热管散热器焊接静态载荷检测方法
2013-09-21何向阳李战库
何向阳,李战库
(陕西烽火佰鸿光电科技有限公司,陕西 宝鸡 721013)
LED照明行业是一个新兴的行业,它以其独特的优点(寿命长、节约能源、亮度高)深受人们的青睐,被称为是21世纪照明领域的一场革命。LED的应用可以说无处不在。作为一种半导体发光材料,与其他发光材料相比较,LED以其绿色、高效、可靠、耐用的优势,使得其他发光材料黯然失色。随着大功率LED成本的不断降低,发光效率的不断提升,逐步替代传统灯具成为可能。
LED路灯面临的主要技术问题为:输出功率及光通量、二次光学设计、散热设计和电源系统设计。散热是LED路灯需要重点解决的问题之一,由于LED路灯亮度要求高、发热量大,并且户外使用环境比较苛刻,如果散热不好会直接导致LED快速老化,稳定性降低,除了需要功率型LED本身的散热好外,由于路灯具有户外夜间使用的特点,散热面位于侧上面有利于空气自然对流散热。针对散热设计方面,热管散热器的研发,伴生而来的是热管散热器与路灯底板的焊接问题,对于回流焊接技术是一项挑战。焊接问题的解决,迎来了新的课题,就是焊接质量的测量方法及要求。本文根据相关标准及本公司的产品特点,阐述热管散热器焊接质量的测量方法及要求。
1 热管散热器的结构组成
热管组件结构是将几块热管组件与铝底板采用回流焊接方式焊接在一体,焊接完成后为热管散热器(如图1所示)。回流焊接是特殊工艺,需要根据产品特性制定相应的检测要求及方式,以确保热管散热器焊接后质量合格判定。

图1 热管散热器结构组成图
2 热管散热器焊接质量的测量方法
热管散热器焊接质量的测量方法采用焊接位置静态载荷试验,焊接位置静态载荷试验的目的是对散热器零件焊接缺陷中虚焊的简便验证方法之一。将焊接好的热管散热器在盐水中浸泡30 min后进行拉力测试(拉力测试点应设定在边沿薄弱处),是通过短期的环境腐蚀,破换焊接中的薄弱环节,促使其将焊接缺陷及早暴露,再采用拉力使其暴露于视觉之下的一种焊接检验方法。如图2中的34个位置,是热管组件每个散热片为拉力测试点。
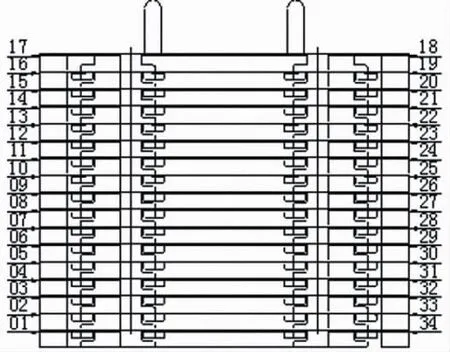
图2 热管组件焊接完成后测试点位图
3 热管散热器焊接质量的测量要求
静态载荷试验拉力依据GB7000.5-2005道路与街路照明灯具的安全要求第6.3条,公式如下:

F为静态载荷;Rh为等于1.225kg/m3(空气密度);Cd为拖动系数(一般取Cd=1.2);S为承受载荷的面积(m2);V为风速(m/s)
根据灯具安装高度,风速V的取值如下:
高度 H≤8m,V=45m/s(163k m/h);
高度 8m≤H≤15 m,V=52 m/s(188 km/h);
高度 H≥15 m,V=57 m/s(205 km/h)。
试验拉力大小设定应大于静态载荷试验拉力计算结果的1.2倍。
例:以908#-5产品为例,灯具安装高度为8 m~13 m,则风速52 m/s;其最严酷表面为散热器表面,表面积0.0067 m2;计算可承受静态载荷F=13.3 N,换算单位F=13.3 N=1.36 kgf(1kgf=9.8N)。
根据要求,则试验拉力设定因更大于F测=1.36×1.2=1.632 kg f即可。
4 结语
通过一年时间的实际生产及试验,热管散热器焊接质量的测量方法及测量要求可以热管散热器的焊接质量,适合生产,解决了热管散热器焊接的质量检验问题,促进了热管散热器在路灯行业中的应用。
作为照明器具,LED灯具散热器在灯具设计环节中属于最重要的一个环节,它直接关系到灯具设计的水平与成败,进而影响到工程应用的效果,所以必须认真对待。本文依据相关国家标准及参照本公司产品特点,为热管散热器焊接质量的检测,找到了一条实际可行的测试方法,解决热管散热器回流焊接这一特殊工艺的检测途径,有助于推进更加自主的灯具散热研究工作,也为企业发展奠定了良好的技术基础。
