粉煤灰与砂加气混凝土砌块的生产工艺特点及性能
2013-09-26王侠
王 侠
(中国建筑材料工业规划研究院,北京市100035)
随着我国对新型墙体材料推广力度的不断加大,加气混凝土砌块在我国城市建筑墙体材料中的应用已经非常普遍,加气混凝土砌块的生产技术水平也有了很大提高,产品性能和技术经济指标都得到不断优化。目前国内生产的加气混凝土砌块主要有3种类型:粉煤灰加气混凝土砌块、砂加气混凝土砌块、粉煤灰与砂混合加气混凝土砌块。为了掌握不同硅质材料所制备加气混凝土砌块的生产工艺特点及其对产品性能的影响,我们在近年来做了大量的比较试验,逐步掌握了3种类型加气混凝土砌块的生产工艺要点以及不同硅质材料对产品性能的影响规律,为稳定企业产品质量打下了基础。
1 粉煤灰加气混凝土砌块的生产工艺特点

表1 丰城电厂湿排粉煤灰化学成分 /%
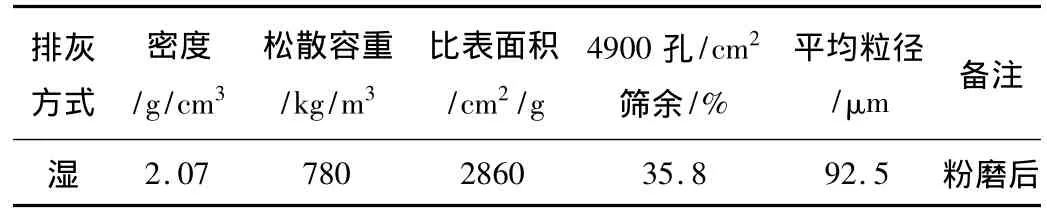
表2 丰城电厂湿排粉煤灰的性能指标
粉煤灰是煤粉在1400℃高温炉膛中燃烧后被静电除尘在烟气中收集下来的细小球形玻璃质颗粒,粉煤灰的化学成分主要是:SiO2、Al2O3,还有少量的 CaO、Fe2O3、MgO、SO3及一些未烧尽的炭。不同的粉煤灰活性相差很大,对加气混凝土砌块的性能及生产工艺也有很大影响,试验主要采用江西丰城电厂的水排沉淀堆积原状粉煤灰,其化学成分及性能参数见表1、表2。
1.1 粉煤灰浆制备
因丰城电厂水排原灰堆积时间较长且有一些杂质,在生产前需对粉煤灰进行粉磨,磨前利用制浆机将废浆、粉煤灰、石膏充分搅匀后利用渣浆泵抽入20m3过渡罐均匀流入磨机,流量控制在35T/h左右,入磨前扩散度控制在20cm~22cm,过磨后粉煤灰浆的流动性及悬浮性增强,扩散度变为24cm~26cm,磨后的粉煤灰浆利用过渡坑抽入50m3料浆储罐均化备用。
1.2 浇注及配料
料浆制备好后利用自动化配料系统进行自动配料,配料中的生石灰,其物理化学性能见表3。

表3 生石灰的物理化学性能
水泥采用P.O 42.5级普通硅酸盐水泥,发气剂采用铝粉膏。每模(6m×1.2m×0.6m模箱,总体积5.1m3,净体积 4.32m3)的物料配合比为:粉煤灰浆3800kg/模(已掺入脱硫石膏),石灰500 kg/模,水泥200 kg/模,铝粉 2.3 kg/模。
浇注温度为46℃,浇注扩散度16cm~18cm,浇注后放入静养室静养,发气时间为24min~28min,发气胚体温度为72℃ -76℃,发气后胚体表面平整且与模箱齐平,切割时间为2h左右,切割前胚体温度85℃ -90℃。
1.3 生产工艺特点
(1)粉煤灰相对砂有较好的易磨性。1.83m×7m球磨机台时产量可达35T/h左右。(2)对设备磨损小。因粉煤灰为球形玻璃体,对钢锻、衬板、渣浆泵及浇注搅拌机叶轮的磨损较小,生产粉煤灰加气混凝土每年钢锻磨损量为4~8T,渣浆泵叶轮每年更换一次,浇注搅拌机叶轮每半年更换一次。(3)粉煤灰料浆的细度及浓度较为容易控制,浇注时胚体容重易于掌控。(4)胚体易塌模,产品脆性大。因粉煤灰分散性较强导致浇注后静养时胚体易出现塌模,并且出釜后产品脆性大,易在搬运或码垛时缺棱掉角。
1.4 粉煤灰加气混凝土砌块性能
用纯粉煤灰生产的加气混凝土砌块做了性能检测试验,取几组典型产品的性能数据见表4。

表4 粉煤灰加气混凝土砌块的物理力学性能
2 砂加气混凝土砌块的生产工艺特点
普通石英砂的主要化学成分为SiO2,其含量为90%~99%,试验选用丰城当地赣江的中细砂作为原料生产加气混凝土砌块,对选用砂的筛析粒径分析数据见表5。

