工业设计ABS模型制作教学体验的现状与探索
2013-09-25林佳欣王华斌冯学伦曾舒婷
林佳欣, 王华斌, 冯学伦, 曾舒婷, 陈 曦
(华南理工大学设计学院,广东 广州 510006)
工业设计ABS模型制作教学体验的现状与探索
林佳欣, 王华斌, 冯学伦, 曾舒婷, 陈 曦
(华南理工大学设计学院,广东 广州 510006)
ABS塑料模型制作是现代工业设计教学中的重要环节。我国高校设计专业模型制作教学体验的支持相对不完善,影响了ABS塑料模型制作的教学体验。为改善这一现状,调查分析高校设计专业ABS塑料模型制作教学体验建设及参与具体过程的实验,进行各方面积极有效的探索,能避免不必要的返工、材料浪费及机器损耗,有效丰富 ABS塑料模型制作的教学体验。对高校工业设计专业的教育建设和学生能力的发展具有重要意义。
工业设计;模型制作;教学探索;ABS
模型制作是现代产品设计与开发过程中的关键环节,同时也是工业设计教学体验中不可替代和省略的步骤,优秀的设计创意只有通过成熟的实现工艺才能完整地呈现[1]。而在教学体验中,模型制作能使设计师亲身参与到具体的设计实践中,发现问题并及时改进,完善设计方案,从而具备从二维到三维把握产品形态的意识,而产品形态的好与坏在很大程度上决定了未来产品的质量[2-3]。ABS塑料是目前制作塑料模型最广泛采用的材料,工业上一般采用的注塑、挤出、压延、吸塑及吹塑成型多为一体成型,且需要大型设备和专业操作人员,不利于设计师在制作模型过程中产品形态意识的形成,更无助于丰富学生的知识、专业技能和经验且无法锻炼学生与他人交流、合作的能力[4]。因此,在ABS模型制作教学体验中一般采用比较原始和直观的手工制作方法。本文重点分析了我国高校设计专业ABS模型制作教学体验建设的现状,提出了一些探索,并总结了当前我国高校工业设计专业ABS塑料模型制作教学体验的具体过程,且提出了对于关键过程的几点探索。
1 高校设计专业 ABS模型制作教学体验支持的现状和探索
1.1 高校工业设计专业ABS模型制作教学体验的现状
在工业设计专业发展相对完善的国家,如德国、荷兰,它们的工业设计院校大都以重视实践著称,具有较为完善的模型制作设备。上世纪初,作为现代工业设计标志的德国包豪斯,就是采用手工作坊的教学模式,这也决定了该学科具有很强的实践性[5]。相对而言,我国的工业设计专业尚处于起步阶段,不存在着理论教学的广泛性及实践环节中设备的局限性[6]。随着我国对工业设计专业建设重视度的提高,一些工业设计学科建设较强的院校,如清华大学美术学院,同济大学设计学院,先后建立起了日趋完善的模型制作实验室以供设计专业的学生进行科学、全面的教学体验。然而纵观国内大部分开设有工业设计专业的高等院校,关于教学体验模型实验室的建设仍处于基础阶段,由于投入不足,工作室太小,设备简陋,远不能适应现代教学、科研的需要,ABS塑料模型制作的教学体验仍然不能十分顺利地完成辅助设计,建立形态意识的任务[7]。因此,分析我国高校设计专业 ABS模型制作现状和探索模型制作教学体验的建设和过程,具有重要的现实意义。
2011-2012年在进行的国家大学生创新实验项目和广东省大学生创新实验项目《产品模型制作中曲面加工通用性辅助教具的实验研究》对我国部分高校教学体验中,ABS塑料模型制作现状所展开的调研,在一定程度上说明了我国高校设计专业 ABS模型制作教学体验的现状。调研采用问卷调查的方式,来自华南农业大学、华南理工大学、仲恺农业工程学院、广东工业大学、广东美术学院、武汉科技大学、郑州大学、大连民族学院、北京师范大学珠海学院等高校工业设计、设计学、建筑学等相关专业的145名在校学生填写了调查问卷。总结分析结论是:大部分院校安排用于 ABS模型制作教学体验的时间为 2至3周,而工业设计专业的学生大多选择制作尺寸介于20*20*20~30*30*30(单位:cm)的等比例缩放家具或者同等大小的电子产品,学生需要在较短时间内适应 ABS塑料板材的性能和成型工艺,基本掌握使用各种基础工具加工 ABS板材制作各种形态特征产品模型的方法,基本上无法预留返工制作的时间。
