太阳能电池丝网印刷工艺中的悬浮网板技术
2013-09-26段湘宁于国丰
段湘宁,杨 杰,于国丰
(1、辽宁省葫芦岛市信息中心,125001;2、通威太阳能(成都)有限公司,610041;3、德国JRT光伏技术有限公司,)
1 广泛使用中的丝网印刷设备及其技术缺陷
目前广泛使用的太阳能电池丝网印刷设备,其设计理念来自半导体电路板印刷设备,这些转型开发的设备无法根本解决电路板与电池片物理特性差异带来的碎片率高和印刷质量差的问题。在太阳能电池产业快速扩张阶段,这些问题被片面追求产能所掩盖。而在行业进入平稳整合阶段,电池片印刷质量和生产成本就成为了焦点。
栅线印刷质量主要体现在栅线线高均一性和栅线线宽的波动性。栅线线高最低点处栅线截面积最小,电阻最大,该点将成为整根栅线导电性能的瓶颈。而凸点处浆料的过度印刷降低了浆料有功使用率,提高了生产成本,却对导电效率并无贡献。而栅线线宽的波动则不仅是浆料利用率问题,栅线线宽的最宽处将增加遮光面积,直接降低电池片光电转换效率。在目前栅线精而细的趋势下,控制线宽稳定性并降低断栅成为困扰电池片制造的难题。
决定栅线印刷质量的主要工艺参数在于丝网印刷技术中浆料的脱离角度和网布的脱离速度。目前广泛使用的电池片丝网印刷设备无法保持浆料脱离角度的一致性。如图1所示,浆料脱离角度在栅线印刷起始、中间点和终点处分别为0.98 º ,0.50 º和 0.34º,浆料脱离角度的计算方法为:
·起始点处浆料脱离角度为 arctan(1.4/
(320/2-156/2))=arctan(1.4/82)=0.98°
·中间点处浆料脱离角度为 arctan(1.4/
(320/2))=arctan(1.4/160)=0.50°
·终止点处浆料脱离角度为 arctan(1.4/
(320/2+156/2))=arctan(1.4/238)=0.34°
浆料脱离角度的大幅度变化导致栅线线高平均在±6µm范围内大幅度波动。
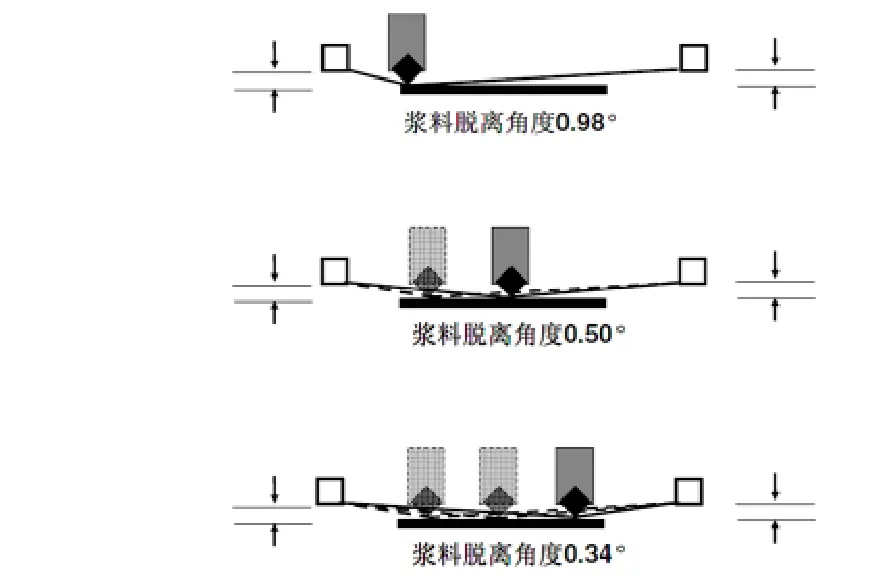
图1-1:丝网印刷中浆料脱离角度
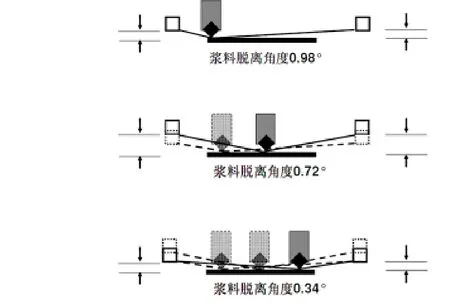
图1-2:网框整体提升功能降低粘片率
浆料的脱离速度,即网布脱离电池片的速度,或网布的回弹速度,不仅与栅线印刷质量直接相关,网布回弹速度过低也将增加电池片粘贴在网板下面的几率。粘片现象的出现将直接导致该片电池片报废,并在取出电池片和擦网板过程中造成贵金属浆料的无功消耗,更为重要的是停机处理时间带来的产能损失以及后续烘干烧结温度等工艺参数的瞬时波动。
为了提高网布脱离速度,一方面可以提高网板张力以便提高网布回弹力,另一方面可适当加大网板与电池片间距,因此出现了下述印刷过程中网框整体提升技术。
图1-2所示的网板提升功能可有效解决粘片问题。在栅线印刷过程中,随着刮板的运动,借助网板网框的整体提升扩大网板与电池片的距离,确保电池片有效脱离网板。栅线印刷起始端浆料脱离角度仍为0.98 º ,而随着刮板的运动和网框的整体提升,印刷至栅线中间点时浆料脱离角度可缓慢下降至0.72 º。前半段印刷过程中浆料脱离角度的变化量明显降低。然而受限于小尺寸高张力网板在接近网框区域的允许变形量,随着刮板继续运动,整个网板网框必须重新下降至起始高度,在栅线印刷结束时的浆料脱离角度仍为0.34º。因此网板整体提升功能仍然不能保持浆料脱离角度的稳定性。实际量产经验也表明,网框整体提升功能不能改善栅线印刷质量,但可以用在对印刷精度要求不高,但更容易出现粘片现象的背电场印刷工艺中避免电池片粘片。网框整体提升技术中较大的网布变形量将对网板寿命带来影响。
采用标准高张力网板的丝网印刷设备在实际量产中,电池片碎片率处于0.2%左右的高位。
2 柔性大网板单边抬头功能对印刷质量的提升及其应用局限
