半球截面轴承套锻件辗轧成形工艺的优化与模拟
2013-09-25戴玉同钱喜根
戴玉同 钱喜根 陈 洪
(1.张家港海陆环形锻件有限公司,江苏215600;2.江苏大学材料科学与工程学院,江苏212013)
大型半球截面轴承套是滚珠轴承的典型零件,传统的加工工艺为:下料→锻造→辗扩成矩形坯→热处理→车削沟槽。此工艺不仅繁琐,而且浪费原料,还破坏了半球环槽金属纤维的连续性,降低力学性能[1]。本文基于有限元模拟,对原有工艺进行优化,提出圆柱形芯辊预扩孔+半球截面芯辊辗扩成形工艺。
1 轴承套技术要求
图1为大型轴承套锻件尺寸图,截面成半球形。材料为42CrMo,锻造加热保温温度为1 200±20℃,始锻温度为1 100℃,终锻温度为850℃,锻造比≥4。材料化学成分和力学性能分别见表1和表2。

图1 半球截面轴承套锻件尺寸图Figure 1 The dimension drawings of hemisphere cross section bearing sleeve forging

CSiMnPSCr0.38~0.450.17~0.370.60~0.90≤0.015≤0.0150.90~1.20
注:H含量≤2.0×10-6。

表2 轴承套的力学性能

图2 锻件缺陷Figure 2 Defects of forging
2 芯辊的设计
由于锻件截面为半球型沟槽,如果直接采用半球截面的芯辊辗轧,由于接触不稳,辗轧时会导致坯料晃动、爬辊从而产生拉料、偏心、变形等缺陷(图2),严重影响锻件的质量并可能造成机床损坏和缩短模具寿命。因此本文提出圆柱形芯辊预扩孔+半球截面芯辊辗扩成形的工艺。预扩孔时,芯辊进给速度较小,保证环件的圆整度及端面平整度,防止拉料偏心等缺陷。芯辊尺寸如图3、图4所示。
3 辗扩过程的模拟与实际应用
3.1 几何建模
采用有限元软件DEFORM-3D对辗轧过程进行模拟,建立如图5所示的模型。模具和毛皮通过Pro/E建立实物模型,使用STL格式导入DEFORM-3D。由于轴向变形很小,为了减少计算量,本文只做了径向的辗扩模拟,并假设各轧辊为刚体,不发生变形。材料选用42CrMo,轧制温度范围为850~1 100℃,主辊转速为3 r/s,圆柱形芯辊进给速度为0.3 mm/s。半球截面芯辊进给速度与时间成梯形状,如图6所示。由于在辗扩的初期阶段,与环件接触的仅只有芯辊的沟球面,接触面积较小,因此需要较大的进给速度以促使环件咬入。随着辗扩的进行,环件直径的增长速度将会变大,需要递减进给速度来减缓环件的直径增长速度,以免对环件产生冲击[2]。
3.2 模拟结果分析
DEFORM-3D软件的后处理功能直观的反映了轧制过程中金属的流动取向、锻件的成型效果、模具载荷、锻件内部的应力应变情况等。根据模拟结果显示的模具载荷曲线如图7所示。从图7可以看出,在轧制过程中模具所受载荷始终没有较大的波动,从而保证了芯辊的寿命。由图8所示的金属流动矢量可知,采用优化后的坯料和芯辊,在轧制过程中金属流动均匀,有利于轧制的平稳进行。

图3 圆柱形芯辊 Figure 3 Cylindrical core roller

图4 半球截面芯辊尺寸图Figure 4 The dimension diagram of hemisphere cross section core roller
利用DEFORM-3D软件的后处理功能中的点追踪功能,在锻件内部球截面过渡处取三点:P1、P2、P3。图9分别给出了三点处的变形程度、等效应变、等效应力和金属流向曲线。由图9可知,锻件在辗轧过程中变形均匀、应力分布均匀、金属流向均匀。
因此,根据模拟结果可以得出:圆柱形芯辊预扩孔+半球截面芯辊辗扩成形工艺在理论上是行之有效的。
3.3 生产实践
应用上述芯辊和碾轧工艺进行了生产验证。生产实践证实,上述工艺成功是合理的,已成功生产出了高质量的锻件。

