紫铜防爆锤椭圆锥孔数控加工方法的研究
2013-09-13邱义臻唐友亮
邱义臻,唐友亮
(江苏省宿迁学院 机电工程系,江苏 宿迁 223800)
0 引言
紫铜防爆锤在易燃易爆环境中能有效防止因相互摩擦、撞击迸发火星而引起的爆炸事故,确保企事业单位人身、财产安全。广泛应用于石油、化工、军工、电子、采气、铁路等行业。
紫铜防爆锤由两部分组成,锤头和锤柄,锤头采用紫铜合金,锤柄采用木柄、纤维柄或塑料柄。为了防止锤头与锤柄出现脱离现象,减少锤头因开孔而降低锤头与锤柄连接处强度,锤头与锤柄采用具有自锁性能的椭圆锥孔连接。经过对紫铜防爆锤零件的材质与异形椭圆锥孔结构进行分析,如何有效地加工紫铜防爆锤椭圆锥孔,保证锤头与锤柄连接牢固可靠,是紫铜防爆锤生产过程的工艺技术难点。
1 紫铜防爆锤的椭圆锥孔及加工工艺分析
图1所示为紫铜防爆锤头的零件简图,对于多规格的紫铜防爆锤头,现以直径为Φ80 mm为例进行分析,紫铜防爆锤头呈圆柱体,长201mm,为了防止锤头与锤柄出现脱离现象,减少锤头因开孔而降低锤头与锤柄连接处强度,锤头与锤柄采用具有自锁性能的椭圆锥孔连接。紫铜防爆锤的椭圆锥孔的长轴沿圆柱体长度方向,椭圆锥孔面的的函数方程为椭圆锥孔长轴大小端长度差48.2-39.1=9.1mm,椭圆锥孔短轴大小端长度差32.5-29.1=3.4mm。
1.1 紫铜材料的加工性能分析
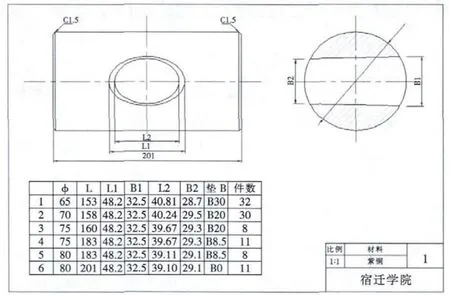
图1 紫铜防爆锤头零件简图
紫铜是含铜量在99.50%以上的工业纯铜,表面氧化后生成氧化铜薄膜,呈紫红色,故一般称工业纯铜为紫铜(有时也依其颜色称之为红铜)。由于紫铜材料组织致密,韧性高,易加工成复杂形状[1],因而应用较为广泛。紫铜是一种塑性很大(δ≥40%~50%)的纯金属材料,难于加工[2],特别是在孔类零件(特别是加工厚度超过50mm)加工时,由于其塑性变形大,刀屑接触的长度较长,断屑性能差,粘刀严重,出现切屑堵塞、排屑不畅,不仅会降低工件表面的光洁程度,还会折断刀头,损害刀具。
1.2 紫铜防爆锤的椭圆锥孔及加工工艺分析
具有椭圆锥孔的紫铜防爆锤是一类外形不规则的异形件,椭圆锥孔大都采用靠模法加工,但靠模装置较复杂,靠模本身也是一个椭圆的包络面,没有特殊设备,要制造一定精度的靠模是困难的。特别是在多品种小批生产时,采用靠模法加工既不经济,加工精度又不高。本文介绍一种简单的椭圆孔加工方法[3]。利用数控加工中心工序集中的特点,采取合理的工艺措施,一次或二次装夹可以完成多道工序或全部的加工内容,则其效率较高[4]。
根据紫铜防爆锤加工表面的形状、技术要求和紫铜材料的加工工艺性,拟定加工椭圆锥孔的加工方法和加工方案为:下料→车两端面、倒角→铣平面→钻两个孔→铣削余量,利用立铣刀分层铣削椭圆最后形成椭圆锥孔。
利用立铣刀分层铣削椭圆最后形成椭圆锥孔,分层铣削椭圆的层数应根据铣削深度、表面加工质量设置。由于紫铜防爆锤椭圆锥孔的表面加工精度要求不高,分层铣削椭圆的层数为四层,如图2所示。为了编程清楚、方便,特绘制椭圆锥孔程序框图如图3所示。根据以上分析,编制分层铣削椭圆最后形成椭圆锥孔加工具体程序(略)。

图2 分层铣削形成椭圆锥孔示意图
采用数控加工中心加工紫铜防爆锤椭圆锥孔,程序编写简单,零件安装调整方便,加工质量稳定,生产效率较高。而且当零件尺寸发生变化时,只需调整少许参数就可重用,极大的方便了多尺寸紫铜防爆锤的生产加工。
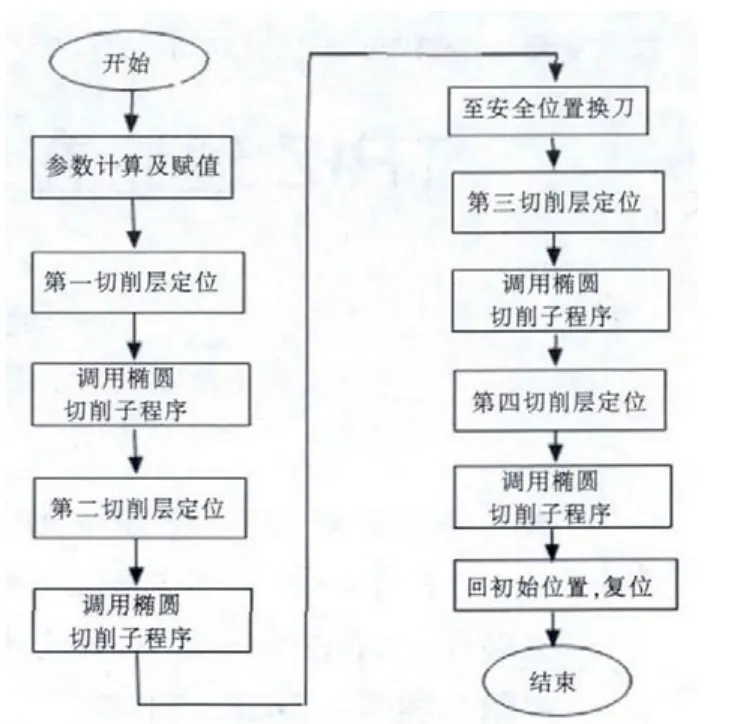
图3 椭圆锥孔程序框图
2 结束语
紫铜防爆锤的锤头与锤柄采用具有自锁性能的椭圆锥孔连接。通过对紫铜材料的加工工艺性分析,异形椭圆锥孔加工方法及加工方案的比较,在加工中心利用立铣刀分层铣削椭圆最后形成椭圆锥孔,方法切实可行,满足加工要求。
[1]邓奕,彭浩舸,等.薄片紫铜电极的数控加工工艺[J].工具技术,2004,9.
[2]韩荣第,蔄靖宇,韩滨.紫铜小孔振动攻丝扭矩的试验研究[J].制造技术与机床,2003,12.
[3]陈志军.椭圆孔的加工[J].现代制造工程,1985,10.
[4]雒钰花.基于CTW320TB的异形面锥度切割[J].新技术新工艺,2010,7.
