大型无氧铜氢气保护焊接设备的研究
2013-09-17赵雪峰韩栋梁
赵雪峰,韩栋梁
(中国电子科技集团公司第二研究所,山西太原 030024)
大型无氧铜氢气保护焊接设备的研究
赵雪峰,韩栋梁
(中国电子科技集团公司第二研究所,山西太原 030024)
对氢气保护钎焊炉的结构及功能进行了大量的改进,研究了无氧铜大型构件在氢气炉中的焊接工艺。介绍了设备的结构特点、电控特点及达到的技术指标。设备的研究提升了大型无氧铜构件的一次性焊接成型的稳定性及工艺性,达到了工艺要求的效果。
氢气保护;钎焊;立式炉;无氧铜
无氧铜工件在加工过程中,极易造成零件表面的氧化,形成氧化膜。而氧化膜层的存在,极大地影响了在真空电子环境中的性能,造成电子束等在高速运动中被干扰和吸收,进而影响了实验结果。氢气保护处理是对易氧化材料或对处理后工件表面光洁度要求较高(如光亮处理等)而产生的一个比较理想的工艺技术,特别对于在一些电子行业应用的特殊零部件需要在氢气保护环境下进行处理才能达到理想的要求。氢气保护焊接技术是在氢气的环境下,对工件进行焊接处理,焊接后的工件表面亮度高,氧化层完全消除,焊缝无氧化,与工件一致性好。同时,保证了加工的进度,减少了焊后加工工序,提高成品率。为了满足及改善大型无氧铜构件的焊接工艺,我所研究开发了真空氢气保护钎焊设备。
1 设备概述
真空氢气保护钎焊炉的主要特点:预抽真空度高,设备结构大,可焊接工件超长,加热区温度均匀性好,可满足多种铜钎料焊接要求。主要满足无氧铜超长件的一次性焊接工艺要求,也可用于其他材料的表面处理。
我所为北京某客户提供的真空氢气保护钎焊炉着重进行了炉体及加热室的优化设计,突破了大型气氛炉在加热过程中的气体对流影响,很大程度的降低了气体对流对温度所带来的影响,保证了加热区间的温度稳定性及均匀性,提高了大型焊接件的焊接稳定性及一致性。
2 设备特性
该设备采用立式结构,总高度近7 m,采用了分段组装结构,进料方式为上部吊装。整体结构分为炉体部分、加热系统、真空系统、充气系统、快冷系统、电控系统等,如图1所示。
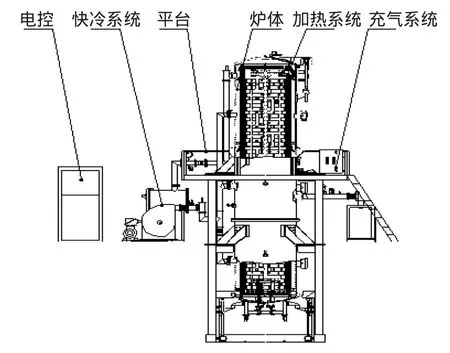
图1 氢气保护钎焊炉结构示意图
2.1 炉体
炉体整体采用3段组装结构,各部分均采用双层水冷结构,在水套中设置有水流导向板,可以使冷却水沿炉壁循环,避免炉壁出现局部过热,提高了接处密封件的使用寿命。由于炉内使用环境为氢气高温环境,设备内壁及所有接口处法兰均采用优质不锈钢加工制造,避免出现氢脆现象造成危险。炉体外相应有真空抽气口、电极转接口、快冷风口、热偶接口、压力检测接口、泄压口等。下炉门通过电机带动丝杠运动与炉体闭合,上炉门与炉体通过手轮压紧,保证真空密封性及充气严密性及安全性。
2.2 加热系统
加热方式采用内加热,分为三段,与每段炉体组装后,整体装配为一个整体。加热室由不锈钢框架、金属反射屏、加热元件及支撑瓷座等组成。加热元件选用钼带加热。支撑瓷座采用绝缘性能好的99瓷。在下炉门上装有一组补偿加热元件。
加热系统作为设备的关键部分,关系到设备的温度均匀性,决定着工件的焊接质量。由于在气氛炉中温度的升高,气体受热区压力增大,从而造成气体从高温区向低温区流动,形成强制性对流,造成热量的极大损失,进而对温度均匀性造成极大的偏差。该设备体积大,加热区长,加热温度高,极容易在炉内造成明显的气体强制性循环,造成加热的不稳定性。
通过对设备的结构改进及气体对流的研究,采用如下的方式来进行:
(1)加热室各段与炉壁间用隔条阻隔,形成较短的相对封闭空间,减少气流沿炉体冷壁的整体对流,从而减少热量的损失;
(2)在风孔及各接缝外装反射挡屏,隔断高温气体通过缝隙与炉壁直接对流;
(3)加热功率采用非均匀性分布,下段功率最大,并在底屏上加装一组加热,用于补偿下部加热过程中的热量损失。
2.3 真空系统
由于设备体积大,采用传统的置换方式耗时过长,且安全性受到一定的影响,因此,采用预抽真空方式,以保证向炉内通氢时的安全,提高使用的安全性。真空系统采用单级泵,通过不锈钢管路及阀门与炉体连接。真空泵采用进口无油干泵,采用压强计测量炉内压力。
2.4 快冷系统
外循环快冷系统采用换热器、强冷风叶结构。该系统与炉体通过不锈钢管路连接,在管路上装有2台不锈钢挡板阀,可与炉体间断开。换热器采用铜制水冷翅片式,换热量大。通过电机带动离心风叶,将热气从炉体上部吸入,通过换热器冷却后,分3路吹入炉体的上中下三段,保证各段炉体的冷却相对均匀。
2.5 电气控制