图5 模拟模型图 图6 半球截面芯辊进给速度
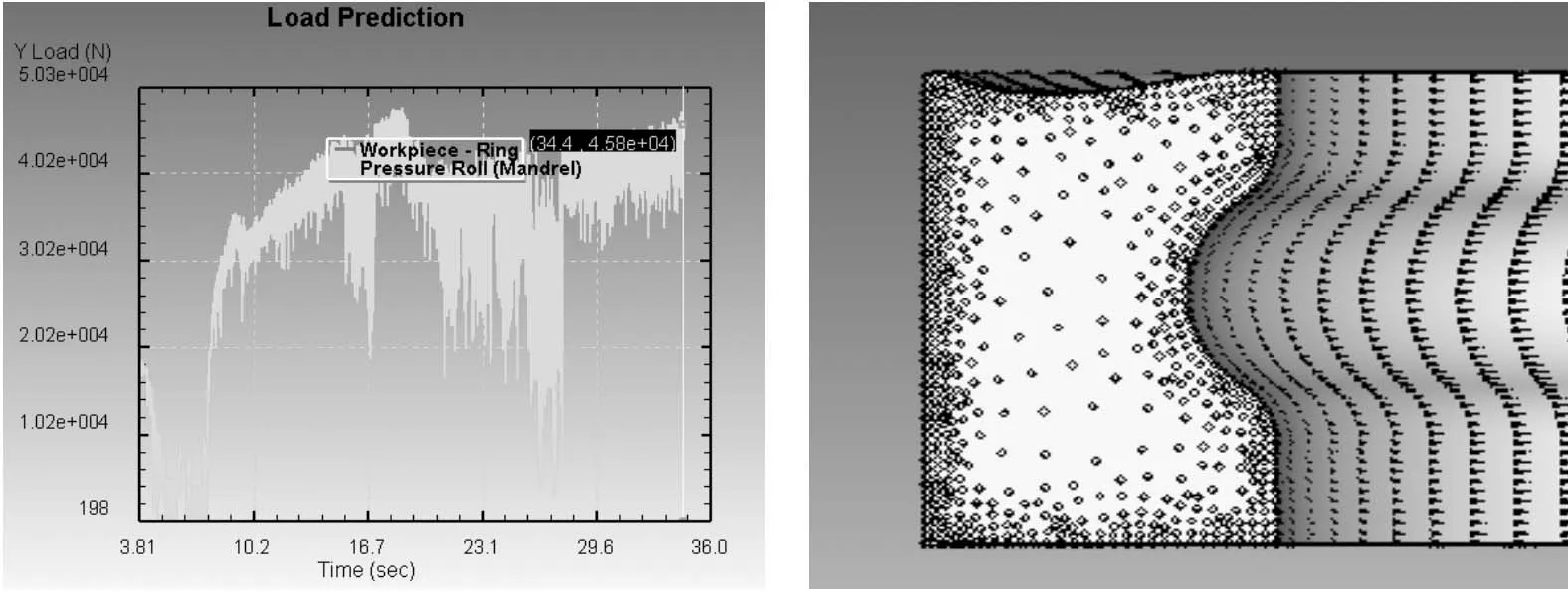
图7 载荷曲线 图8 金属流动矢量图


(a) 变形程度曲线 (b)等效应变曲线(C) 等效应力曲线 (d)金属流向曲线图9 点追踪曲线Figure 9 Point tracking curve
4 结语
(1)半球截面轴承套锻件通过圆柱形芯辊预扩孔+半球截面芯辊辗扩成形工艺一次成形,不仅成形尺寸精度高,锻件缺陷少,而且提高了锻件的力学性能,节省了原料。
(2)预扩孔时,应控制圆柱形芯辊的进给速度,确保轧制的平稳性,从而保证锻件的圆整度,减少拉料等缺陷。半球截面芯辊辗扩成形时,进给速度与时间成台阶状,有利于咬合,轧制平稳,成形尺寸精度高。
(3)采用DEFORM-3D软件对辗轧过程进行数值模拟,比较准确的反映出了辗轧过程中载荷、变形、应力、金属流动取向等问题,给实际生产提供理论指导。
[1] 田民,时大方,李新东.两种精密冷辗机床及工艺分析[J].轴承,2000(5):24-26.
[2] HUA Lin,MEI Xuesong,WU Xutong. Vibration and control in rolling process[J].Transactions Nonferrous Metals Society of China,1999,9(2):213-217.