而工业设计涉及的产品曲面类型十分复杂,经统计大致有倒角、单一表面渐消面,延长特定曲线渐消面,管状曲面,特定截线沿特定路径扫描形成的曲面,管状直径变化曲面,绕中心轴旋转形成的曲面,风扇扇叶使用的扭转曲面,螺旋管状曲面等十多种。国内高校设计专业模型制作实验室配备的用于制作 ABS塑料模型的工具大致有以下类型:
1) 测量类:角尺、直尺、曲线板、游标卡尺等;
2) 切割类:美工刀、钩刀、电锯;
3) 打磨类:锉刀、整形锉、砂轮机、砂纸等;
4) 加热工具:烤箱、热风枪;
5) 钻孔工具:电钻,台式电钻;
6) 装卡工具:台钳;
7) 粘合:三氯甲烷[8]。
调查得出的 ABS塑料产品模型曲面加工部分占整个模型加工部分比例20%~100%的学生人数约占整个调查群体的80%以上,而国内高校设计专业模型制作实验室配备的用于制作 ABS塑料模型的工具在很大程度上限制了精确、有效、方便地制作模型曲面,因此,曲面的制作成为制约教学体验中ABS塑料模型制作的关键问题。
在实践中发现关键问题的同时,学生尤其是设计专业的学生应具备自主发现和判断的能力,发现问题、提出问题、分析问题、解决问题,针对 ABS塑料模型制作中曲面制作的瓶颈问题,进行积极有效的阶段探索,使辅助建立产品形态意识的模型制作阶段能够顺利进行[9]。
1.2 探索高校设计专业模型制作教学体验现状的支持
我国的工业设计学科建设起步相对较晚,除了对实践能力的重视不足外,教学经费严重不足,而实践教学经费不足直接影响到对实验室建设的投入[10]。针对高校设计专业模型制作教学体验建设的现状,建议从以下几方面进行探索以提高对教学体验的支持。
1) 加强模型制作实验室和辅助设施的建设。
实践课程是学生工业设计创新能力培养的重要手段,而校内实验室是工业设计专业实践课程教学主要的活动场所,是学生实践动手能力和创新能力的培育场地[11]。在参与工业设计专业ABS模型制作课程的过程中,由于专业实验室辅助机器和手持工具种类和加工精度的限制,严重影响了模型制作的进度和精度,也出现了多次返工,导致材料和时间的浪费。随着我国进一步加大对工业设计教育的重视力度,高校设计专业也应加强对模型制作实践教学体系建设的重视,逐步建立起较为完善的用于教学体验的模型制作实验室和辅助设施,配备完善的模型制作器具。
2) 适当延长模型制作教学体验的实践课时。
在工业设计专业课程教学体系中,可以适当调整理论教学和实践教学的比例,增加实践教学的体验时间或增加课程数,保证实践教学的时间和条件。在实际参与到各院校工业设计专业模型制作中发现,一个完整的产品模型制作需要经历较长的时间周期。一个ABS模型的制作从测量、切割用料、加热、粘合、打磨和进行一系列后续加工至成为一个精度较高的成品,其中的每一阶段都需要至少3~10个甚至更多的课时来完成。一个学期由小组合作完成的模型也只能达到1~2个。模型制作课程作为主要的设计实践课程之一需要有充分的时间培养学生实践过程中的专业设计能力,创新能力和设计整合能力,这无形中增加了对于模型制作教学体验实践课时的要求。适当减少其他专业相关度较少的理论课程特别是选修理论课程的课时,增加模型制作实践课程的课时,能使学生在持续的训练中不断地将理论与实践应用进行有机结合[12,13]。
3) 注重体验中理论与实践的结合。
理论需要与实践相结合,模型制作教学的内容设置应具有目的性和针对性[14]。随着国内设计专业的发展,国内高校设计专业与国外设计专业院校交流也日趋频繁,高校模型制作教学的课程编排在适当参考国外设计专业院校模型制作教学建设的案例后,应注重理论教学与实践环节紧密结合,相辅相成。理论教学必须能有效地指导实践教学,实践教学在一定程度上能再现理论教学的方法并在此基础上力求创新。
2 当前工业设计专业 ABS塑料模型制作教学体验具体过程的探索
