六面体蓝宝石磨料冲击加工声学系统研制
2013-09-15腾志君
腾志君
(浙江正泰电器股份有限公司 零部件制造部,浙江 温州 325603)
0 引 言
蓝宝石主要成分是氧化铝,属刚玉族矿物,莫氏硬度是9,具有温度系数小、介电常数大、无滞后、高灵敏、高可靠、硬而透明等独特优点,属于硬脆材料。由于其良好的化学特性和物理特性,是第三代光电半导体氮化镓晶体生长的常用衬底材料[1-2],被广泛用于各类电子和机械元件。硬脆材料具有高硬度和易断裂等特点,致使蓝宝石的加工变得困难,现有加工硬脆材料的技术主要是磨料切割加工、研磨抛光、磨料冲击加工、高能束流加工、电加工、超声旋转加工、复合加工、化学腐蚀加工等[3],与金属材料不同,蓝宝石表面完整性受到加工技术的影响,易产生裂痕,造成断裂,成品率低。
针对蓝宝石难加工的特点,本研究采用磨料冲击加工方法加工蓝宝石,分析和设计加工装置中的声学系统,并进行测试和试样加工。
1 磨料冲击加工原理
磨料冲击加工具有一般切削加工所没有的特点,能对硬质合金、石英、陶瓷、玻璃、金刚石、水晶和蓝宝石等硬脆材料进行加工。磨料冲击加工不仅可以大大提高加工速度,也可以使工件获得很高的精度和很低的表面粗糙度,所以本研究采用磨料冲击加工方法加工蓝宝石。
磨料冲击加工是利用工具头端面做超声振动,通过磨料悬浮液加工工件材料的一种成形加工方法。在加工过程中,超声波发生器产生高频电信号,换能器把电信号转换成机械振动,再经过变幅杆放大后传递到工具头的末端,磨料将在超声振动作用下,以很大的速度不断冲击打磨被加工工件表面,在被加工工件表面上形成很大的局部压强,当超过材料的强度极限时,材料将发生破坏,成为粉末被击打下来,加工原理如图1所示。
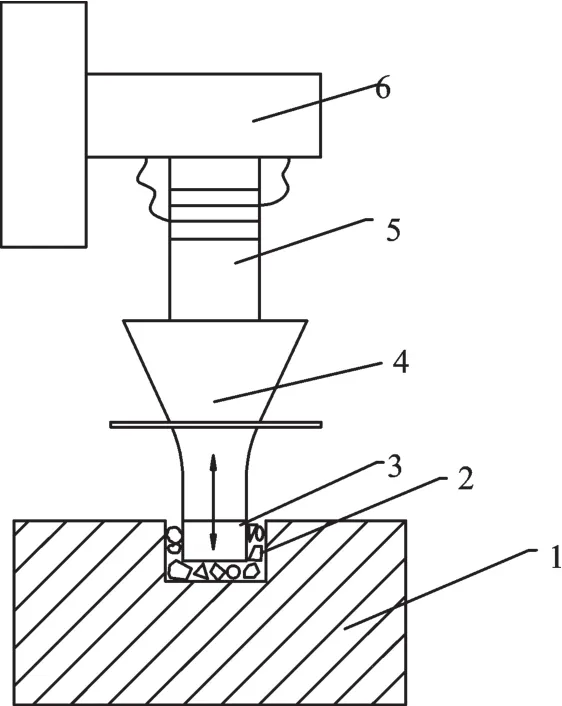
图1 磨料冲击加工原理图
冲击加工中磨料颗粒的形状是不规则的,因此为了简化问题,本研究选用球形、圆柱形、楔形和圆锥形作为计算机数值模拟的颗粒形状,这样避免了只用单一形状的粒子做分析带来的影响。磨粒以80#粒度为标准,材料为碳化硅,密度为19 000 kg/m3,泊松比为0.3,弹性模量为2×1012Pa;工件材料为钢化玻璃,其弹性模量为55 GPa,剪切模量为1.96 GPa,密度为25 000 kg/m3,泊松比为0.25,抗拉强度80 MPa,抗压强度为800 MPa。磨料粒子不是受力分析的重点对象,其受力变形可忽略,所以本研究采用自由网格划分。其有限元模型如图2所示。
LS-DYNA[4-5]分析结果如图3所示,工件受到撞击后,会立刻产生一个压缩应力波,向工件背面传播[6]。撞击初始,接触面的压应力迅速增大,材料开始产生变形,当应力大于其压缩强度后,接触面开始破碎,产生的裂纹沿撞击方向扩展。
