TC4钛合金激光焊接/超塑成形组合工艺研究
2013-09-16程东海黄继华赵兴科陈树海
张 华,程东海,黄继华,赵兴科,陈树海
(1.北京科技大学材料科学与工程学院,北京 100083;2.南昌航空大学航空制造工程学院,江西南昌 330063)
钛合金是航空航天领域最重要的结构材料.钛合金“超塑成形/扩散连接”(“SPF/DB”)是一种低成本、高效益、近无余量的组合成形工艺,在航空、航天发动机和飞行器结构件制造方面具有独特的技术优势,获得了广泛的应用[1-9].但是,传统的钛合金DB/SPF组合工艺仍暴露出相当多的问题和局限性.这种局限性均源于扩散连接的固有特点(连接时间长、连接过程需较大压力、对复杂结构适应性差等).近年来国内外学者研究发展钛合金“熔焊/超塑成形”或“熔焊/扩散连接/超塑成形”组合工艺,以替代或改进现有DB/SPF工艺技术.目前,国内外所涉及的熔焊方法主要有氩弧焊、等离子弧焊、真空电子束焊、激光焊等[10-16].
很明显,要能够与超塑成形匹配形成组合工艺,所采用的焊接方法必须首先在焊接工艺特点上与超塑成形工艺相适应.激光焊接能量密度高、焊接速度大,其焊缝宽度与钛合金薄板多层结构超塑成形的要求最为吻合.而且,与电弧类焊接方法(如氩弧焊、等离子弧焊等)相比,激光焊具有热影响区窄、焊件变形小、焊缝组织细小等特点,有利于保证接头的性能和超塑性;与真空电子束焊相比,无需真空条件且适合于焊接薄板,对结构的适应性强,是最适合与超塑成形技术匹配形成“激光焊/超塑成形”或“激光焊/扩散连接/超塑成形”组合工艺的焊接方法.
本文将超塑成形(SPF)和激光焊接技术(LW)相结合,开发激光焊接/超塑成形组合工艺(LW/SPF),研究TC4钛合金激光焊板的超塑性变形行为,并采用激光叠焊/超塑成形制作四层结构模拟构件,验证其工业应用的可行性.
1 试验
试验材料为北京航空制造工程研究所提供的细晶TC4钛合金板材,厚度为0.8 mm.钛合金焊前应进行严格清理,激光焊接设备使用本研究室的Lase 4000 CO2轴流激光器,额定输出功率为4 kW,光束模式为 TEM01,透射镜聚焦,焦距f=190.5 mm.采用激光焊接获得成形良好的TC4钛合金叠焊接头.
2 结果与分析
2.1 TC4钛合金激光叠焊接头显微组织
图1(a)为接头截面组织,三维晶粒的不同取向使二维截面组织中的晶粒呈各种不同的形态.合金元素在β相区温度范围内的扩散速率是在α相区扩散速率的100倍左右,柱晶区焊缝高温停留时间长,原始β晶粒粗大,晶粒尺寸为0.3~0.8 mm,是母材晶粒尺寸的40~60倍.焊缝快速冷却过程中原始β晶粒内部发生马氏体相变,针状α'马氏体相在原始β柱状晶内部形核长大,导致焊缝形成了典形的网篮状组织.
图1(b)、(c)分别为上板焊缝和下板焊缝内部组织照片.上板焊缝内部马氏体分布更密集,这是由于上板焊缝吸收的激光能量大于下板造成的.激光能量作用越强,熔池的能量越高,其熔池搅拌作用也越强,马氏体针分布更加密集.
热影响区(HAZ)为α+β+α'组织(图2),该区域的针状马氏体比焊缝少,也更加细小.由于热影响区内各部分与熔池距离的不同,所受的影响也不同,靠近熔合线部分较之远离熔合线的区域晶粒更为粗大,针状马氏体数量多且更密集.
2.2 TC4钛合金激光叠焊板超塑性变形
TC4钛合金激光叠焊板超塑性变形后的宏观照片如图3所示.接头区域均未断裂,接头与母材交界面未脱离,接头表面未出现明显的褶皱.叠焊试样的峰值流变应力低于56 MPa,延伸率可达530%,表明TC4钛合金叠焊试样具有良好的超塑性变形能力.

