摊铺机模拟试验台行驶系统研究
2013-09-13张新荣李元才李宝蕴
张新荣,李元才,李宝蕴
(1.长安大学道路施工技术与装备教育部重点实验室,陕西西安710064;2.陕西神洲自动控制有限公司,陕西西安710077)
0 引言
在摊铺机的作业过程中,其行驶性能的优劣对摊铺路面的平整度、密实度和均匀性等有着重要的影响[1].在目前的摊铺机行驶系统中,电液传动与数字控制技术的采用,使得行驶控制在精度和动态特性上都得到大幅提高,也大大增强了控制系统的抗干扰性和适应复杂环境的能力.
为了进一步研究摊铺机的工作机理,对一些设计参数与施工工艺参数进行匹配和优化,我们实验室设计建造了一套摊铺机模拟试验台.通过该试验台,可以在实验室内模拟实际摊铺中的大部分工作,并可通过改变各种参数、记录各参数的变化以及通过数据采集与分析系统实现一些具有理论与实际意义的重要实验,从而为摊铺机的设计、制造及施工工艺提供理论指导.鉴于摊铺机行驶速度对摊铺路面质量有着重要的影响,研究者需设计一套行驶系统来驱动该试验台的活动路面板,对活动路面的行驶速度进行精确的调节和控制、模拟摊铺机的行驶过程.笔者主要对其液压驱动系统、控制系统等方面的内容进行研究.
1 活动路面板设计方案
图1所示为活动路面板行驶系统的结构示意简图.由于活动路面板只在导轨上进行往复直线行驶,可采用一台由液压马达驱动的钢丝绳卷扬机和一个定滑轮组合来拖动活动路面板运动.行走马达经减速机减速后驱动卷扬机,通过控制马达的正反转来实现活动路面板的前进和后退.

图1 活动路面行驶系统结构示意图Fig.1 Structure schematic diagram of the walking system of the mobile road slab
为适应低速摊铺需要,并结合试验台的整体性能,活动路面板行驶系统采用泵控马达的容积调速形式,通过使用专用控制器输出PWM信号控制变量泵的排量,最终改变马达转速,达到改变活动路面板行驶速度的目的.卷扬机卷筒的一端安装转速编码器来测量卷筒的转速,以脉冲的形式返回给控制器的脉冲计数器,计算得到活动路面板的行走速度,对活动路面板进行闭环控制.
2 液压系统设计[2]
摊铺机模拟试验台行驶驱动采用双向变量泵-变量马达的闭式液压系统,具有驱动力大、运转平稳、变量连续、调速范围大等优点[3].其液压原理如图2 所示[4].
2.1 行走液压泵和液压马达
(1)行走液压泵.行走液压泵1采用双向轴向柱塞泵,由电动机驱动,通过控制油缸改变斜盘倾斜角度来改变排量,改变斜盘的倾斜方向来实现泵进出油口的交换.
(2)行走马达.采用斜轴式轴向变量马达9来驱动活动路面板,该马达配有两档变量机构,实现摊铺与转场两种速度的快速切换.
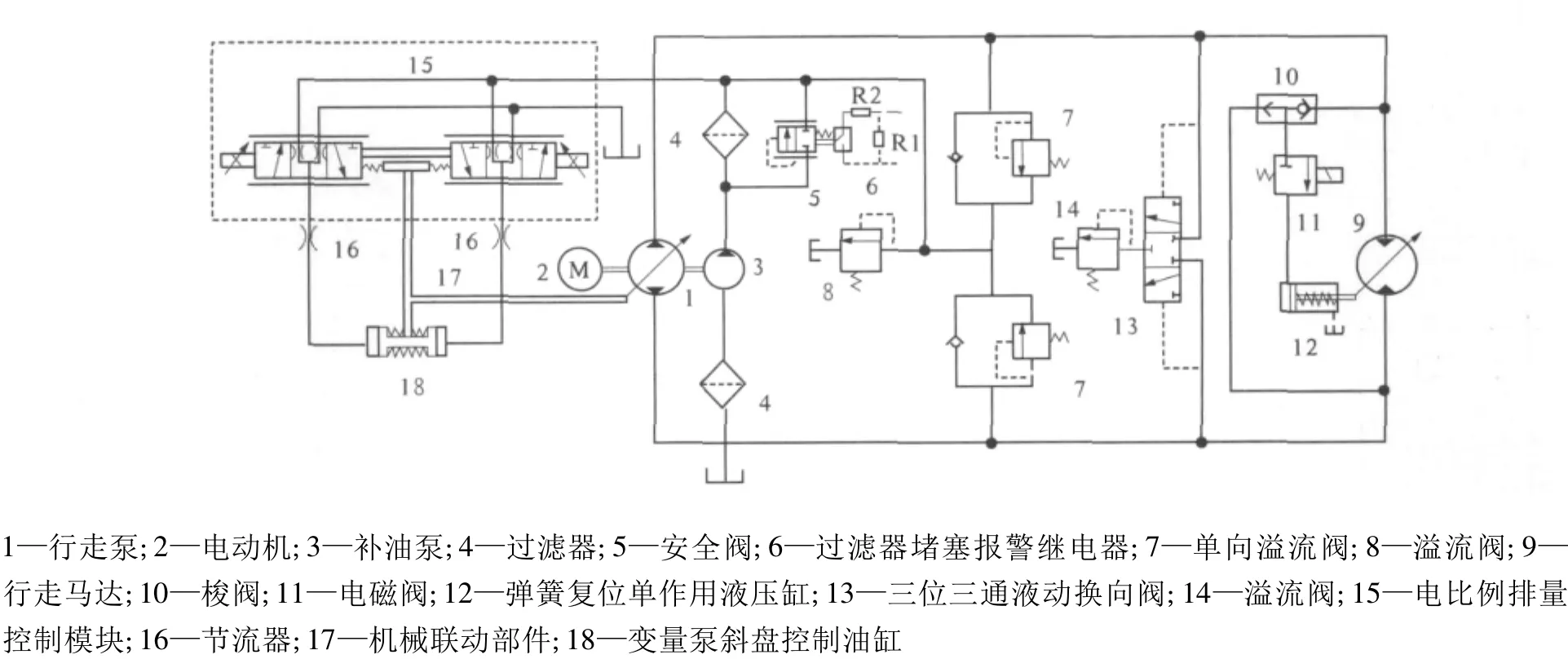
图2 行走系统液压原理图Fig.2 Hydraulic principle diagram of the walking system