结合课程实践经验,ABS塑料模型的制作方法主要有用石膏作基模的热压成型法和把 ABS板材黏合成体后的打磨切削法,而一个完整的ABS塑料模型成型制作教学体验过程大致包括ABS板材的下料和切割,石膏底模制作,板材加热软化,热压成型,黏合,补土修补,打磨[8,15]。参考 ABS塑料模型制作教学实践中大多数学生选择制作的模型对象和实验室教学体验建设相对不完善的现状,ABS塑料模型制作教学体验过程中每一阶段都存在一定程度阻碍教学体验的不适性和问题,或多或少地导致不必要的返工和材料浪费。在模型制作体验过程中,根据现状总结出关键阶段的问题并进行积极有效的探索能提高教学体验的顺畅性,有效提高和丰富 ABS塑料模型制作教学体验,更好地完成工业设计实践教学任务。
2.1 一个典型的ABS模型制作教学案例所涉及的环节
对当前工业设计专业 ABS塑料模型制作教学体验具体过程的探索应能以了解一个典型的ABS模型制作教学案例所涉及的环节为前提,再针对其中具体环节的具体问题,实事求是地进行现状的总结及探索。
以实际教学中制作一个工艺灯具的 ABS塑料模型为例,如图1所示,所涉及的环节有:
1) 计算模型尺寸,划分所需不同厚度的ABS塑料板材(该灯具采用1mm和5mm两种厚度的板材);
2) 对相应尺寸不同厚度的 ABS塑料板材进行下料并切割成大致所需的形状(该灯具的花瓣形状,灯座的有机形态);
3) 需要板材热压成型的形体应预先制作石膏底模,预留充足的时间等待石膏底模硬化成型以便后期将板材附在底模表面进行热压成型(该灯具顶部的球形需要通过制作石膏球体热压成型);
4) 相对厚重的形态需要使用多块类似形状的板材相互粘合(该灯具的底座);
5) 对切割和粘合好的最初形态进行打磨,保证模型精度和美感(该灯具上部的花瓣形板材和灯具底座);
6) 对需要热压成型的板材进行加热软化,附着在底模表面成型;
7) 将热压成型后需要粘合的板材进行粘合(该灯具上部的球形是利用不同的花瓣形板材进行后期粘合)。
8) 将完成后的各个部件组合成为一个完整的产品。

图1 教学中师生制作的工艺灯具
2.2 制作过程中ABS板材下料和切割的现状和>探索
实际教学体验中,用于制作塑料模型的ABS板材厚度一般有0.5mm,0.8mm,1mm,2mm,3mm,5mm不等。实验探索得知,切割厚度小于1mm的ABS塑料板材时,使用剪刀,美工刀能够顺利进行切割,减少使用成本较高的半自动或自动切割工具,延长机器使用寿命,并且能多人同时切割,不存在轮流使用机器的局限性。切割厚度大于1mm的ABS塑料板材时,使用半手工简易辅助机械如手提电锯,台式线锯等,切割更厚的 ABS板材时使用电钻、台式电钻等排孔后弯折的方法能大大加快板材切割的速度和精度,提高 ABS模型制作教学体验中准备板材时下料和切割的效率,如图2所示。
根据不同厚度 ABS板材的特性,采取最有效的方法进行下料和切割,为着重培养学生创新和设计意识的后期重要环节预留宝贵的时间和精力。

图2 使用台式线锯切割ABS板材
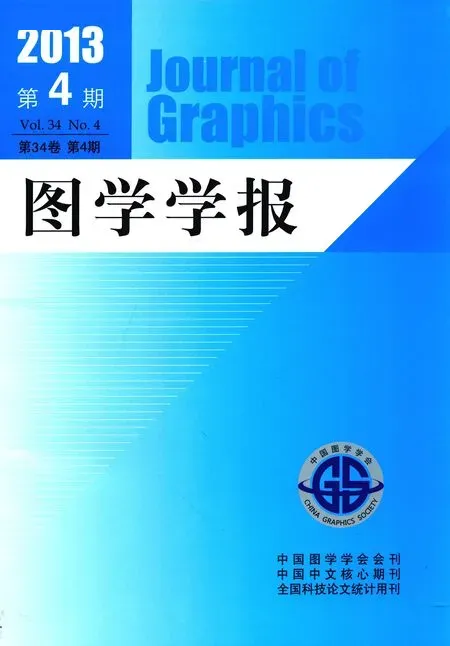
2.3 制作过程中石膏底模制作的现状和探索
当后续模型制作过程中某个形态特征需要利用ABS塑料板材进行热压成型时,往往进行石膏底模的制作。根据形态特征的尺寸,将搅拌好的的石膏注入相应尺寸的箱体,待其凝固后拆除箱体,凝固后静置石膏至不能太软也不可完全硬化的状态,如图3所示。石膏太软不利于定型,太硬则难于加工,二次加工容易崩碎,然后,对石膏底模进行认真地形体打磨和修整。无经验的初学者很难恰当调配水和石膏粉的比例,掌握石膏的湿度。静置石膏体需要较长时间且受空气湿度等环境因素影响,采用烤箱烘干石膏体的烘干时间由于个体石膏底模湿度的不同也难以掌控。
实验探索得知,采用统一规格并带有刻度标识的料筒搅拌石膏,能方便初学者测量和快速掌握石膏底模制作时石膏粉与水的比例,有效避免不必要的返工和制作底模时不必要的石膏浪费,为体验底模形态的打磨和修整预留时间和经历,将课程重心更多地集中在形态意识的塑造上。对制作频率较大的常规形态特征,如各种产品的倒角和翻边,可以进行归纳总结,制作规格统一的辅助模具,为有助于形态体验和设计创新意识形成的模型特有形态的推敲预留时间和精力。