表5 石英砂的筛析粒径分析
2.1 砂浆制备
砂颗粒相对粉煤灰较粗、沉淀快,不能利用制浆机制浆后入磨,试验中加装了一个砂斗,利用调速皮带机给磨机均匀布料,脱硫石膏掺入废浆中在磨机口同砂一并粉磨,根据生产需要砂流量控制在20T/h左右,砂浆扩散度控制在28cm~30cm,磨后的浆体利用过渡坑抽入50m3料浆储罐均化备用。
2.2 浇注及配料
石灰、水泥、铝粉及性能同生产粉煤灰加气混凝土砌块的一样,具体每模(6m×1.2m×0.6m模箱,总体积 5.1m3,净体积 4.32m3)的物料配合比为:料浆4000kg/模(已掺入脱硫石膏),石灰450 kg/模,水泥250 kg/模,铝粉 2.6kg/模。
浇注温度为46℃,浇注扩散度20cm~22cm,浇注后放入静养室静养,发气时间为30min~35min,发气胚体温度为70℃ ~72℃,发气后胚体表面平整但比模箱略矮,切割时间为2h~2.5 h,切割前胚体温度80℃~85℃。
2.3 生产工艺特点
(1)砂的易磨性差。砂相对粉煤灰颗粒粗、硬度大较为难磨,为达到4900孔/cm2筛余40以内,1.83m×7m球磨机台时产量为20T/h左右。
(2)设备磨损大。砂对钢锻、衬板、渣浆泵及浇注搅拌机叶轮的磨损非常大,生产砂加气混凝土每年钢锻磨损量为80~120T、渣浆泵叶轮每季度更换一次、浇注搅拌机叶轮每两个月更换一次。
(3)砂浆的细度及浓度较难控制,胚体容重易于偏重。
(4)胚体不易塌模,产品韧性好。因砂浆流动性差浇注时胚体不易塌模,产品韧性好,搬运或码垛时不易缺棱掉角。
(5)产品出釜后易产生粘连,尤其是空翻设备中的底部面包头粘连严重,导致合格率偏低。
2.4 砂加气混凝土砌块性能
用纯砂生产的加气混凝土砌块做了性能检测,取几组典型产品试样的性能数据见表6。
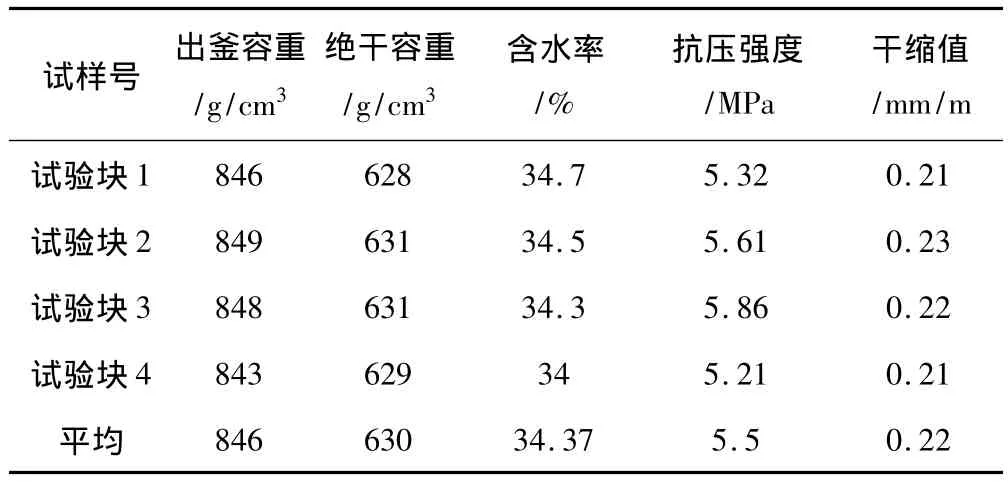
表6 砂加气混凝土砌块的物理力学性能
3 灰砂比对粉煤灰与砂混合加气混凝土砌块产品性能及生产工艺的影响
为了了解粉煤灰与砂的不同掺量(灰砂比)对加气混凝土砌块性能及生产工艺的影响,在保证其他原材料不变的情况下对粉煤灰与砂的不同掺量做了大量性能对比试验,试验结果见表7。
由表7试验结果显示,灰砂比为6∶4时,加气混凝土砌块产品综合性能最优,而且生产工艺过程中料浆浓度及细度易于控制,1.83m×7m球磨机台时产量为30T/h左右,相对纯砂大大减小了钢锻、衬板、渣浆泵及浇注搅拌机叶轮的磨损,并且相对纯砂胚体容重便于控制且浇注时胚体不易塌模,而且比纯粉煤灰加气混凝土砌块的产品韧性好,搬运或码垛时不易缺棱掉角,产品出釜后不易产生粘连,大大提高了产品的合格率。

表7 不同灰砂比对加气混凝土砌块性能的影响