操作机缸体热处理工艺改进
2013-09-25高文明王洪斌
高文明 王洪斌
(中国第一重型机械股份公司轧辊电站事业部,黑龙江161000)
合理的热处理工艺是在满足零件的设计性能要求的同时,降低劳动者的劳动强度。450 t· m操作机作为100 MN水压机的辅助设备,能够极大地提高水压机的生产效率,为水压机生产自动化提供基础保障。而缸体是操作机的关键部件,因此缸体性能的好坏直接影响着操作机的使用性能及使用寿命。
1 630 t·m锻造操作机缸体热处理工艺简介
630 t· m锻造操作机缸体材料为30Cr2Ni2Mo,粗加工重106.5 t,最终热处理工艺采用缸体外圆喷雾冷却+内孔通冷却水。喷雾冷却是淬火时采用一定比例的水+压缩空气、以一定压力喷到工件上进行冷却,可以通过调节风压水压灵活地调整冷却强度。中间孔采用专用的附具通水冷却,淬火结束后马上入炉进行回火。
缸体在淬火时,操作者需要根据工件外形尺寸,调整托辊与工件的间距。并且当工件在喷雾淬火机床上落稳时,需安装专用附具及专用托架向中间孔通冷却水。安装专用附具过程中,操作者须顶着超过900℃的高温作业,工作环境恶劣,劳动强度大。为解决这一点,我们改进了热处理工艺,改善了工作环境。
2 全新450 t· m锻造操作机缸体热处理工艺
450 t· m锻造操作机缸体材料为30Cr2Ni2Mo,粗加工重96.392 t。其设计性能要求为Re≥700 MPa、Rm≥(900~1 100) MPa、A≥12%、AKU≥45 J。锻件的主要尺寸见图1。
大型锻件的冷却方式主要有以下几种:水冷(包括喷水冷)、油冷、空冷(自然空冷和鼓风冷)、间歇冷却(水-空、水-油、油-空)及喷雾冷却。要使大锻件冷却就离不开淬火介质,大锻件常用的淬火介质有水、油和空气。水的冷却能力最强,水的循环和搅动使其的冷却能力进一步提高,喷水冷却能力更为激烈[1]。理想的淬火介质为在过冷奥氏体分解最快的温度范围内具有较强的冷却能力,而在接近马氏体点时具有缓和的冷却能力,这样既可保持较高的淬火冷却速度,又不致形成太大的淬火应力。
在借鉴630 t· m操作机缸体成功热处理的经验后,我们提出采用“水-空-水”淬火的热处理方式,最终热处理工艺曲线见图2。即缸体加热到淬火温度后,淬火天车吊着在水中冷却a分钟—出水空冷b分钟—水冷c分钟,入炉回火。该方式具有操作简单,环境污染小,操作者劳动强度低等特点,但存在变形开裂的较大风险。

图1 缸体粗加工图Figure 1 Rough machining diagram of the cylinder body
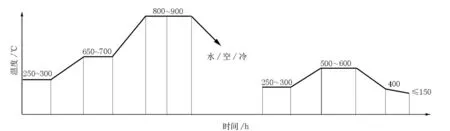
图2 最终热处理工艺曲线Figure 2 The final heat treatment process curve
3 结论
缸体回火后在其本体切取性能试料进行检测,其结果为Re≥885 MPa、Rm≥990 MPa、A≥18%、AKU≥213 J、196 J。从检测结果来看,通过“水-空-水”淬火工艺处理,完全达到了其设计性能要求。该热处理工艺形式不但改善了操作环境,也极大地减少了劳动者的劳动强度,同时拓宽了此类产品的热处理工艺方法。
[1] 康大韬,叶国斌.大型锻件材料及热处理[M].北京:龙门书局,1998:183-193.