图3 石膏底模制作过程
2.4 制作过程中ABS板材加热软化及热压成型>的现状和探索
ABS塑料模型制作教学体验过程中最难掌握也是将ABS板材制作成目标模型曲面最关键的环节,就是ABS板材的加热软化和热压成型。ABS塑料板材的软化温度区间为65~124℃,由于利用高温烤箱封闭加热板材,阻隔了视觉体验和触觉体验,使得在教学体验中ABS板材加热软化的效果和时间无法直观获得。连续加热温度的不同以及同一加热温度下加热时间的不同均会造成ABS板材软化效果的不同。对于没有模型制作经验的设计专业学生,常常出现将因为加热温度或时间不够而未充分软化的ABS板材过早附在石膏底模上导致成型不充分的现象或是因为加热温度太高或时间过长导致ABS板材在未取出之前已过软黏附在加热托板表面的现象。另外,在加热过程中,不同厚度的ABS板材会有不同程度的卷边现象,在拿取软化后的ABS板材附于形体表面时,会产生不同程度的手指变形区间,影响了模型曲面制作的精度。以上各种在实际教学体验中遇到的加热及热压问题或多或少会出现在产品模型制作的过程中,发现问题后采取有效措施避免,有助于进一步发挥学生的能动性和创新能力。此外,在加热过程中使用双层夹板加热ABS板材能够减少板材的卷边现象,预留手指变形区间和卷边区间,如图4所示,再在热压成型后去除多余区间,也能在一定程度上保证模型制作精度。
针对ABS板材加热软化的温度和时间,加热后变形区间难以控制现状,通过对特定教学环境下使ABS板材充分软化的温度、时间、变形区间范围进行实验和归纳,能够大大提高ABS板材热压成型的效率,减少不必要的材料浪费,为后期必要的产品模型形体修改预留时间和材料,使学生在对形体的推敲上集中精力。
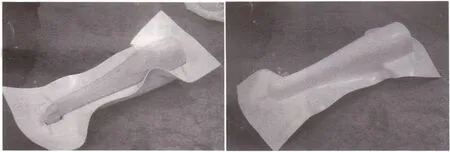
图4 ABS板材热压成形过程中预留变形区间[16]
2.5 关于制作过程中ABS板材打磨成型的现状和探索
模型制作过程中,使用锉刀、整形挫、砂轮机、砂纸对 ABS板材进行多次打磨以确保模型形态更加精确,表面质量更加统一。但无论是砂轮机打磨还是手工打磨,成型速度都比较慢,细节的打磨需要使用小型锉刀反复打磨,耗时费力。另外在打磨成型过程中,很难保证相同曲率的大面积曲面或倒角的质量。当使用黏合成体的ABS板材进行打磨成型时,由于打磨形态难以控制,导致加工的倒角和曲面越大,浪费的材料越多。因此,ABS板材的打磨成型适合于制作小型、表面质量要求较高的曲面和倒角,而不适合制作面积较大且曲率变化不大的曲面,如图5所示。在使用黏合成体的 ABS板材打磨成型曲面或倒角时,应该有一个明确的目标和计划,根据制作产品模型的形态,合理安排和切割各层板材的大小和形状。
合理利用 ABS板材打磨成型的方法,节省单个形态的打磨时间和减少材料浪费,能够为更多其他形态的制作和推敲预留宝贵的时间和精力,更有效地培养学生的专业设计能力,创新能力和设计整合能力。
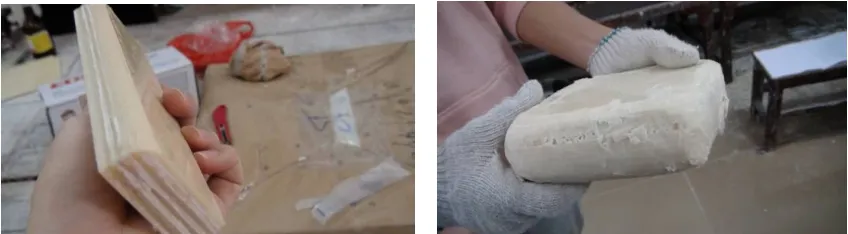
图5 黏合成体的ABS板材适合制作小型曲面和倒角而不适合制作大曲面
3 结 束 语
一个完整的工业设计教学过程需要理论与实践并重,在重视理论基础学习的同时不可忽视模型制作的教学体验。其中 ABS塑料模型制作的体验教学又是高校工业设计专业模型课程的重要环节。不断地在教学实践中总结现状并进行积极有效的探索,在目前发展尚不成熟的国内设计行业及模型实验室环境下最大程度地丰富ABS塑料模型制作的教学体验,提高体验效率,能更好地辅助学生建立产品形态的设计意识,保证设计的产品品质,对国内高校工业设计专业的教育建设和学生能力发展具有重要意义。
[1]保 雷. 浅析工业设计的实体模型设计与制作[J]. 南京艺术学院学报(美术与设计版), 2008, (2):153-154.
