汽车用合金化镀锌44400MMPPaa级高强IIFF钢的研发
2013-10-12张成伟,周宏伟,田玉伟
440MPa 级高强 IF 钢合金化镀锌产品是目前应用在汽车车身上最高强度级别的 IF 钢,不仅具有较高的强度、良好的深冲性能,并且具有合金化镀锌产品的优点,焊接性、涂装性优良[1]。
本钢 2009 年开始研发汽车用合金化镀锌 440 MPa级高强 IF 钢,在本钢浦项 1# 热镀锌线生产,为满足 440 MPa 级高强 IF 钢的强度和成形性能要求,根据固溶强化、晶粒细化及析出强化机制进行成分、工艺的设计和控制,现已形成工业化生产,产品具有优良的力学性能、成形性能、表面质量良好,应用于轿车的横梁、纵梁等要求深冲性能的高强结构件。
关键工艺设计及控制
强化机制及成分设计
采用 IF 钢为基体,C、N 含量尽量降低,对提高塑性应变比 r 值有利。微合金元素 Nb、Ti 含量对 IF 钢的性能有至关重要的影响[2],合理的添加量可提高产品的成形性能。
高强度 IF 钢主要通过在 IF 钢中添加 P、Mn、Si 等固溶强化元素来提高强度,同时根据不同的成分及工艺设计,其他强化机制也起到了重要的作用。P、Mn、Si 是常用的固溶强化元素[3];由于 P 是一种价格便宜而且强化能力大的元素,要求深冲性的高强度钢板都离不开 P。但在 IF 钢中添加 P 必须考虑冷加工脆性问题,通常需加入微量 B 来解决。Si 的强化能力仅次于 P,但其含量高会影响镀层的附着性和表面质量,故镀锌板一般不用 Si 作强化元素。Mn 提高同样的强度所需的添加量较大,Mn 含量过高,会使延伸率和 r 值急剧下降,而且会影响镀锌产品的表面质量,但是用 Mn 强化的 IF 钢对冷加工脆性较不敏感。因此高强 IF 钢热镀锌板中一般采用 P、Mn 复合添加的方式。
同时合金元素 Nb、Ti 的加入对基体晶粒有细化作用,Nb、Ti 与 C、N 的化合物产生析出强化作用[4],这两方面因素都对高强 IF 钢强度的提高有一定作用。
另外研究表明[5],超低碳钢中添加少量 Cr 可使屈服点降低,抗拉强度提高,降低钢板的屈强比,有利于冲压成形。