图1 叠焊接头显微组织
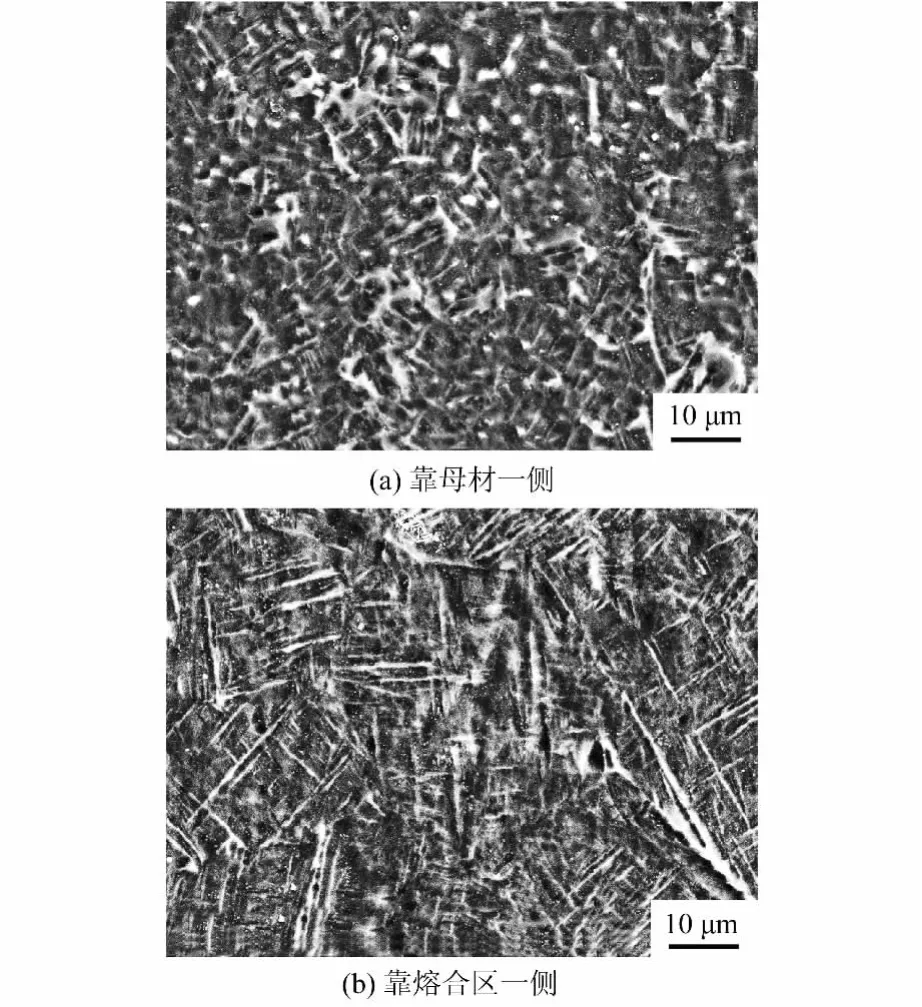
图2 焊缝热影响区(HAZ)显微组织
图4为超塑性变形温度对焊板峰值流变应力的影响曲线.随着变形温度的升高,叠焊板的流变应力减小,超塑性变形能力增加.在同一变形温度下,峰值流变应力随着初始应变速率的降低而减小.例如拉伸温度恒定900℃条件下,初始应变速率增加至10-2s-1,峰值流变应力39.75 MPa,当初始应变速率为10-3s-1时,峰值流变应力为10.5 MPa.图5为变形温度对焊板延伸率的影响。

图3 激光叠焊板超塑性变形后宏观照片

图4 变形温度对试样峰值流变应力的影响
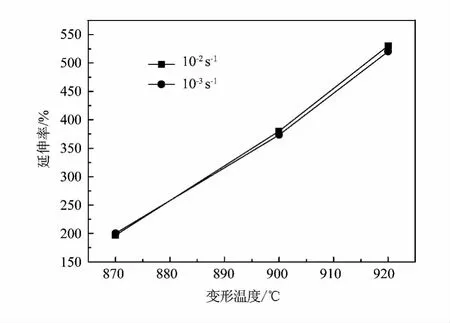
图5 变形温度对焊板延伸率的影响
由图5可知,在相同初始应变速率条件下,延伸率随温度的升高而增加明显.初始应变速率对试样的延伸率影响不是太明显.这种现象是由于接头对焊板超塑性变形颈缩与抗颈缩过程的阻碍作用引起的.