[2]潘 蓉, 高 筠, 梁学勇. 设计·触摸·体验——产品模型制作基础(第 2版)[M]. 北京:中国建筑工业出版社, 2009, 17-18.
[3]陶裕仿, 熊兴福. 从产品形态设计角度谈模型制作 [J].包装工程, 2007, 28(12):224-226.
[4]王欣铨, 于 淼. 发达国家工业设计教育启示[J].辽宁工程技术大学学报(社会科学版), 2010, 12(4):423-425.
[5]宫文飞, 虞慧岚. 提高实践能力从模型制作开始——论工业设计专业的模型制作教学[J]. 长春理工大学学报(高教版), 2007, 2(4):149-151.
[6]刘勃宏. 浅谈中国艺术设计教育的弊端和改革[J].当代艺术, 2010, (1):29-30.
[7]孙运表,王俊涛, 杨 梅. 工业设计模型制作与实验课题教学创新探析[J]. 美术大观, 2008, (11):150-151.
[8]李 旭. ABS塑料产品设计模型制作与探索[J]. 科技传播, 2011, (8):50-52.
[9]弓俊红, 师坚毅. 浅析大学生创新能力培养[J]. 长江大学学报(社会科学版), 2011, 34(11):156-157.
[10]刘闻名, 林 昊. 关于加强艺术类工业设计专业实践教学环节的探索[J]. 教育教学论坛, 2012, (14):186-187.
[11]肖颜琴. 广东工业设计教学改革和课程设置再认识[J]. 装饰, 2012, (2):139-140.
[12]聂守宏. 实践教学在工业设计专业中的改革探析[J].科教文汇(上旬刊), 2010, (11):45, 73.
[13]佘雪松. 培养应用型工业设计人才实践教学的体系创新[J]. 设计艺术研究, 2012, 2(1):108-111.
[14]陶裕仿. 工业设计专业模型制作课程教学探讨[J].时代教育(教育教学版), 2009, (7):62-63.
[15]徐文娟, 陈 曦. ABS板在产品模型中的应用[J].美术教育研究, 2012, (2):72-73.
[16]潘 蓉, 高 筠, 梁学勇. 设计·触摸·体验——产品模型制作基础(第2版)[M]. 北京:中国建筑工业出版社, 2009, 65.
The Current Situation and Exploration of Educational Experience on ABS Model Making in Industrial Design
Lin Jiaxin, Wang Huabin, Feng Xuelun, Zeng Shuting, Chen Xi
( School of Design, South China University of Technology, Guangzhou 510006, China )
ABS plastic model making is an important part of modern education of Industrial Design. The support for educational experience of design model making in universities in China is relatively inadequate, which influences the educational experience of ABS plastic model making.In order to improve the current situation, investigating and analyzing current construction of educational experience of ABS plastic model making and taking part in specific processes, and exploring the situation positively in every aspects can avoid unnecessary reworking, material waste and machine wear, and enrich educational experience of ABS plastic model making effectively, which has important significance to the educational construction of Industrial Design in universities and development of students’ individual capability.
industrial design; model making; educational exploration; ABS
TB 476
A
2095-302X (2013)04-0135-05
2012-09-05;定稿日期:2012-09-29
国家大学生创新实验项目(201210561022);广东省大学生创新实验项目(1056111135)
林佳欣(1991-),女,四川蓬安人,本科,主要研究方向为工业设计和交互设计。E-mail:lexilam@sina.cn
王华斌(1968-),男,湖北黄冈人,副教授,博士,主要研究方向为产品设计及理论。E-mail:hbwang@scut.edu.cn