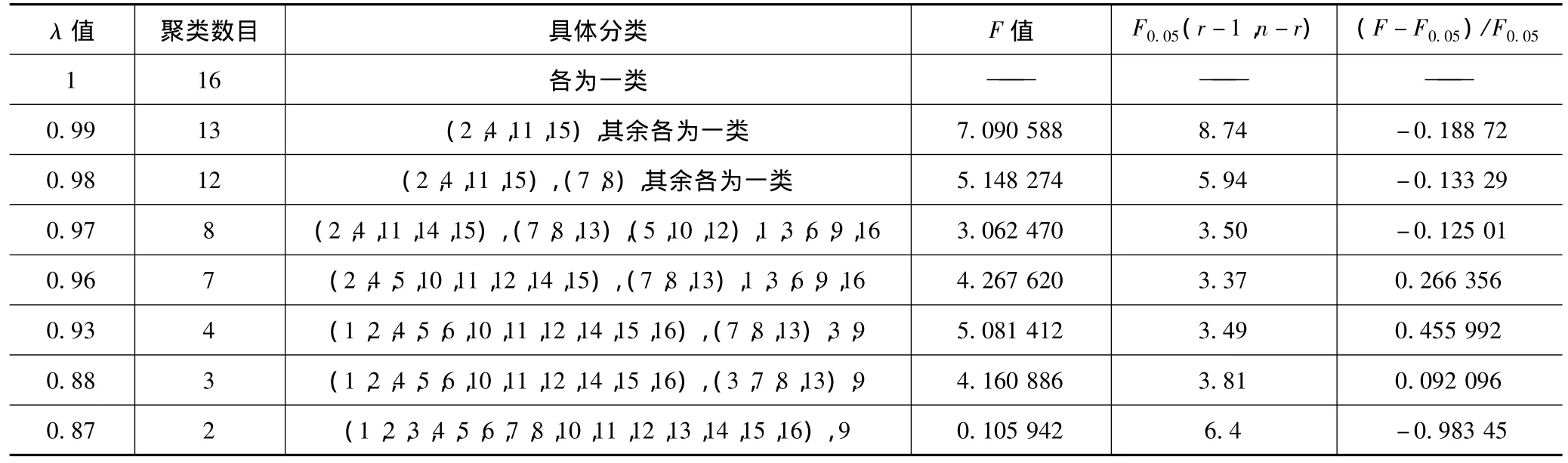
表1 模糊聚类分析结果
由式(7)可知,若直接用热误差灵敏度分析方法对温度测点进行优化,16个温度测点中选出4个关键测点需要计算·个值,计算量大。基于模糊聚类分析对温度测点进行分类后再用热灵敏度分析获得最佳温度测点组合的方法对多测点的关键测点选择很有优势。本文通过模糊聚类分析T3和T9两个测点已经确定,T(1,2,4,5,6,10,11,12,14,15,16)和 T(7,8,13)则需要分别选出一个关键测点。需要计算的误差灵敏度差异值D2为C19·C13=27组,分别为dT1,T7,dT1,T8,dT1,T13,…,dT15,T13。计算出z、y、x向热误差相对于与两组测点之间的D2值分别如表2、3和4所示。
从表2,表3,表4可以看出:z、y、x向热误差敏感度值最大的均是dT1,T13,所以线性轴线系统和主轴箱的温度测点分别选择T1和T13。最终选出的最优的温度测点如表5所示。
通过对该立式加工中心的热误源分析和温度测点优化布置研究可知,16个温度传感器中有4个很关键,通过它们可以简便地估计机床的热误差,而且精度也能满足要求。4个关键传感器测量的温度分别为t2、t3、t7和t9。假设一个含待定参数c0、c1、c2、c3、c4的系统误差模型:

T1、T3、T9、T13和δ是试验测量数据,由该数据组成的多元线性回归方程参数的估计由最小二乘法求得。根据机床热误差的试验测量数据,求得机床误差模型为:
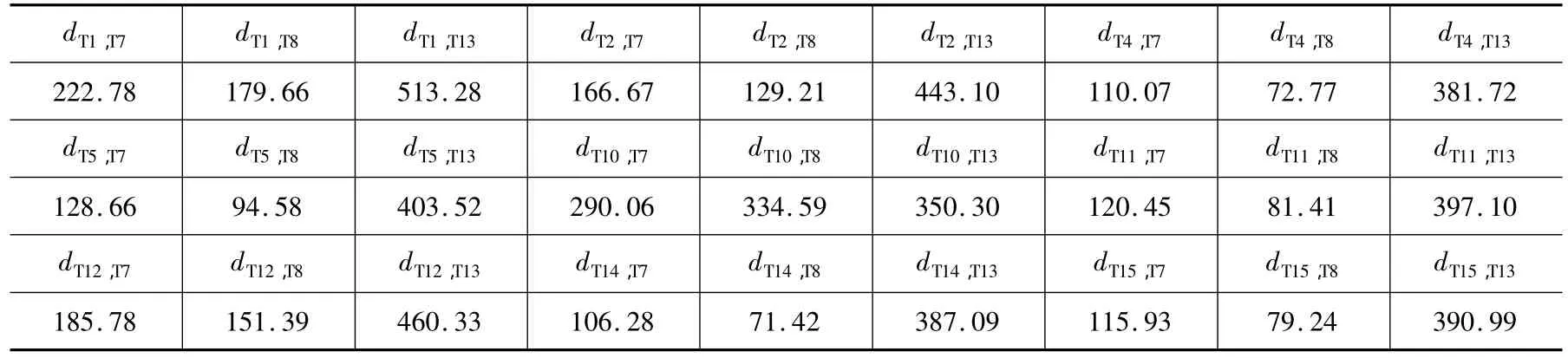
表2 z向热误差相对于与两组测点之间的dq,l值

表3 y向热误差相对于与两组测点之间的dq,l值