JRT柔性印刷技术结合太阳能电池薄且易碎的物理特性,网板尺寸从标准350x350mm扩大为700x600mm,网板张力从30N/cm降低为20N/cm,因而具有更好网板张力和网板图形稳定性,也为进一步加大网板与电池片间距提供了可能。同时单边抬头技术可保持浆料脱离角度的一致性并提升网布的脱离速度。采用大尺寸低张力网板的柔性印刷技术可以同时印制两张电池片,单个网板正银栅线印制数量可提升至原来的4倍。如图3所示,在刮板运动过程中,网板B边将以F边为轴向上抬头。整个抬头过程由伺服电机根据印刷速度和印刷行程同步驱动,浆料脱离角度将一直保证在0.67 º到0.68 º之间。单边抬头功能同时加速了网布与电池片的迅速脱离,进而有效避免电池片粘片问题。

图2-1:柔性印刷技术保持稳定的浆料脱离角度并加速电池片与网布的脱离
根据江苏某电池制造商量产验证,柔性大尺寸低张力网板可将栅线线高波动控制在±3µm范围内,烧结后单晶156mm电池片转换效率平均提升0.2%,同时碎片率可降低至0.1%左右。
然而JRT大网板低张力柔性印刷技术虽然可以显著提高电池栅线印刷质量,提高烧结后电池片的转换效率,并显著降低碎片率,同时网板具有更长的使用寿命和较低的单电池片网板成本,但与传统网板相比,定制的大尺寸低张力网板单个网板成本高,具有大尺寸低张力网板生产经验的本土网板供应商相对不多,同时管理多种网板也增加了电池片制造商物料管理成本。
3 悬浮网板技术双边运动控制对印刷质量的提升
采用JRT悬浮网板技术的丝网印刷设备,即可以使用大尺寸低张力网板,也可以使用普通标准高张力网板。悬浮网板的印刷起始边和终止边均可自由运动。通过悬浮网板印刷起始边的抬头功能实现恒定的浆料脱离角度,并保证电池片与网布的有效脱离。如图4所示,在整个印刷过程中,浆料脱离角度可稳定保持在0.98 º左右。
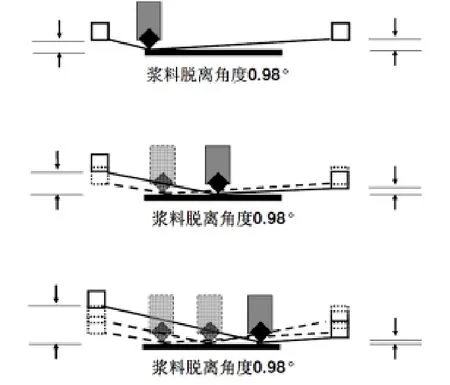
图3-1:悬浮网板技术通过终止边下探功能减小网布变形量
4 悬浮网板技术最大限度降低网板网布形变量,提升网板使用寿命
采用JRT悬浮网板技术的丝网印刷设备可以使用普通小尺寸高张力网板。通过悬浮网板印刷终止边的下探功能,降低高张力网板网布变形量,达到大尺寸低张力网板特有的超长使用寿命。如图4所示,在印刷过程中,印刷终止边随着刮板运动行程同步下探,通过降低网板与电池片表面距离的方式降低网布形变量,进而增加网板图形的稳定性并实现小尺寸高张力网板的超长使用寿命。
网板使用寿命的提升不仅降低了网板使用数量和单片电池片的网板成本,同时降低了与更换网板次数成正比的网板残留浆料消耗以及更换网板造成的停机时间,提高设备的使用率。因此,悬浮网板技术可从多角度提升印刷质量,降低生产成本。
稳定的浆料脱离角度和快速的网布脱离不仅仅可以保证栅线高度和宽度的均一性,也可以避免粘片现象的发生。更为突出的是,结合抬头与下探功能的悬浮网板技术可以实现50µm左右的超细栅线更为稳定的线高线宽均一性。
5 结合直线电机直接驱动和气浮轴承两项技术的悬浮网板技术
悬浮网板技术结合使用直线电机直接驱动技术和气浮轴承技术。直线电机单元具有±2µm的定位精度和高动态响应特性,无中间传动机构的直接驱动技术和无接触无摩擦的气浮轴承支撑方式可以稳定保持印刷设备在整个使用寿命期间的高精度特性,带有悬浮网板的高精度丝网印刷设备可以兼容未来各种对印刷精度有苛刻要求的新型高效电池片。
悬浮网板可以实现沿着以及围绕X、Y、Z三个基本轴共计6个自由度的平移和旋转运动。灵活的网板运动特性为丝网印刷工艺优化提供了目前设备不可想象的灵活性。悬浮网板灵活的高精度运动特性为适应各种不同材料、张力和尺寸的新型网板、新型浆料和新型电池片提供了兼容未来的硬件基础。
于国丰、陆凯.太阳电池丝网印刷工艺中网板单边抬头功能对印刷质量的提升.《太阳能》2012