设备采用MODBUS RTU通讯协议,实现设备中各个仪表之间的数据交换。采用可编程控制器PLC为运算控制核心,通过触摸屏对设备进行操作,触摸屏分别与PLC、温控仪、记录仪实现数据的通讯交换与处理。PLC采集各个数字量和模拟量数据。触摸屏实时读取并记录控温偶温度、测温偶温度、各个加热区的电流电压值、压力值、温控仪的运行曲线及其仪表控制参数等,实现各个仪表间的数据交换,各个仪表的控制又是相互独立的。
电气控制系统主要实现的功能:(1)温度可编程控制,实时监测加热带上的电流、电压值,通过热偶检测温度来控制调压器,并实时记录和显示数据;(2)炉内真空度控制,控制机械泵及阀的开启;(3)充排气控制,通过PLC检测压力计数值,控制充气的流量、压力,在达到排氢条件后,自动开启排气口,通过氧分析仪检测排气纯度,并自动点燃排氢口废氢;(4)排氢口灭火检测:在废氢点燃口,装有自动点火及火焰检测装置,能自动监测火焰,防止回火、灭火等意外;(5)断水、断电、缺相、超温、充气压力低等均采用报警和互锁保护。
2.6 安全保护
由于氢气的危险性,在设备的安全性方面主要采取:在炉体上装大口径弹簧式压板防爆口,下炉门活动式密封,各种进排气纯度、压力监测,废氢排气点火口火焰监测,最大程度的避免意外造成的危险。
真空氢气保护钎焊设备经过测试,可达到的性能指标:
可靠焊接工作空间:准600 mm×4500 mm
预抽真空度:<200 Pa
最高温度:1 300℃
温度均匀性:整个工作空间范围内±7.5℃
升温速率:5~20℃/min(空炉)
3 无氧铜焊接工艺流程及实验结果
打开上炉门装料,关闭炉门抽真空,当炉内压力低于200 Pa时,关闭抽气阀,真空泵,向炉内充氮气到大气压,关闭阀门、真空泵,打开快充阀向炉内充入纯氢,当炉内压力达到100 kPa时,关闭快充阀门,通过流量计继续充入氢气,在压力达到103 kPa时,打开排氢阀门,开始向外排氢,同时氧分析仪开始监测排氢口的废氢纯度,达到点火条件后自动点火。当炉内压力稳定、排氢口火焰正常后,按下‘程序运行’按钮,点击‘加热’按钮,设备按照预先设定的加热曲线完成升温、保温、降温等焊接过程。记录仪实时记录控温偶和工件偶的温度值。
设备在北京某研究所进行了实际使用。对无氧铜加工的离子加速管进行了焊接,工件为直径准160 mm的铜件组成,长度约为2 m。采用一次性整体装配焊接,焊接温度790℃。焊接完成后,对焊接焊缝进行真空检漏,通过氦质谱检漏仪检测后,焊缝无泄漏。焊接后零件外观比焊接前明显变亮,焊缝表面观察均匀一致。
4 结 论
目前我所研究的真空氢气保护钎焊炉,满足了大型超长无氧铜器件的焊接使用要求,提高了焊件的一致性及稳定性,并具有实际使用中温度均匀性好(±7℃)、预抽真空度高(≤10 Pa)和压升率好(≤0.6 Pa/h)的优点,很大程度地提高了无氧铜产品的质量性能及生产效率。
:
[1]达道安.真空设计手册-2版[M].北京:国防工业出版社,1995.
[2]王秉铨.工业炉设计手册-2版[M].北京:机械工业出版社,1996.
[3]张启运,庄鸿寿.钎焊手册-2版[M].北京:机械工业出版社,2008.
Design and Development of a Hydrogen Protect Large-scale Stove
ZHAO Xuefeng,HAN Dongliang
(The 2nd Research Institute of CETC ,Taiyuan 030024,China)
Abstract:The hydrogen gas protection brazing furnace structure and function of a number of improvements,the welding process of oxygen-free copper large components in hydrogen furnace is studied.Introduces the structure characteristics,equipment control features and specifications.Equipment research to enhance the large copper component one-time welding stability and process,reached the requirements of the process effect.
Keywords:Hydrogen protect;Vertical stove;Drill rod solder;Oxygen-free copper
TG439.1
B
1004-4507(2013)07-0041-03
2013-04-15
赵雪峰(1978-),男,山西原平,工程师,学士学位,2001年毕业于太原理工大学,现从事真空特种设备的研发。