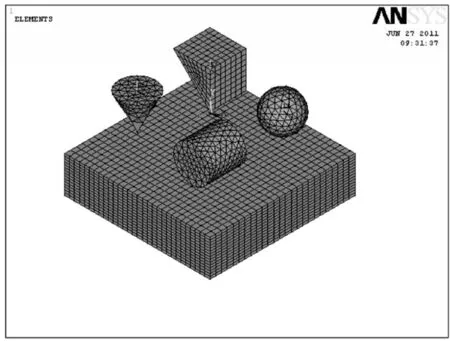
图2 磨料冲击加工有限元模型

图3 应力云图
2 声学系统
2.1 换能器
换能器的作用是将超声波发生器产生的超声频电振荡信号转换为超声频机械振动,它是超声设备的关键部件之一[7-8]。夹心式压电换能器是超声加工常用的一种形式,它由钢质反射罩、铝合金声头和锆钛酸铅材料制成的压电陶瓷片等3部分组成,压电换能器简图如图4所示。

图4 压电换能器简图
当节点位置在换能器4个压电陶瓷片中间时,忽略损耗,电抗为零及空载时,换能器的谐振频率公式为:

式中:θ0=ωl0/C0,θ2=ωl2/C2,m1=m2=S1ρ1C1/S0ρ0C0,Si—各段截面积。
本研究采用谐振频率f=20 kHz的压电换能器,压电陶瓷选择PZT-8型,直径Φ50 mm,中心孔Φ17 mm,厚度6 mm,4片,K33=0.64,ρ0=7.6 g/cm3,C0=3.1×106mm/s;声头和反射罩均采用铝合金,直径Φ50 mm,ρ1=ρ2=2.7 g/cm3,C1=C2=5.1 mm/s;电极选取薄电极片,厚为0.3 mm的磷青铜。
近似计算l2的长度,l2+l0/2=λ/4(λ为波长),l0=4×6=24 mm,λ=C2/f=5.1×106/20×103=255 mm,计算可得l2=51.7 mm。由公式(1)可计算θ1=0.67,反射罩的长度l1=C1θ1/ω=27.2 mm。
以上换能器基本尺寸计算是在理想条件下进行的,换能器由多种材料复合而成,由于材料成分,杂质和加工精度等因素的影响,谐振频率会产生差异,需要修正。
2.2 变幅杆
变幅杆又称变速杆或聚能器,有两个主要作用:聚能作用;有效地向负载传输。它是声学系统中的关键部件之一。变幅杆的种类很多,目前应用比较多的有圆锥形型、指数型、阶梯型和悬链型变幅杆,本研究以阶梯型变幅杆为例进行设计。
在简谐振动情况下,变截面杆的振动方程为:

式中:K—圆波数,K=ω/c;c—纵波在细棒中的传播速度;A—杆的横截面积函数;ε—质点位移函数。
阶梯型变幅杆的结构简图如图5所示,由式(2)可计算得:


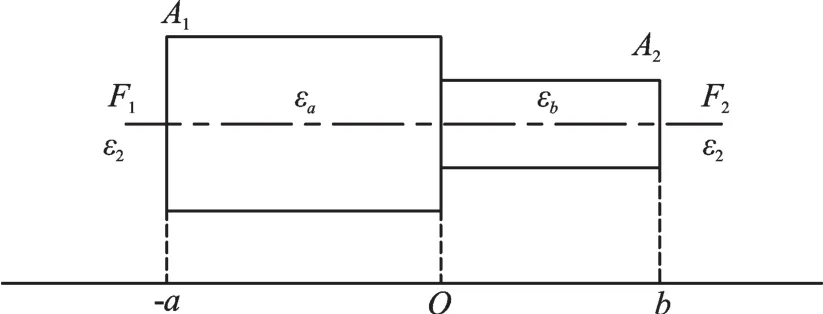
图5 阶梯型变幅杆结构简图
由边界条件εb|x=b=-ε2,A2E(∂εb/∂x)|x=b=-F2可得:
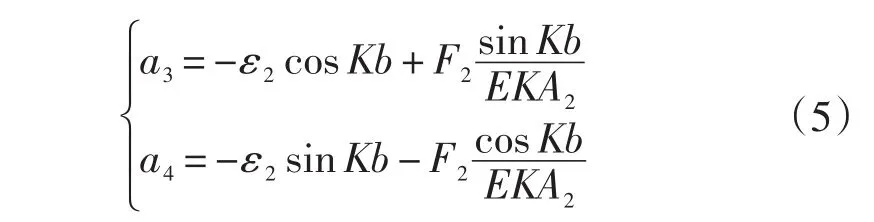
因此质点位移为:
式中:ZL—负载力阻抗。
