连续退火机组塔式活套储存量及其高度的计算
2013-09-13供稿朱爱辉代秀芝吕爽刘明炜ZHUAihuiDAIXiuzhiLYUShuangLIUMingwei
供稿|朱爱辉,代秀芝,吕爽,刘明炜/ZHU Ai-hui, DAI Xiu-zhi, LYU Shuang, LIU Ming-wei
内容导读
活套是连续生产机组不可缺少的重要设备,活套储存量的计算是否正确,影响到机组的长度及生产节奏,同时也影响到活套塔的有效高度,间接影响厂房高度.文章以某冷轧厂连续退火机组为例,分析了塔式活套储存量及活套塔高度的计算.
某冷轧厂连续退火机组入、出口活套及检查活套均采用塔式活套,机组基本参数见表 1,工艺布置简图如图 1 所示.
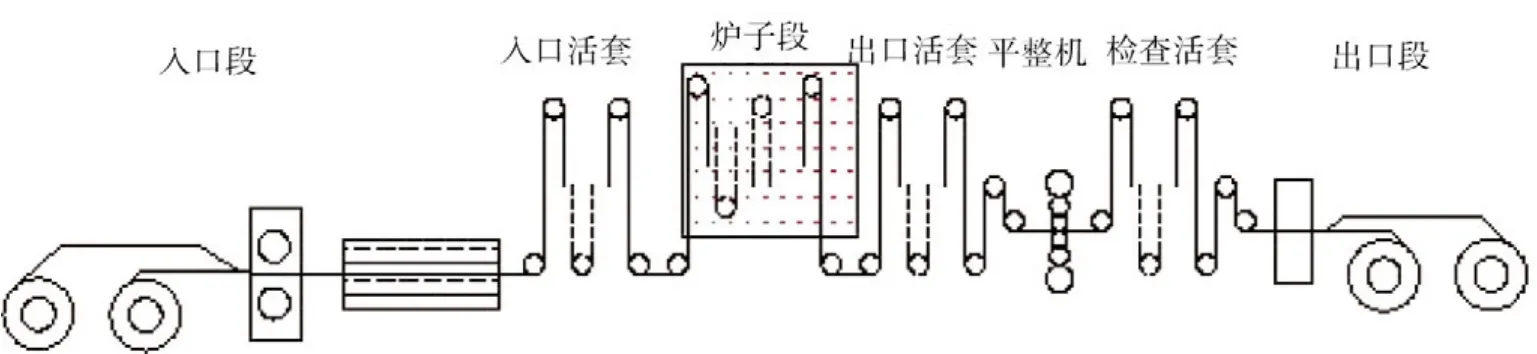
图 1 连续退火机组工艺布置简图
活套储存量及活套塔高度的计算
入口活套布置在入口段与工艺段 (即炉子段) 之间,正常生产过程中,处于充满状态.图 2 所示为入口活套的运行周期,要保证带钢的的连续生产,入口活套的带钢储存量至少应等于入口段带钢焊接停机时间内,工艺段以最高速度运行所需的带钢长度,即放套区面积 A 至少等于充套区面积 B.
由于带钢在开卷机处的加减速时间 tA远小于带钢焊接停机时间 tE,为简化计算,忽略不计.设入口活套需储存带钢长度为 LREO1,活套流数为n,活套塔有效高度为 h1,则有:

将表 1 中的相关数值代入 (1)、(2) 公式,可得:


图 2 入口活套运行周期

表 1 连续退火炉机组基本参数表
活套的长度组成因素如图 3 所示,除了以上必要的储存量以外,还包括活套车的制动距离,以及其与两个缓冲器之间的安全距离,即:

当机组以最大工艺速度运行时,入口活套最大放套速度即为最大工艺速度,即 v′e= vp,因此活套车最大放套速度为:ve= vp/n
当入口活套以最大速度充套时,机组仍以最大工艺速度运行,因此,最大充套速度为:因此,活套车最大充套速度为:
活套车加速度 a 取 1 m/s2,急停制动时间 t 取 8 s ,间距 x1、x2均取 1 m,则有:

将相关数值代入公式 (3),可得:

由此可求得入口活套塔的总高度:

出口活套布置在工艺段与平整机之间,正常生产过程中,处于空套状态.图 4 所示为其运行周期,要保证带钢连续生产,出口活套的带钢储存量需满足出口部分钢卷卸卷周期、切边剪、月牙剪、去毛刺机、平整工序所引起的加、降速操作.即出口活套的带钢储存量至少等于出口段进行加、减速及平整机换辊过程中,工艺段以最高速度运行的带钢长度,放套区 C 与充套区 D 的面积相等.
忽略不计tB,设出口活套需存储带钢长度为 LREQ2,活套塔有效高度为 h2,则有:

将相关数值代入 (4)、(5) 公式,可得:

同理,图 3 也适合出口活套塔的高度计算.设活套车放套速度为ve,充套速度为vf,活套车加速度 a 取 1 m/s2,急停制动时间 t 取 8 s,间距 x1、x2均取 1 m,则有:

将相关数值代入公式 (3),不难求出出口活套的长度及活套塔总高度:


图 3 活套的长度组成因素

图 4 出口活套运行周期
检查活套位于平整机与出口段之间,其运行周期如图 5 所示,正常生产过程中,检查活套处于空套状态.要保证带钢的连续生产,检查活套的带钢存储存量至少应等于出口段带钢进行切边剪宽度调整等操作时间内,平整机以最小速度运行所需的带钢长度,即充套区面积 E 等于放套区面积 F.
忽略不计加减速时间 tC,设检查活套需存储带钢长度为 LREQ3,活套塔有效高度为 h3,则有:

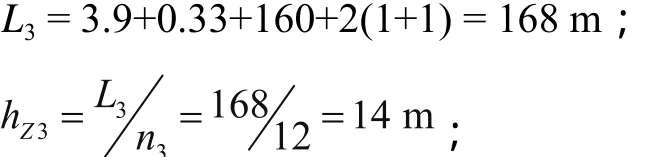
将表 1 中的切边剪宽度调整等操作引起的最大停机时间、平整机最小运行速度、检查活套流数代入 (6)、(7) 公式,可得:

由检查活套运行周期不难理解,检查活套最大充套速度 vf即为 vspm,最大放套速度 ve等于vh-vspm,则有:
将相关数值代入公式 (3),可求得检查活套的长度及活套塔总高度:
由活套储存量及相应活套塔高度的计算过程来看,前提是假设放套区与充套区的面积相等,在实际工程计算中,一般会考虑些余量,即充套区面积略大于放套区面积,故活套储存量的理论计算结果均小于活套的实际储存量.
结束语
目前,连续退火机组正在由全盘引进逐步向自主集成转变,为更好地消化吸收先进工艺及设备技术,有必要结合实际生产情况,对现有机组某些重要参数进行分析总结.本文就此并结合某连续退火机组活套参数,对活套储存量及高度的计算过程进行了分析,旨在为连续生产活套储存量及高度计算提供理依据.