元素粉末锻造法制备Ti-43Al-5V-4Nb合金的组织与性能
2013-09-16苏勇君孔凡涛张德良陈玉勇
苏勇君,孔凡涛,张德良,陈玉勇
(1.哈尔滨工业大学材料科学与工程学院,哈尔滨 150001;2.怀卡托大学科学与工程学院,新西兰哈密尔顿 3105)
TiAl金属间化合物由于其优异的综合性能,如高熔点、低密度、高弹性模量、良好的阻燃能力以及优异的抗氧化性能和抗蠕变性能等,被视为具有应用潜力的新一代高温轻质结构材料,其主要应用在航空航天及汽车等领域,如发动机用高压压缩机叶片、高压涡轮机叶片、航空发动机叶片、排气阀等[1-3].粉末冶金法,特别是元素粉末冶金法,由于其独特的优点成为一种制备TiAl合金的优良方法.粉末冶金法的优点是:无疏松、缩孔等铸造缺陷;成分均匀,显微组织细小,因而具有良好的力学性能;易于添加合金元素和制备复合材料以及易于实现复杂零件的近终成形[4].目前,粉末冶金法的研究主要集中在机械合金化以及各种不同的烧结方法,如热压和热等静压以及等离子烧结等.机械合金化工艺简单,容易均匀和细化,并且容易得到纳米晶及非晶组织,但是在球磨过程中不可避免会出现杂质元素的污染及氧含量高等问题;传统的烧结方法容易得到高致密材料,但是其缺点是加热保温时间长或者设备昂贵,从而限制了其工业化的应用.近几年来,TiAl元素粉末的热变形加工技术(如锻造、挤压和轧制等)引起了研究者们的注意,如T.K.Lee等[5]把混合粉末冷压成预制块后,把预制块放在不锈钢包套里抽真空再进行热轧或者热锻.本研究试图采用快速加热和无包套锻造方法制备TiAl合金,研究无包套锻造对该合金组织和性能的影响.
1 实验
本研究选用合金的名义成分为Ti-43Al-5V-4Nb(at%),其初始材料Ti粉末和Al粉采用元素粉末,而其他粉末采用中间合金,如Al-V合金和Al-Nb合金,各种粉末的尺寸及纯度见表1.在球磨机进行混粉.球磨罐材质为GGr15轴承钢,采用O形橡胶密封圈.球料比3∶1,转速为100 r/mim,混粉时间为8 h.把混合均匀的粉末放在模具里,在75 MPa的压力机下制备成直径为35 mm高为34 mm的预制块.然后把预制块进行加热,当温度达到1 300℃时进行锻造,其变形量达到70%,锻造后的相对密度为93%.锻造后的照片如图1所示.