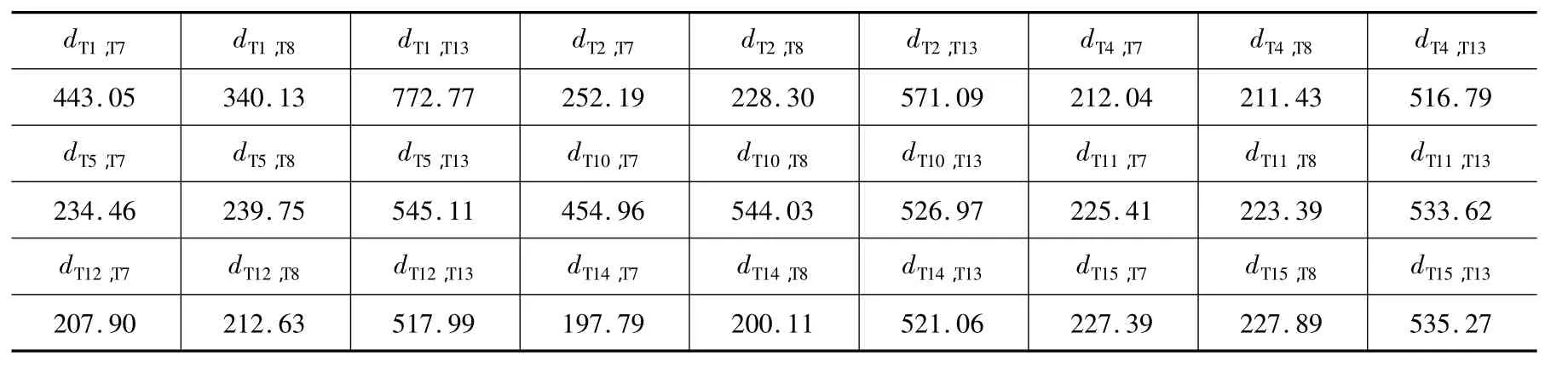
表4 x向热误差相对于与两组测点之间的dq,l值
表5 温度测点分类
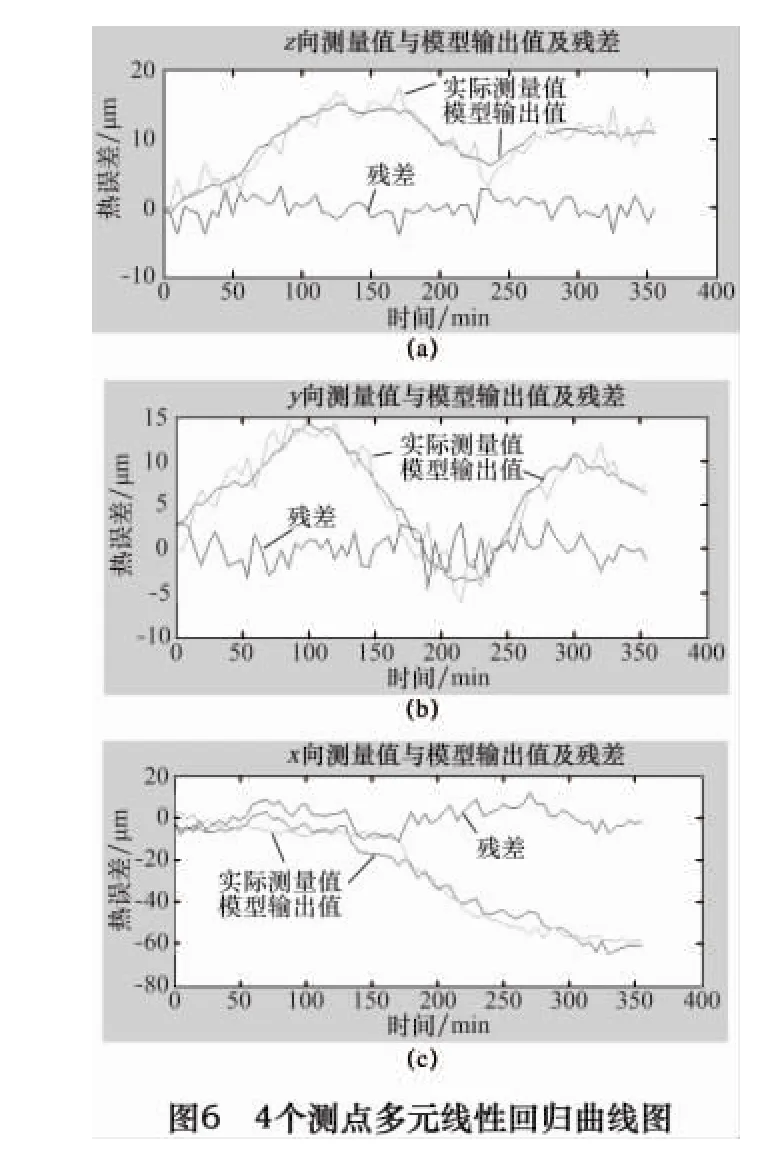
多元线性回归曲线与实际测量值及其残差如图6所示。
由图6可见多元线性回归曲线和原始曲线拟合得很好,模型具有较高的精度。
3 结语
VMC1165B立式加工中心的结构特点决定了x、y、z方向的热误差大小各有不同。本文通过模糊聚类分析方法和热敏感度分析方法找出机床热变形关键温度测点组合,有效地将用于测量温度场的16个温度测点减少到4个温度测点用于热误差建模,既减少了热误差检测的工作量,也降低了热误差补偿的成本。利用最小二乘法进行多元线性回归分析对机床热变形进行建模,建立的回归模型和测量的试验数据拟合得很好,证明了本文测点优化的有效性,为数控机床的热误差补偿提供了依据。
[1]窦小龙,杨建国,李晔,等.温度测点优化在机床主轴热误差建模中的应用[J].机械制造,2002(12).
[2]Mayr Josef,Jedrzejewski Jerzy,Uhlmann ckart,et al.Thermal issues in machine tools[J].CIRP Annals - Manufacturing Technology,2012,61(2):771-791.
[3]沈岳熙,杨建国.基于岭回归的数控机床温度布点优化及其热误差建模[J].机床与液压,2012,40(5):1 -3,17.
[4]张琨,张毅,侯广锋,等.基于热模态分析的热误差温度测点优化选择[J].机床与液压,2012,40(7):1 -3.
[5]周天鹏,任小洪,陈喜珍,等.基于灰色系统理论的GM2OOOA数控机床热误差的智能补偿方式及应用[J].机械设计与制造,2012,3:145-147.
[6]Naeem S.Mian S.Fletcher A P.et al.Myers.Efficient estimation by FEA of machine tool distortion due to environmental temperature perturbations[J].Precision Engineering,2013,37:372 -379.
[7]Wang Yun-Cheng,Kao Ming-che,Chang Chung-Ping.Investigation on the spindle thermal displacement and its compensation of precision cutter grinders[J].Measurement,2011,44:1183 -1187.
[8]张奕群,李书和,张国雄,等.机床热误差建模中温度测点选择方法研究[J].航空精密制造技术,1996,4(32):37 -39.
[9]Jedrzejewskia J,Kwasnya W.Holistic precision error model for 5 axis HSC machining centre with rotating rolling units in direct drives[J].Procedia CIRP,2012,4:125 -130.
[10]罗文,梁睿君,叶文华.精密加工中心热误差检测与温度测点优化[J].制造技术与机床,2010(4):92 -95.
[11]谢季坚,刘承平.模糊数学方法及其应用[M].武汉:华中科技大学出版社,2006.
