变频器在大功率摩擦焊机相位控制中的应用
2013-09-20赵士杰辛舟杜勇
赵士杰, 辛舟,2, 杜勇
(1.兰州理工大学 机电工程学院,甘肃 兰州 730050;
2.兰州理工大学 数字制造技术与应用省部共建教育部重点实验室,甘肃 兰州 730050)
0 引言
利用大功率摩擦焊机对四方铝导杆和钢爪进行焊接,由于四方铝导杆在焊接时有相位要求,采用变频控制技术对摩擦焊接的四方铝导杆的相位进行控制,使其相位误差小于±1°,满足相位的精度要求。此种相位控制技术往往需要变频电动机快速制动或平滑制动来调速[1],现在就以大功率变频调速电动机快速制动定位来对变频器在相位控制中的应用进行分析。
1 变频器在制动时工作原理
变频器一般都是采用交流-直流-交流变频器,无论是电流型还是电压型,其逆变器的工作原理基本一致的。变频器对电机变频调速的过程中,当变频器对电动机断开电源的瞬间时,电动机转子仍以转速ωk旋转,由于磁场的存在,电动机运行在自励异步发电状态,产生电动势为ε,在定子出线端建立起三相对称电压。该电压加在三相对称电阻上,产生了电流有功分量,也就产生了电磁制动转矩,产生电磁转矩为T,电机工作点如图1可知,进入再生制动状态,开始制动减速。
式中cr电机常数;cT为转矩系数;φm为磁通量;ωk转速;R定子电阻值。
在制动减速过程中拖动系统储存的动能转换为电能,产生的电流经逆变器的反馈二级管反馈至直流环节使电容充电,从而使直流母线电压升高[2],功率元件导通,使电机回馈的电能消耗在制动电阻上[3]。运行在再生制动状态下转速是变化的,随着转速的降低,端电动势降低,制动转矩减小直至为零。

图1 异步电动机的不同状态下的矢量图
2 相位控制方法及时机选择
采用再生制动方法来对四方铝导杆的焊接进行相位控制,顶端旋转工件转速达到某一设定值时,变频调速控制减弱或消失,电动机将进入主轴制动过程,以达到再生制动定位,而不是强制定位[4]。如图2、图3所示,当主轴转速检测装置检测到转速降到设定值ωk时。

由相位检测装置检测到相位对中位置时,变频器发出制动信号,此时电动机转换为发电机,发出功率p0:
此功率的大小被线性映射为脉冲信号p与频率脉冲信号f0间的相位差φp,将脉冲电信号变换成相应的角位移[5],实现了功率的相位调制。则相位函数为:

式中ωk为转速;R1转相绕折算到定子侧的折算值;cosφ为功率因数;S为转差率;CT为矩系数;PN额定功率;L2是转子相绕组电感值折算到定子侧的折算值;R2定子相绕折算到转子侧的折算值。
对以上相位函数中的最重要敏感参数转速ωk进行的计算如下表1及图4。
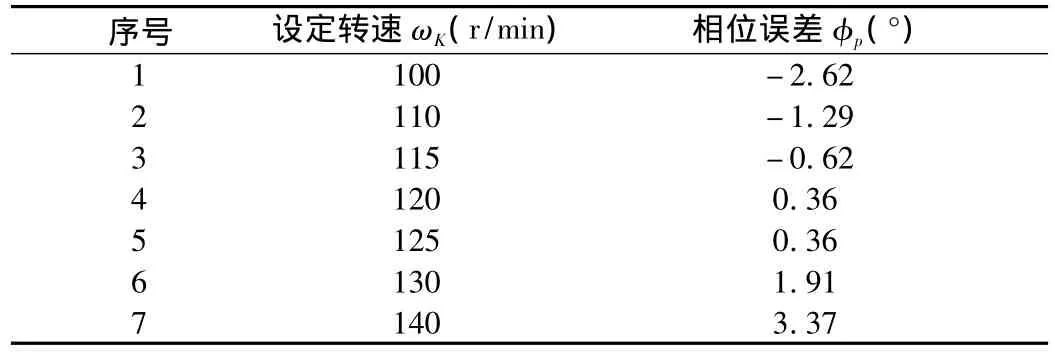
表1 转速ωk和相位角φp对应关系
通过对函数中影响相位误差跟踪控制的敏感参数分析计算可知[6],当电动机转速接近 ωk=120时,此时相位误差接近+0.36°,符合大功率摩焊接相位控制要求。
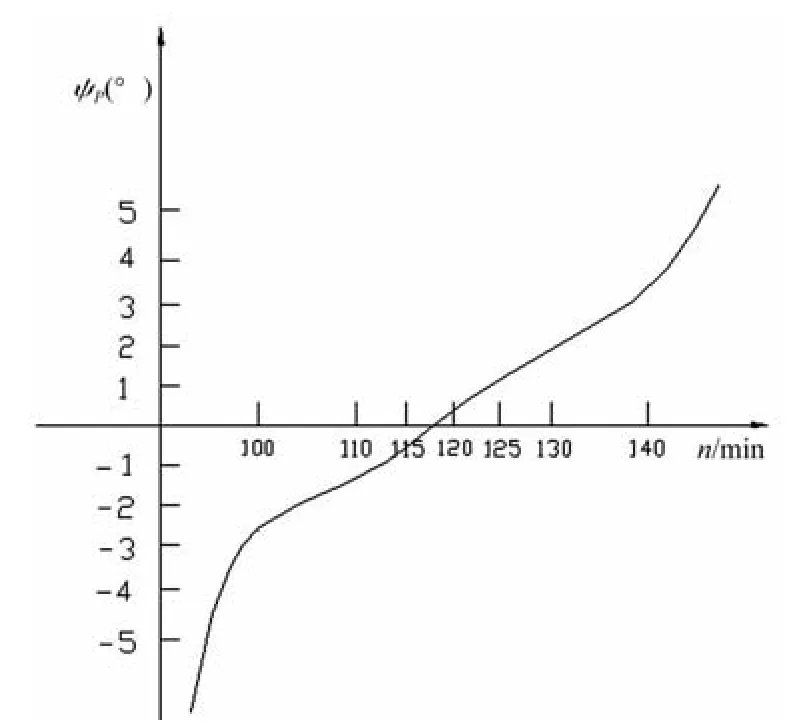
图4 转速和相位角关系
3 实验验证
变频电机在刹车制动的过程中产生回馈制动电能[7],这部分制动能量通过外加制动电阻把回馈能量迅速消耗掉,从而使电机主轴快速精确制动。通过已有的大功率摩擦焊机装置实验及表1中的理论数据分析可知,转速的大小对相位精度误差的影响。当转速接近ωk=120时变频调速对大功率摩擦焊接相位控制的误差小于+0.5°,达到了大功率摩擦焊机相位控制精度误差的要求。
[1]温江,张忠海.变频器在交流电机调速系统中的应用[J].一重技术,2006,45(6):20 -21.
[2]徐国忠,诸静.变频器供电的异步电动机制动过程分析及控制[J].浙江大学学报,2000,34(2):222 -226.
[3] 马小亮.交 - 直 - 交变频器的 IGBT[J].电气传动,2012,42(10):4-8.
[4]邵成吉,杜坤,吴卫枫.相位摩擦焊相位控制装置的研究[J].焊接技术.2005,10(4):125 -127.
[5]董亮辉,刘景林,李昱.步进电机宽调速多细分控制系统研究[J].测控技术,2012,31(1):66 -69.
[6] Yehss,Hsupl.An optimal and adaptive design of the feedforword motion controller[J].On mechatronics,1999,4(4):428 -439.
[7] 马小亮.变频调速典型控制系统[J].电气传动,2012,42(1):75-80.