当b=a=λ/4时,位移节点x0=0,在x=0的截面处,由于截面跃变,情况比较复杂。如果截面积比不太大,则可近似认为力是连续的,有A1E(∂εa/∂x)|x=0=A2E(∂εb/∂x)|x=0,代入式(6)得到放大系数Mp=A1/A2。
变幅杆的工作频率为20 kHz,材料为CT4,截面为圆截面,D1=55mm,D2=31mm。其共振长度λ=c/f=5.169×106/2×104×258.45mm,采用最常用情况:a=b=λ/4=64.612 5mm,Mp=A1/A2=3.24,由于加工精度以及螺纹孔等因素的影响,谐振频率将产生偏差,在截面突变处采用圆弧过渡,在振动位移为零处加工法兰盘等。
研制和生产厂家对换能器和变幅杆谐振频率的修正基本上还停留在“装配—测试—拆卸—修正变幅杆—装配—测试—拆卸……”的原始方法,压电换能器和变幅杆谐振频率数控修正方法是利用在线检测系统与数控系统实时加工结合在一起,可以精确、实时、快速、方便地修正谐振频率。
2.3 工具头
在磨料冲击加工中,工具头的尺寸与形状根据产品形状而制定,六面体蓝宝石横截面为正六边形,因此设计了六棱柱工具头。工具头既加工工件,又放大振幅,根据变幅杆设计原理来设计阶梯型六棱柱工具头,其材质为40 Cr。由于工具头大端横截面尺寸较大,横向振动不能忽略[9],工具头简谐振动由纵向振动和横向振动耦合而成。
3 有限元分析
本研究采用CAE有限元分析软件ANSYS 10.0对前述理论设计结果进行模态分析[10-11]。模态分析是用来确定结构振动特性的一种技术,可以确定谐振频率和振型,即在特定方向上某个振型在多大程度上参与了振动。
笔者依照设计参数建立变幅杆有限元模型,进行有限元分析,变幅杆与工具头连接后的有限元分析结果如图6所示,其谐振频率为19.983 kHz,与理想谐振频率相差0.017 kHz,二者非常接近,振幅放大倍数Mp约为5.2,变幅杆法兰处位移最小几乎为零,位移在工具头末端被放大,工具头大端端面附近,分布着不均匀的横向位移,靠近端面的横截面不再是平面,这是横向振动作用的结果,与理论分析一致。有限元分析与理想效果非常接近,符合设计要求。
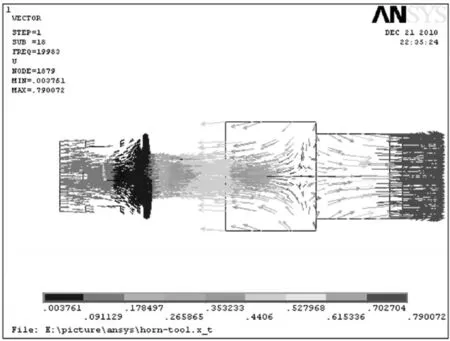
图6 变幅杆-工具头位移流线图
4 测试与加工实验
根据理论设计参数制造磨料冲击加工声学系统,本研究采用美国安捷伦公司生产的HP4294A阻抗分析仪对磨料冲击加工声学系统进行测量。磨料冲击加工装置中的声学系统用阻抗分析仪对声学系统进行测量的结果如图7所示,其谐振频率为19.980 548 kHz,与理想谐振频率20 kHz,只有1%的偏差,阻抗为79.628 1 Ω。测试结果表明,所设计的声学系统是实用可靠的。

图7 声学系统的测量
