自动化弹药输送线结构设计
2013-09-21贺东坤
贺东坤
(新巴尔虎左旗环境保护局 环境监测站,内蒙古 新巴尔虎左旗 021200)
自动化弹药输送线结构设计
贺东坤
(新巴尔虎左旗环境保护局 环境监测站,内蒙古 新巴尔虎左旗 021200)
随着军工行业的发展,对炮弹参数的检测技术和效率提出了更高的要求,本文针对弹体几何外形的特点与测量要求,设计了一套自动化弹药输送线。该机构能把待测炮弹按照指定的输送节拍稳定地输送到测量工位,同时实现弹药的定位和回转。本文所设计的弹药输送线类似于产品加工业中运用的自动化生产线,它是输送机构、随行夹具、旋转装置以及卸载机构按照检测需求的合理组合,它能使大批量炮弹几何特征量检测达到自动(或半自动)化。该机构可以缩短检测周期,并大大减少检测人员的工作强度。
输送线;步进电机;链传动;几何特征量
1 弹药输送线的布局形式和工作原理
本文设计的自动化弹药输送线是指由传输设备和附加设备(旋转装置、弹药卸载机构)通过合理的组合,使其能够有效地配合测量设备(测量设备不在本文论述范围内)进行弹药几何特征量检测的自动化测量线。传输部分主要由链板式输送机构和弹药夹具等机构组成,这些机构组成了一个环形循环系统,在专用机械手(机械手不在本文论述范围内)的配合下可以持续不断的将待测炮弹输送至指定的工位进行检测,做到了弹药移动过程无人工参与,有力地配合了检测装置工作,提升了检测效率。弹药输送线的布局形式如图1所示,九个弹药夹具在传送链上均匀分布,机构运行时全部弹药夹具在步进电机(如图2所示,位于传送台底部,主动链轮的下方)的驱动下按图1所示方向做同步运动。整个机构的尺寸设计方便其附加设备和测量设备的安装,也便于检测人员进行观察。步进电机由可编程序逻辑控制器进行控制,传动速度可以根据工作要求进行调节。