表1 原料粉末的选取

图1 Ti-43Al-5V-4Nb合金锻造后锻饼外观
TiAl合金的纯度对改善合金的塑性有较明显的作用,特别是其氧和氮含量对其有非常重要的影响.在整个制备过程中,为了控制其氧和氮的含量,整个过程都是在高纯氩气中进行的,经测定,锻造后锻坯的氧和氮含量分别为0.17%和0.018%.
分别采用X射线衍射分析(XRD)和扫描电子显微镜分析(SEM)等对Ti-43Al-5V-4Nb进行相分析和显微组织观察.合金的拉伸性能测试在Instron4507万能试验机上进行,应变速率为6.67X10-4s-1.
2 结果及讨论
2.1 烧结后显微组织和相分析
由前期的研究得知[6],Ti粉和 Al粉在烧结过程中,当温度到达Al的熔点时,Ti和Al发生激烈的反应,放出大量的热,混合粉末依靠自身的热量,在短时间内,温度达到1 158℃,然后加热使温度达到1 300℃,经扫描电镜分析,发现烧结后的预制块存在大量的孔隙.
为了研究Ti-43Al-5V-4Nb孔隙形成的机理,分别对Ti-43Al-5V-4Nb预制块快速加热到640℃和超过Al的熔点后,靠自身的反应继续升温并继续加热,直到温度升高到1 300℃.
图2是两种不同温度下的XRD图谱.可以看出,在Al熔点以下,只有Ti和Al发生扩散反应,生成TiAl3相.由于固相下Al扩散速度明显高于Ti,因此扩散反应初期的反应生成相为单一的TiAl3相,即 Ti+Al→Ti+TiAl3+Al.由于 TiAl3相的形成,造成Ti颗粒的中心位置发生偏移[7],造成了体积膨胀,从而形成孔隙;当温度升高到Al的熔点时,Ti和Al元素之间的反应变的复杂.液态Al和Ti继续反应,此时反应机制主要为溶解-析晶.此时该反应速度很快,并且放出大量的热量.进一步促进了反应的进行.当反应进行到Al完全消耗掉时,相组成则为Ti+TiAl3+Al→Ti+TiAl3.
随着反应的的进行,形成了新相TiAl2,TiAl2相含量少且存在的时间短,Ti与TiAl2反应再生成TiAl,TiAl与Ti反应又生成了Ti3Al.此时反应为:Ti+Ti3Al→Ti3Al+TiAl+TiAl2和 Ti3Al+TiAl2+TiAl→TiAl.由于反应时间短,速度快,所以烧结结束时还有少量的Ti和TiAl3存在.此外,我们还可以看到生成物中还含有B2相.
图3是Ti-43Al-5V-4Nb预制块加热到640°C时的BSE组织.其能谱分析如表2所示:球形状的是雾化Ti颗粒;灰白色(C处)的是Al-Nb中间合金;灰褐色(B处)是Al-V中间合金;黑色(D处)是Al粉末;白色(F处)是Nb;包覆在Ti颗粒表面的是TiAl3相.TiAl3相使得Ti颗粒发生体积膨胀,而在铝颗粒原位留下空位以及TiAl3相中会产生很多细小的空位[8].
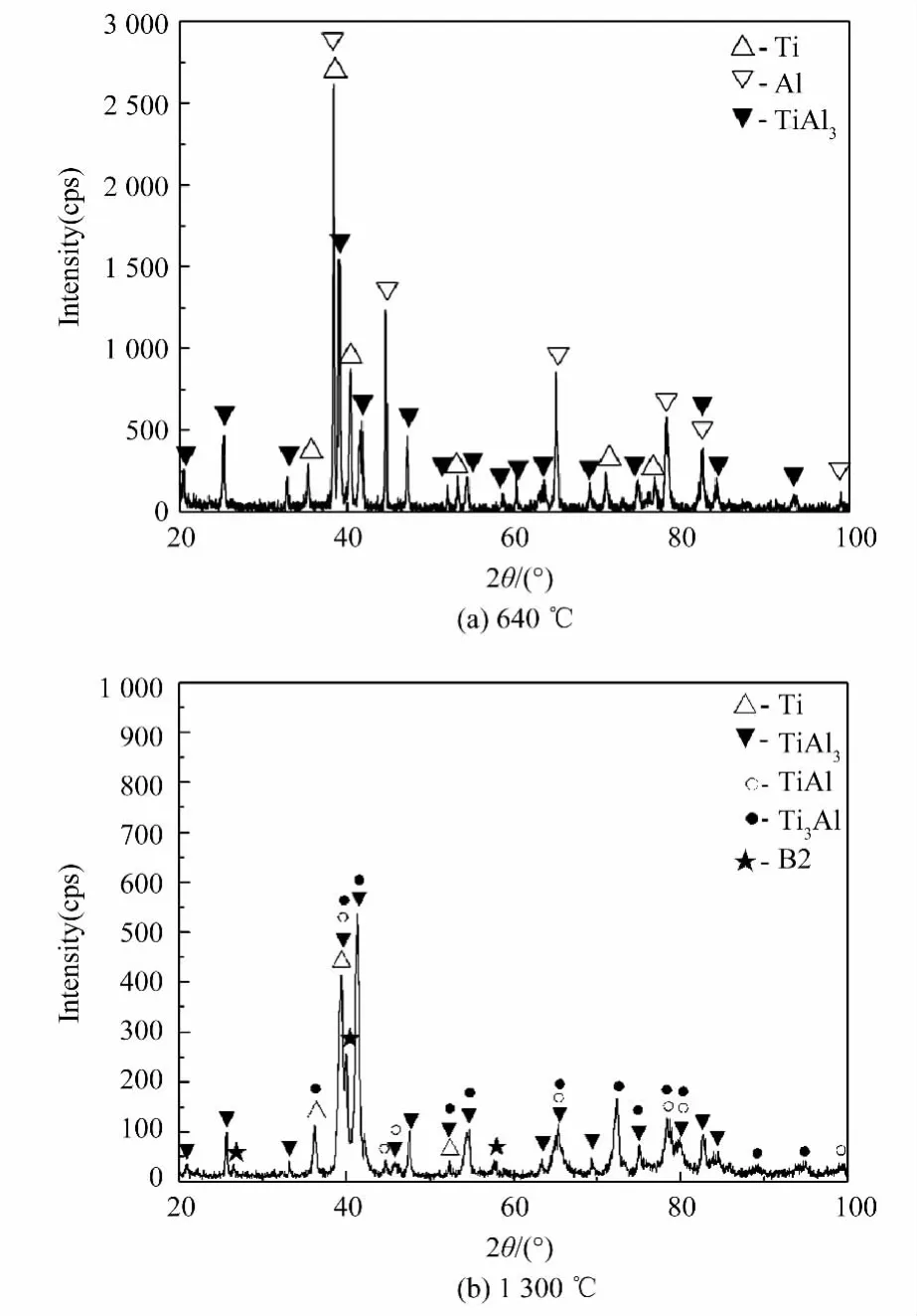
图2 Ti-43Al-5V-4Nb预制块升温后的XRD图谱