2.3 激光叠焊板超塑性变形显微组织
图6所示为900℃、10-3s-1时激光叠焊接头超塑性变形后各区域显微组织照片.
图6(a)箭头所示为拉伸方向,中间连接焊缝因承受剪切力而发生明显错位.图6(b)为未发生变形的焊缝区域显微组织,焊缝中心组织为长片状组织,说明在高温作用下,焊缝组织发生了由针状马氏体α'→α+β的一次组织转变.但由于此区域未受到应力变形的作用,因此没有发生片层组织到等轴组织的二次转变.
图6(c)为发生变形的焊缝区域显微组织,此区域的片层组织更加短小,分布也更杂乱.说明在变形应力的作用下,片层组织发生了二次转变,使得片层具有向等轴组织转变的趋势,然而由于与母材相比,焊缝发生变形所需应力更大,因此转变并不充分.
图6(d)所示在熔合区右侧为短小片层的焊缝区域,而左侧为近等轴组织的热影响区,且熔合区界限非常明显.说明焊板超塑性变形过程中,接头变形并不充分,组织转变未能达到混合状态,接头各区域仍在原始组织的区域发生转变.由图6(e)可见,热影响区组织为近似等轴组织,中间夹杂部分细小片层.
2.4 TC4激光叠焊/超塑成形模拟件研制
将激光焊接试样在真空条件下进行超塑性胀形得到四层板结构件,试样截面示意图如图7(a)所示,其中阴影部分表示焊接接头截面.激光焊接试样胀形试验的工艺参数为:变形温度920℃,气压2 MPa,胀形时间1 h,零件最终晶粒尺寸为5~7 μm.超塑成形/扩散焊接试验工艺为:温度920℃,气压2 MPa,胀形时间3 h.
图7(b)为激光焊接试样经超塑性胀形成四层结构件照片.采用激光焊/超塑成形组合工艺可制作符合使用要求的TC4钛合金四层结构件,激光焊缝处完好无裂纹.
3 结论
1)叠焊焊缝组织为粗大的柱状晶,内部为α'交织成的网篮组织,且上板焊缝中马氏体分布更密集.热影响区中存在少量细小马氏体组织,且成梯度分布.
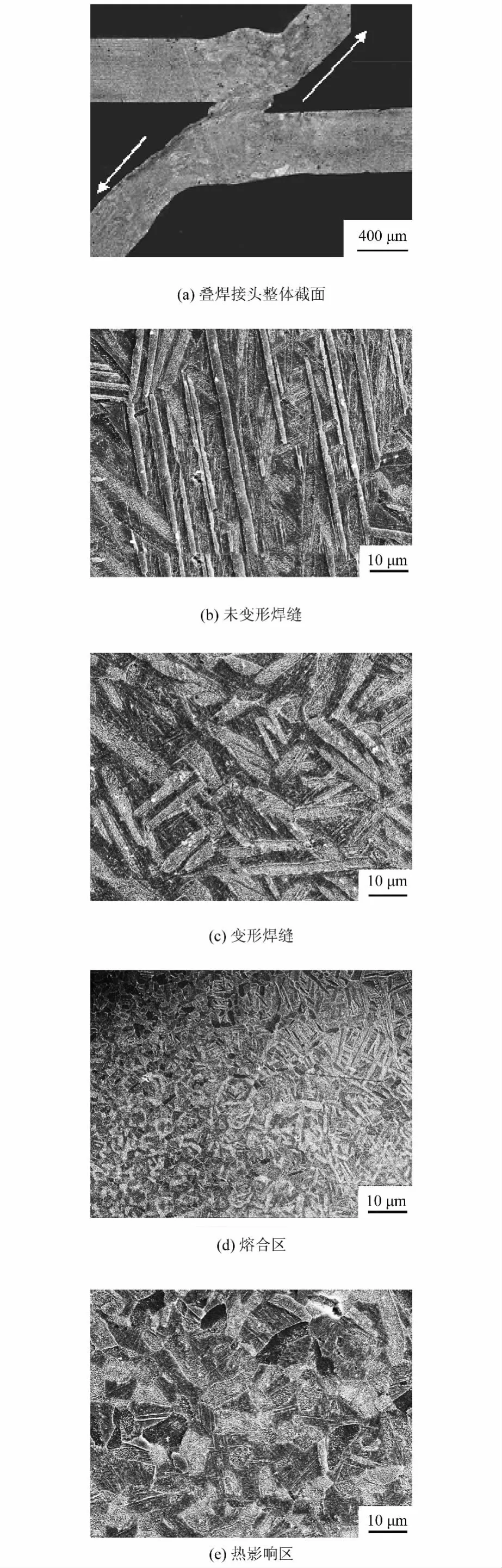