根据以上的强化机制,本钢种成分设计思路为采用 Nb-Ti-IF钢,P、Mn 作为主要强化元素,适当添加少量 Cr 及微量 B。其中主要强化元素 P 含量按0.08%~0.10% 控制,Mn 含量按1.10%~1.30% 控制。
热连轧关键工艺及控制
◆ 加热温度
综合考虑对性能和表面质量各种影响因素,加热温度按不高于 1210℃ 控制。
◆ 终轧温度和卷取温度
终轧温度略高于 Ar3(铁碳相图中,冷却时奥氏体开始析出游离铁素体的温度) 和终轧后立即快速冷却,可以使热轧钢板中获得均匀的晶粒,对冷轧退火后形成有利织构有好处。综合考虑,终轧温度按高于 875℃ 控制。
卷取温度的高低,直接影响到第二相质点的析出和析出物的形态、大小、分布,卷取温度越高越有利于第二相质点的析出和晶粒粗化,有利于IF钢深冲性能的提高,但高温卷取使热轧板晶粒较粗大,对产品强度产生影响,而且会影响产品的表面质量。综合考虑,卷取温度按 660~690℃ 控制。
冷轧压下率
高的冷轧压下率对提高 r 值有利。因本钢种强度较高,考虑到轧机能力和板形等方面因素,冷轧压下率实际按 70% 左右控制。
连续退火温度
随着退火温度的提高,r 值增大,但高温退火会造成晶粒长大,不利于细晶强化效果。
通过模拟实验,以获得连续退火工艺与产品最终性能的最佳匹配。根据实验室试验及工业试验结果,考虑到生产成本及对强度和冲压性能的要求,确定退火温度按 790~810℃ 控制。
组织和性能
金相组织
金相组织为均匀的铁素体,平均晶粒直径11~18 μm,晶粒度 8.5~9.5 级。图1 为典型的金相组织照片。
晶粒度比普通 IF 钢产品高 1~2 级,可起到一定的细晶强化效果。
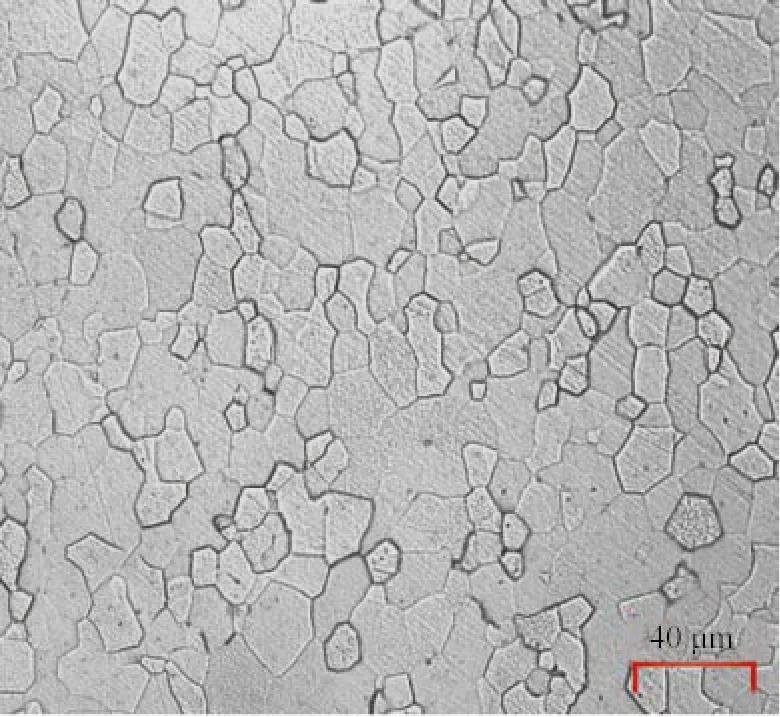
图1 金相组织
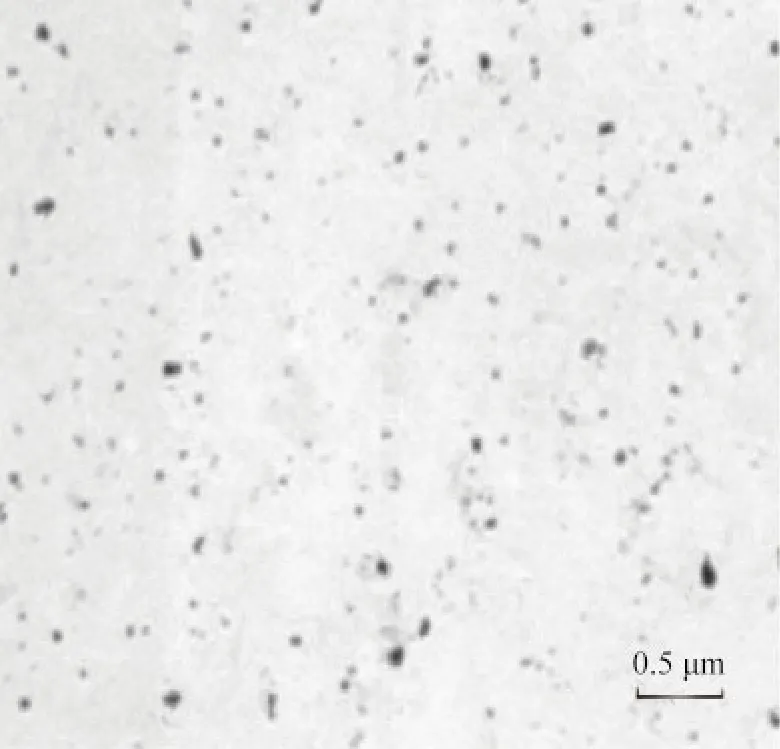
图2 析出物形貌
析出物的 TEM 观察
通过 TEM (透射电子显微镜 Transmission electron microscope,缩写 TEM) 观察析出物的形貌,析出颗粒尺寸 10~120 nm,见图2。经能谱分析,主要含有 C、N、Nb、Ti 元素,其中细小的析出物对提高钢板强度有一定贡献。
钢基织构
用 X 射线衍射仪进行织构分析,图3 为典型的ODF (用三维取向分布函数表示织构的方法) 图。