弹药输送机工作时,先由专用机械手将待测弹药竖直稳定地放置在工位1的弹药夹具中,弹药夹具8随着夹具底座9(底座下方安装有四个万向轮)在传送链的带动下步进式地运行,弹药被传送到工位2时由专用的激光器(激光器不在本文论述范围内)对弹体进行打标、编号、划线以及除漆。弹药被传送到工位3时,为配合检测设备工作,旋转装置开始运行,它带动夹具和待测炮弹以炮弹的轴线为中心进行旋转(旋转角度大于360°),同时检测设备开始对炮弹进行相应几何特征量的检测。旋转装置由可编程序逻辑控制器以及位置传感器进行控制,测量工作结束时,旋转装置自动退至初始状态,当下一个弹药到达工位3时旋转装置又自动执行上述动作。同理,本文所设计弹药输送线的工位4与工位3的各机构执行相同的动作,只是待测的几何参数不同。当弹药被输送到工位5时弹药卸载机构自动启动,将竖直传送的炮弹平稳地水平放置在传送带上,在由传送带将炮弹传送到测量工作台,以便进行后续参数的检测以及合膛工作。
2 链传动结构设计与计算
本文设计的弹药输送线的动力由步进电机提供,整个链传动机构由动力部分支架(支架位于传送台面底部)支撑。该机构分为驱动、从动两个部分,结构如图2、图3所示。
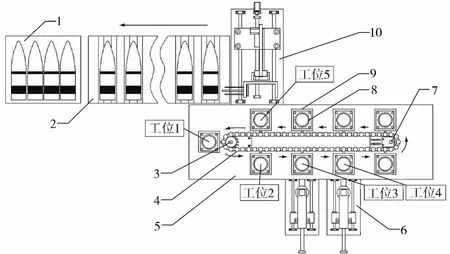
图1 弹药输送线布局图
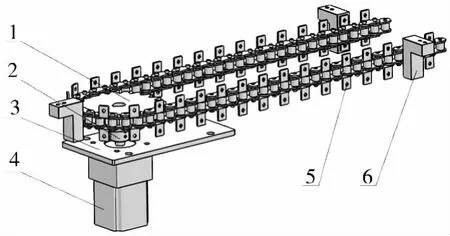
图2 传送链驱动部分三维结构图
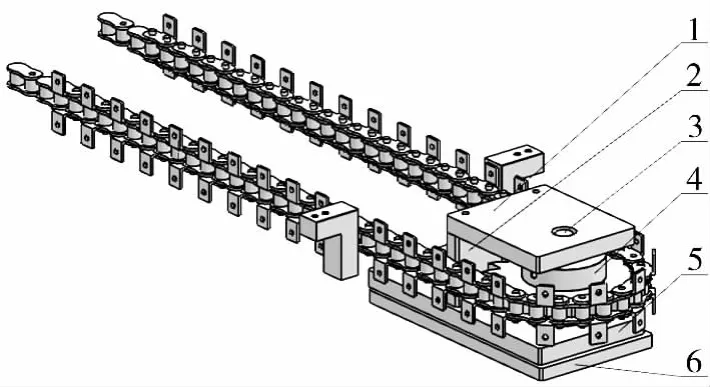
图3 传送链从动部分三维结构图
夹具底座9(见图1)与推板6(见图2)通过两个M8的螺钉固定为一体,当电机转动时,待测炮弹便随着弹药夹具做步进式的环形运动,本文所设计链传动机构所用的部件均为标准件,并通过理论计算进行选型。内、外链节的形式如图4所示。
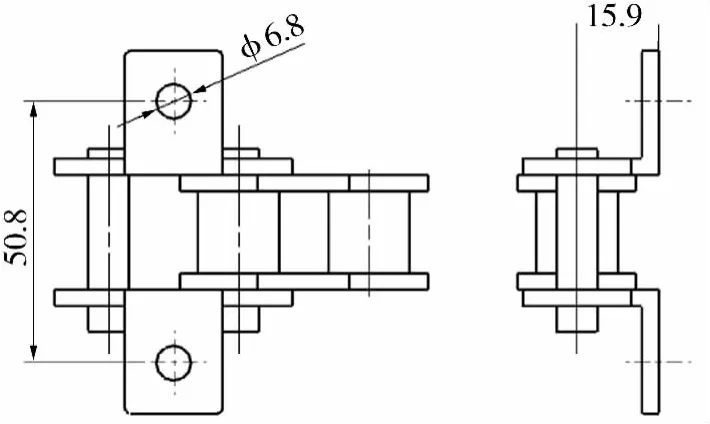
图4 链节结构图
(1)电机功率的计算:
传送链运作时所需功率计算公式为:

式中:KA—工况系数,取1.3;
P—额定功率,7.5kw;
将数据代入式2.1得:Pc=KA·P=1.3×7.5=9.75kw
需要传递的额定功率按下式计算:

式中:KZ—从动链轮齿数系数,取KZ=1.34;
KL—驱动轮齿数系数,取KL=1.34;
KP—单排链排数系数,取KP=1.0;

(2)链条相关参数计算:
初选类型为16A的链条,其链节距P=25.4mm。
链节数LP应按下式计算:

式中:P—链节距;
Z1—从动链轮齿数25;
Z2—驱动轮齿数25;
a0—链传动中心距,取a0=113P;
将数据带入式3得:LP=251,取整后LP=252。
该构所需的链条尺寸按下式计算:

式中:LP—链节数;
P—链节距;
将数据代入式4得链条长度:L=LP·P=252×25.4=6400mm
链传动中心距计算公式为:

将以上数据代入式5得中心距a=3212.8mm。固中心距符合设计的要求,调整时应使其大于2P,Δa≥2P=50.8mm
所以实际安装的中心距为:a'=a-Δa=3212.8-50.8=3162mm
传动装置的运行速度按下式计算:

式中:n1—驱动装置的转速,500r/min;
输送机的拉力计算公式为:

将相关数据代入式(7)得,输送机工作拉力:F=1000×7.5/5.3=1415.1N
压轴力计算公式为:

式中:KQ—压轴力系数,取KQ=1.2;
将数据代入式8得:FQ=KQ·F=1.2×1415.1=1698.1N
设计结果:主动链轮和从动链轮齿数均为25,压轴力FQ=1698.1N,最终确定选取型号为16A-1×136GB1243.1-83的滚子链条。
3 弹药夹具和旋转装置的设计
夹具结构如图5所示,本文设计了弹药夹具和旋转装置,使炮弹到达测量工位3、4时能够围绕自身轴线旋转,从而配合测量设备完成检测工作。
支柱4下方设有插槽,使夹具与其底座固定。传输过程中卡轴10在压簧8的作用下始终位于夹具1下方的通孔中。旋转装置结构如图6所示,当弹药到达测量工位时,气缸10推动旋转装置向炮弹方向移动,解锁顶杆4将解锁轴推开使夹具解锁,此时尼龙压板2与夹具接触,同时带动夹具和炮弹旋转,检测完毕后,旋转装置退至初始状态,卡轴10在压簧8的作用下将夹具再次固定,弹药被稳定的传送至下一工位。气缸相关数据计算如下:
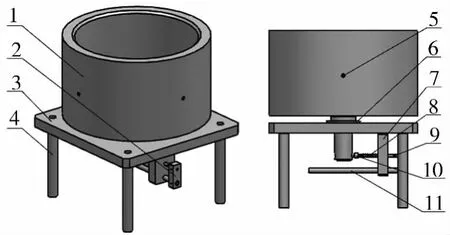
图5 弹药夹具三维图

图6 弹药旋转装置三维图
3.1 气缸负载的计算
该气缸为横向气缸,并且工作部件都在光轴6上运动,所以主要工作载荷是滑块5和光轴6之间的摩擦力。本设计中气缸总载荷按下式计算:

式中:m1—滑块、电机安装板、支撑块的总重量,m1=4kg;
m2—电机和尼龙压板的质量,m2=3.05kg;
m3—推杆质量,m3=1.59kg;
μ—摩擦力系数,取μ=0.17;
将数据代入式(9),得气缸的总载荷:

由于活塞杆和筒壁之间存在摩擦力,所以实际总载荷F0应按下式计算:

式中:β—负载率,取β=0.5;
将数据代入式(10)可得:F0=F总/β=97.7/0.5=195.4N
3.2 气缸内径的确定
内径大小计算公式为:

式中:F0—极限载荷(N);
P0—气缸的工作压力,取P0=0.4(MPa);
通过GB/T2348-1933标准进行圆整,最后取D=32mm。
活塞杆的直径:d=0.3D=9.6mm,取d=10mm。
缸筒厚度的确定:
依据《液压气动技术手册》得厚度的计算公式为:

式中:δ—缸筒壁厚(m);
D—气缸内径(m);
P—极限压力,取0.9(MPa);
[σ]—许用应力(MPa);
上式中:σb-45钢的抗拉强度6×106Pa;
n-安全系数,取n=5;
圆整后,取δ=12mm。
4 卸载机构的设计
本文所设计的弹药卸载机构如图7所示。
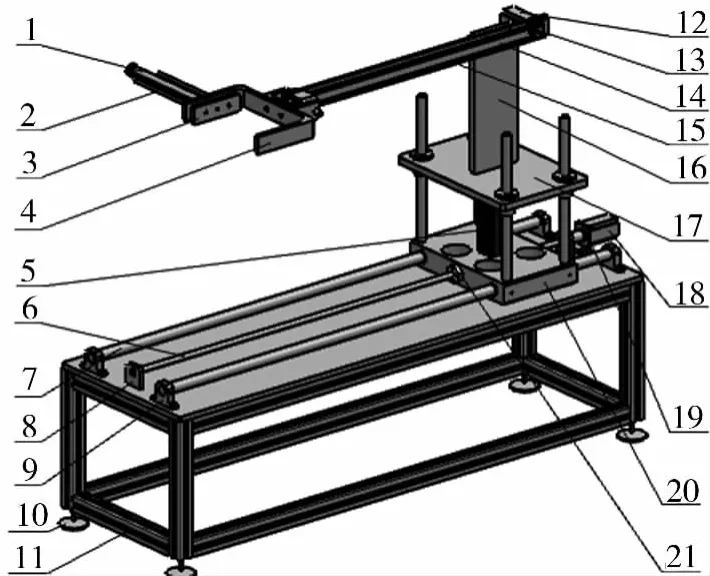
图7 弹药卸载机构三维图
本文在自动化弹药输送线的整体方案设计中,在传送台旁边设有一个弹药卸载工位(即图1中的工位5),以便使竖直传送的炮弹能够平稳地水平放置在传送带(传送带从光轴7和丝杠6上方通过)上,弹药经传送带被传送至测量工作台进行后续参数的检测。该卸载机构等效于一个四自由度的机械手,利用它可以使炮弹从输送线上自动下架。具体结构如图7所示,四个关节分别由气缸和电机单独驱动,手部底座4可实现0~180°的摆动,该机构整体宽500mm、长1600mm、机架上方的安装板到地面的距离为465mm,最大水平移动距离为600mm,最大垂直移动距离为500mm,通过底部的调整座10可以对卸载机构的高度进行调整,以便使传送带不与卸载机构发生摩擦。整个工作过程由PLC和传感器控制,当弹药到达工位5时卸载机构自动工作。
5 结语
(1)本论文针对炮弹几何参数检测的需求,设计了一套弹药输送机构,它能够配合检测设备对不同型号炮弹进行综合检测,大大提高了检测效率,对今后研制类似的自动化装置也有重要的参考价值。
(2)待测炮弹的直径范围为50mm~250mm,差距较大,本文设置了夹持范围分别为50mm~100mm、100mm~150mm、150mm~200mm、200mm~250mm的四套夹具,将待测炮弹分成四个批次进行检测,更换夹具这一步骤还需人工完成。
[1]关慧贞,冯辛安.机械制造输送设计[J].机械自动化,2011(4):26-32.
[2]李志强.发动机生产线平衡问题研究[J].北京工业大学学报,2011,25(5):10-15.
[3]王劲松,李海兰,冯进良.弹药几何特征量检测设备研制方案[J].科学技术与工程,2010,27(1):11-15.
[4]van Zant,Peter.Microchip Fabrication:A Practical Guide to Semiconductor Processing[M].New York:McGran-Hill,1996.
Design for the Structure of Ammunition Transport Line
HE Dong-kun
(Enviromental Detection Station,Xinbaerhuzuoqi Enviromental Protection Bureau,Xinbaerhuzuoqi 021200,China)
The development of the military industry puts forward higher requirements for detection technology and efficiency of projectile parameters.In view of the characteristics and measurement demands of geometric shape of projectile body,this paper designs a set of automated ammunition conveyor line,which can stably transport awaiting ammunition to measurement situation,and achieve the poisoning and rotation.The designed ammunition conveyor line,with the rational combination of conveying mechanism,movable fixture,rotary device and unloading mechanism,is similar to the automatic production line of product processing industry,making geometrical characteristics detection of mass ammunition reach automation or semi-automation.This device can shorten test period and decrease labor intensity.
conveyor line;stepper motor;chain driving;geometry characteristic value
TJ410.6
A
1009-3907(2013)12-1549-06
2013-10-23
贺东坤(1987-),男,内蒙古呼伦贝尔人,硕士,主要从事精密测控技术与仪器方面研究。
责任编辑:
吴旭云