图3 Ti-43Al-5V-4Nb预制块快速加热到640℃时的BSE组织
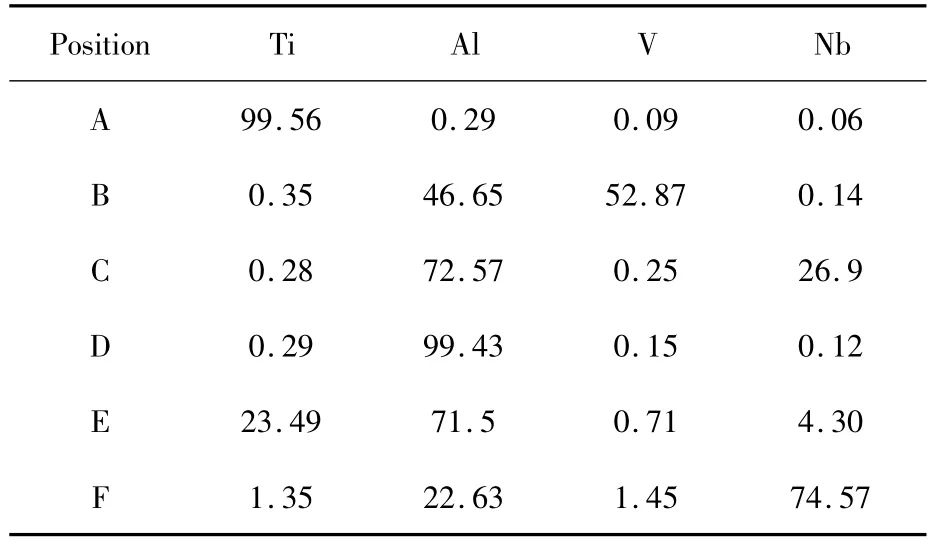
表2 图3中各位置的化学成分 (at%)
图4是Ti-43Al-5V-4Nb预制块加热到1300°C时的BSE组织.经能谱分析(见表3所示)亮灰色C处中富含V、Nb等β相稳定元素,而黑色B处的大致成分为50.07Ti、46.10Al、2.60V、1.23Nb(at%),结合XRD分析结果,认为亮灰色C处为β(B2)相,黑色B处为γ相.A处是未反应完全的Ti,而D和E处分别大量没有反应完全的Nb和V.