产品的{111}织构极密度较高,这种织构对产品的冲压成形有利,可使钢板获得良好的深冲性能。
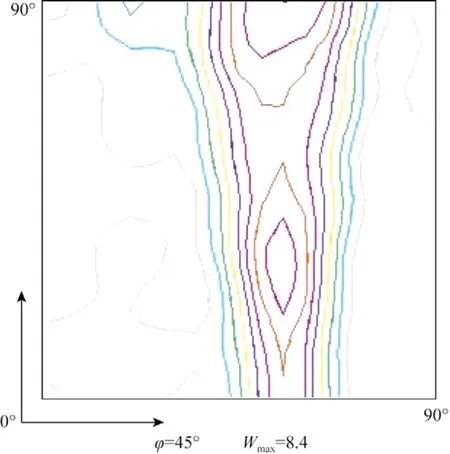
图3 ODF 图
力学性能
表1 列出了产品的力学性能生产检验数据统计结果,强度达到 440 MPa 级产品要求,且具有较高的延伸率。
成形性能
表2列出了成形性能检验结果,产品具有较高的 n 值 (应变硬化指数) 和 r 值。

表1 力学性能
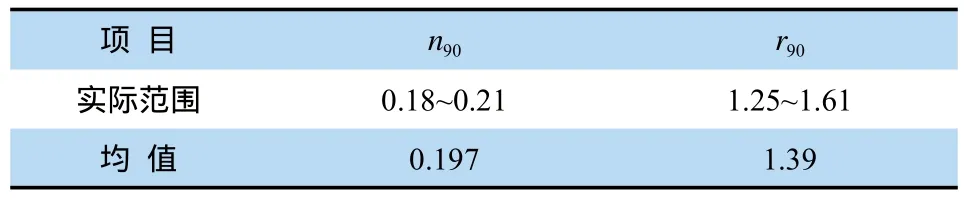
表2 成形性能
产品应用
本钢 440 MPa 级高强 IF 钢合金化镀锌产品现已工业化生产,稳定供给汽车制造企业,应用于轿车的横梁、纵梁等要求深冲性能的高强结构件,满足用户的使用要求。
结论
1) 采用 Nb-Ti-IF 钢,P、Mn 作为主要强化元素,适当添加少量 Cr 及微量 B 的成分设计可满足 440 MPa 级高强 IF 钢合金化镀锌产品的性能要求。
2) 高于 875℃ 的终轧温度、660~690℃ 的卷取温度、70% 的冷轧压下率及 790~810℃ 的退火温度等关键工艺设计合理。
3) 微观组织观察表明,除 P、Mn 元素的固溶强化作用外,Nb、Ti 元素起到了晶粒细化及析出强化效果。
[1]Rolf Brisberger, Werner Bechem, Lutz Leyhe. 影响合金化热镀锌钢板质量的生产工艺参数. 世界钢铁,2002, 2(6):46
[2]康永林. 现代汽车板工艺及成形理论与技术. 北京:冶金工业出版社, 2009: 55
[3]Nobuyuki Takahashi, etc. Effect of Alloying Elements and Annealing Cycles on Strengthening of Continuously Annealed Cold Rolled Sheet. Tetsu to Hagane, 1982, 68:252.
[4]于燕, 刘相华, 王华, 等. 汽车用高强度钢板强化机理研究. 汽车工艺与材料, 2006, (7):12.
[5]高宏适. Cr对超低碳冷轧钢板屈服强度的影响. 世界金属导报,2010-07-13(12).