图6 超塑性变形后叠焊接头显微组织
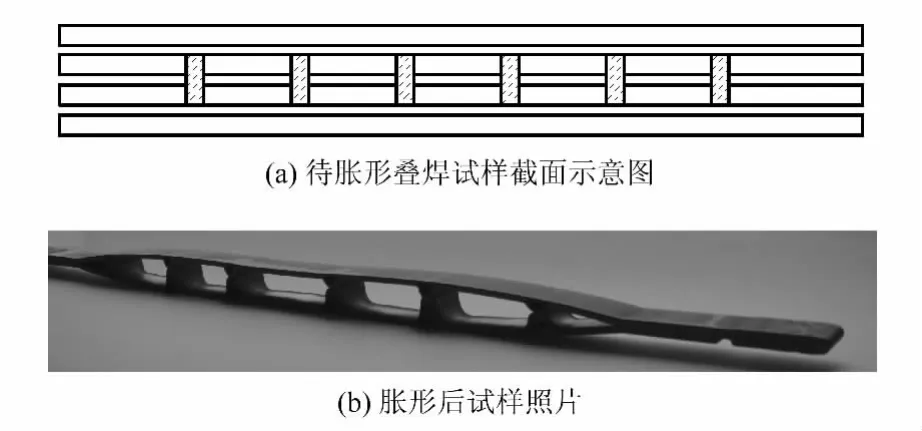
图7 四次结构模拟件LW/SPF制备
2)TC4钛合金激光叠焊板具有良好的超塑性变形能力,叠焊接头具备承受焊板超塑性变形的能力,接头区域没有发生断裂,接头与母材的界面也未出现脱离,试样在母材破坏,但试样的变形主要集中在母材.
3)激光叠焊/超塑成形组合工艺制作的四层结构件大大降低了试样在高温的停留时间,零件最终晶粒尺寸为5~7 μm,是扩散连接/超塑成形组合工艺时试样的晶粒尺寸的一半,有利于增加零件的强韧性、抗疲劳等性能,提高零件使用寿命.
[1]HAN Wen-bo,ZHANG Kai-feng,WANG Guo-feng.Superplastic forming and diffusion bonding for honeycomb structure of Ti-6Al-4V alloy[J].Journal of Materials Processing Technology,2007,183(2/3):450-454.
[2]WANG X L,ZHAO Y Q,HOU H L,et al.Effect of hydrogen content on superplasticforming/diffusion bonding of TC21 alloys[J].Journal of Alloys and Compounds,2010,503(1):151-154.
[3]XUN Y W,TAN M J.Applications of superplastic forming and diffusion bonding to hollow engine blades[J].Journal of Materials Processing Technology,2000,99(1/2/3):80-85.