图4 快速烧结到1 300℃时Ti-43Al-5V-4Nb的组织

表3 图4中各位置的化学成分 (at%)
2.2 锻造后的显微组织
图5是锻造后的XRD图.从图中可以看出,锻造后,和预制块加热到1 300℃一样仍然包含TiAl、Ti3Al、B2、Ti和 TiAl3相,但 TiAl3相明显减少.
图6是锻造后的显微组织.由表4能谱分析得知,图中白色的主要是没有扩散完全的Nb.

图5 Ti-43Al-5V-4Nb锻造后的XRD图
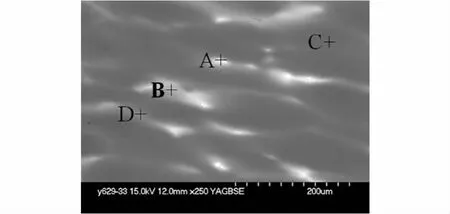
图6 锻态Ti-43Al-5V-4Nb合金的SEM组织
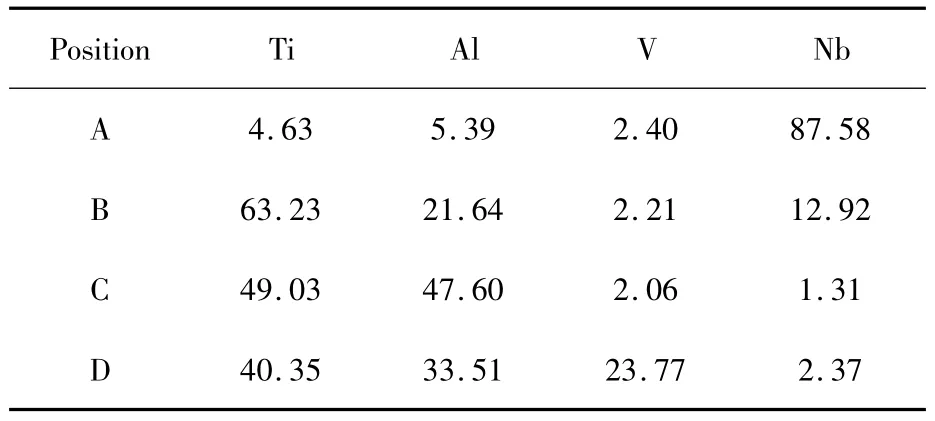
表4 图6中各位置的化学成分 (at%)
2.3 锻坯热处理的显微组织
元素粉末冶金Ti-43Al-5V-4Nb合金锻造后其孔隙得到极大的改善,但是Nb是一种难以扩散的元素,特别是在快速烧结过程中,由于时间短,所以Nb扩散的不充分.此外在TiAl合金热加工过程中,β相可以提高合金的变形能力,使其在热变形过程中减少开裂.然而,TiAl合金在高温环境下运用时,其β相大量存在,对合金的强度和蠕变性能极为不利[10-12].所以要通过热处理促使Nb的扩散和消除合金中的β相,改善合金的性能.
图7是在热处理条件为在1 300℃下保温1 h的扫描照片.由表5能谱分析得知,热处理之后在晶界处存在少量的β相,并且获得了全层片组织,晶粒大小约为 100 μm,Nb基本上完全扩散了.