本研究根据有限元分析结果和测试结果,进行了加工试验。试验条件:UM-160型超声加工机床,碳化硼磨料,粒度280#,水和碳化硼混合在一起作为磨料悬浮液,磨料浓度1∶10(磨料∶水)。声学系统工作频率为19.975 kHz,工具振幅为21 μm,消耗电功率为630 W,试件材料为蓝宝石,试件数为20个,加工精度达到0.008 mm~0.01 mm,加工零件没有崩边和缺口。所选的工艺参数并不一定是最佳的,可行的方法是根据大量实验数据通过正交实验来确定其加工参数,有待于以后的进一步研究。
5 结束语
(1)笔者研究了蓝宝石磨料冲击加工方法,对声学系统中各部件进行了理论分析和计算,根据理论计算参数设计了20 kHz换能器、阶梯型变幅杆和工具头,并用有限元分析软件进行模态分析,由于单元类型、网格划分和螺纹孔等因素影响,致使分析结果与理想谐振频率存在偏差,但满足设计要求。
(2)本研究根据设计参数制造了换能器、变幅杆和工具头,并装配到一起,利用HP4294A阻抗分析仪对声学系统进行测试。研究结果表明,声学系统满足使用要求;将制造好的声学系统安装到机床上进行试样加工,可以提高产品加工精度,降低表面粗糙度。
(3)本研究所研制的蓝宝石磨料冲击加工声学系统可以提高成品率,改善产品表面质量,推动现有加工技术发展。
(References):
[1]张克华.基于半固着磨具的蓝宝石延性域加工基础研究[D].杭州:浙江工业大学机械工程学院,2009:2-17.
[2]白 帆.蓝宝石材料的激光微加工及其应用研究[D].武汉:武汉理工大学材料科学与工程学院,2010:1-5.
[3]张云电,张 宇,严 明,等.硬脆材料加工技术[M].北京:科学出版社,2011.
[4]何 涛,杨 竞,金 鑫.ANSYS10.0/LS-DYNA非线性有限元分析实例指导教程[M].北京:机械工业出版社,2007.
[5]尚晓江,苏建宇,王华锋.ANSYS LS-DYNA动力分析方法与工程实例[M].2版.北京:中国水利水电出版社,2008.
[6]刘 垚,王时英,轧 刚.超声波加工机理的有限元数值分析[J].制造技术与机床,2008(9):104-106.
[7]张云电.超声加工及其应用[M].北京:国防工业出版社,1995.
[8]张云电.夹心式压电换能器及其应用[M].北京:科学出版社,2006:133-203.
[9]林书玉,张福成.大尺寸矩形截面复合变幅杆的研究[J].应用声学,1992,5(5):34-38.
[10]万德安.超声变幅杆的模态分析[J].机械与电子,2004(4):10-11.
[11]高耀东.ANSYS机械工程应用精华30例[M].北京:电子工业出版社,2010.