[4]LEE K S,HUH H.Simulation of superplastic forming/diffusion bonding with finite-elementanalysis using the convective coordinate system[J].Journal of Materials Processing Technology,1999,89-90:92-98.
[5]韩文波,张凯锋,王国峰.Ti-6Al-4V合金多层板结构的超塑成形/扩散连接工艺研究[J].航空材料学报,2005,25(6):29-32.HAN Wen-bo,ZHANG Kai-feng,WANG Guo-feng.Superplastic forming and diffusion bonding for multi-layer structure of Ti-6Al-4V alloy[J].Journal of Aeronautical Materials,2005,25(6):29-32.
[6]李晓华,韩秀全,邵杰,等.钛合金层合梁SPF/DB制造工艺研究[J].航空制造技术,2011,16:50-53.LI Xiao-hua,HAN Xiu-quan,SHAO Jie,et al.Process research on SPF/DB for titanium alloy laminated beam[J].Aeronautical Manufacturing Technology,2011,16:50-53.
[7]薛晓波,陈明和.基于SPF/DB工艺的某翼类构件内部结构优化分析[J].南京航空航天大学学报,2012(S1):128-131.XUE Xiao-bo,CHEN Ming-he.Optimization of internal structure for aerofoil part manufactured by SPF/DB[J].Journal of Nanjing University of Aeronautics and Astronautics,2012(S1):128-131.
[8]韩秀全,李晓华,白雪飘.钛合金两层大型构件SPF/DB关键技术问题及质量控制[J].塑性工程学报,2012,19(4):12-15.HAN Xiu-quan,LI Xiao-hua,BAI Xue-piao.The key technical problems and quality control of titanium alloy two-layer large component SPF/DB[J].Journal of Plasticity Engineering,2012,19(4):12-15.
[9]盖鹏涛,吴为,王飞,等.Ti6Al4V钛合金LBW/SPF/DB夹层结构微观组织研究[J].航空制造技术,2011,16:126-129 GAI Peng-tao,WU Wei,WANG Fei,et al.Research on microstructure of Ti6Al4V alloy sandwich structure made by LBW/SPF/DB process[J].Aeronautical Manufacturing Technology,2011,16:126-129.
[10]RAMULU M,EDWARDS P D,SANDERS D G,et al.Tensile properties of friction stir welded and friction stir welded-superplastically formed Ti-6Al-4V butt joints[J].Materials and Design,2010,31(6):3056-3061.
[11]KRUGLOV A A,ENIKEEV F U,LUTFULLIN R Y.Superplastic forming of a spherical shell out a welded envelope[J].Materials Science and Engineering A,2002,323(1/2):416-426.
[12]程东海,黄继华,陈益平,等.钛合金激光焊接接头超塑变形组织演变表征[J].稀有金属材料与工程,2012,41(2):368-371.CHENG Dong-hai,HUANG Ji-hua,CHEN Yi-ping,et al.Microstructure evolution characterization of weld joints by laser welding for superplastic deformation of titanium alloy[J].Rare Metal Materials and Engineering,2012,41(2):368-371.
[13]QU F S,Lu Z,XING F,et al.Study on laser beam welding/superplastic forming technology of multisheet cylinder sandwich structure for Inconel718 superalloy with ultra-fine grains[J].Materials and Design,2012,39:151-161.
[14]CHEN S H,HUANG J H,CHENG D H,et al.Superplastic deformation mechanism and mechanical behavior of a laser-welded Ti-6Al-4V alloy joint[J].Materials Science and Engineering A,2012,541:110-119.
[15]HUANG J C,SHEN Y D,HO N J.Characterization of electron beam welding of superplastic 8090 Al-Li alloys[J].Materials Science and Technology,1994,10(7):647-658.
[16]王刚,张凯锋.Ti-6Al-4V等离子弧焊对接板超塑胀形特性研究[J].材料科学与工艺,2003,11(2):155-158 WANG Gang,ZHANG Kai-feng.Study on superplastic bulging capabilities of Ti-6Al-4V plasma arc welding butt welded plate[J].Material Science and Technology,2003,11(2):155-158.