图7 Ti-43Al-5V-4Nb合金热处理后的SEM组织

表5 图7中各位置的化学成分 (at%)
图8是热处理后的XRD,从图中可以看出,合金主要含TiAl和Ti3Al相,因β相太少,所以XRD图谱里显示不出来.

图8 Ti-43Al-5V-4Nb合金热处理后的XRD图
2.4 力学性能
图9为锻态和热处理后Ti-43Al-5V-4Nb合金的拉伸性能.从图中可以看出,热处理之后锻坯在不同的测试温度下的力学性能比热处理之前的锻饼性能明显提高,在室温条件下,热处理之后的屈服强度从370 MPa左右增加到480 MPa,增加了110 MPa,而延伸率从0.27%增加到0.83%;700℃和750℃下,热处理之后的屈服强度分别为580 MPa和530 MPa,而热处理之前的屈服强度分别为450 MPa和420 MPa,延伸率从热处理之前的5%和8.8%增加到12%和27%,体现了显著的增加趋势.热处理之后的力学性能明显高于热处理之前的性能,主要原因是各种元素,特别是Nb基本上完全扩散并且只存在少量的β相.

图9 不同状态Ti-43Al-5V-4Nb合金的拉伸性能
3 结论
1)采用粉末冶金锻造法制备了Ti-43Al-5V-4Nb合金,经过热处理1300℃下保温1h后,该合金具有全层片组织结构,其晶粒尺寸为80μm左右,主要由γ-TiAl和α2-Ti3Al相组成.
2)锻坯锻造后经过热处理,其力学性能得到显著的提高,在室温下其屈服强度为480MPa,延伸率为0.83%;在700℃和750℃,其屈服强度分别为580MPa和530MPa,其延伸率分别为12%和27%.
[1]APPEL F,WAGNER R.Microstructure and deformation of two-phase V-titanium aluminides[J].Mat Sci Eng:R:Reports,1998,22(5):187-268.
[2]DIMIDUK D M.Gamma titanium aluminide alloys-an assessment within the competition of aerospace structureal materials[J].Mat Sci Eng A,1999,263(2):281-288.
[3]YAMAGUCHI M,INUI H,ITO K.High-temperature structural intermetallics [J].Acta Mater,2000,48(1):307-322.
[4]张永刚,韩雅芳,陈国良,等.金属间化合物材料[M].北京:国防工业出版社,2001:1008.ZHANG Yong-gang,HAN Yan-fang,CHEN Guo-liang,et al.Structural Intermetallics[M].Beijing:National Defence of Industry Press,2001:1008.
[5]LEE T K,MOSUNOV E I,HWANG S K.Consolidation of a gamma TiAl-Mn-Mo alloy by elemental powder metallurgy[J].Mat Sci Eng A,1997(239-240):540-545.
[6]CHEN Y Y,SU Y J,KONG F T,et al.Fabrication of Ti-43Al-5V-4Nb Intermetallic Compounds by Forging Using the Blended Elemental Powders[J].Advanced Materials Research,2011,308-310:796-799.
[7]TANG Z,WANG F,Wu W.Hot-corroxion behavior of TiAl-base intermetallics in molten salts[J].Oxidation of Metals,1999,51(3):235-250.
[8]WANG GX,DAHMS M.An overview:TiAl-based alloys prepared by elemental powder metallurgy[J].Powder Metallurgy International,1992,24(4):219-225.
[9]TETSUI T.Scripta Mater.Effects of high niobium addition on the mechanical prpperties and high-temperature deformability of gamma TiAl alloy[J].Intermetallics,2002,10(3):239-245.
[10]SEO D Y,BEDDOES J,ZHAO L,et al.The influence of aging on the microstructure and creep behavior of a γ-Ti-48%Al-2%W[J].Intermetallic Mater Sci Eng A,2002(329-331):737-748.
[11]HODGE A M,HSIUNG L M,NIEH T G.Creep of nearly lamellar TiAl alloy containing W[J].Scr Mater,2004,51:411-415.