2.2 液压系统辅助回路
(1)泵控马达过载保护回路.当某些因素使得行驶负载增加,系统工作压力将升高,当压力升至溢流阀7额定压力时,溢流阀开启,泵的进出油口连通,系统泄压,实现系统的过载保护功能.
(2)补油回路.为了补充闭式系统由于内泄的油液损失,维持系统内油液压力,以及为伺服变量机构提供控制压力油,系统设置了补油回路.
补油回路由补油泵3、滤油器4、安全阀5、单向溢流阀7、溢流阀8等几部分组成.溢流阀8对整个补油回路起安全保护作用.单向溢流阀7内的单向阀两端分别与补油回路与闭式环路相连接,油液通过单向阀进入闭式回路进行补油.
(3)散热回路.行走系统工作时,油液在闭式回路中循环,发热量大,油液温度过高将直接影响系统的工作性能,所以需降低油液的温度.散热回路将闭式液压系统内的热油从回路中替换出来进行冷却,从而达到降低液压油温度的目的.
三位三通液动换向阀13两端的控制油路分别与闭式回路两侧的主油路相连,即一端与主压力油路相连,另一端与低压油路相连.在压差的作用下,阀芯向左或向右移动,使其实现右位或左位导通.主油路低压一侧的热油通过换向阀13经过溢流阀14进入油箱散热,同时补油系统将冷油注入闭式系统内,实现冷热油的自动替换.
2.3 液压行走变速换向系统
液压行走变速、变向系统主要由电比例排量控制模块15,节流器16,机械联动部件17和变量泵斜盘控制油缸18等组成.
电比例排量控制模块由固定在一起的两个三位三通阀及一对安装在其两侧的比例电磁阀组成.控制信号为脉宽调制(PWM)电流信号,PWM信号通过电磁阀转换为推力作用于控制主阀芯,阀芯移动使得控制油液进入泵斜盘控制油缸活塞一侧,另一侧回壳体,伺服活塞在两侧压差作用下带动斜盘移动,从而实现泵在正最大排量和负最大排量之间的无极变化.通过机械联动部件及一根线性弹簧将斜盘位置反馈回控制主阀芯,当斜盘位置反馈弹簧力正好等于电磁阀输入力时,控制系统达到并保持于此平衡状态.
当一个比例电磁阀电磁线圈通电时,变量泵斜盘由中立位置向一个方向转动,当另一个比例电磁阀电磁线圈通电时,变量泵的斜盘向相反的方向转动,这样便改变了油液进出口的流向,使液压马达反向旋转,实现了活动路面板行走方向的改变.
3 控制系统硬件设计
摊铺机模拟试验台活动路面板泵控马达行驶系统采用泰优TCRC1010型可编程控制器来进行控制.TCRC1010型控制器能够适应恶劣环境,能在-40~85℃的温度下工作,支持CAN 2.0B、RS-232、RS-485通讯协议,具有良好的接口性能,20路I/O端口可根据需要定义为该端口支持的多种不同的输入输出类型,该控制器可以输出最大电流为3.5 A的电平信号直接驱动电磁阀、电磁继电器和电磁开关等,也可以输出最大电流为3.5 A,最高频率为10 kHz的PWM信号对电液比例阀进行控制,大大节省外围驱动电路,使得电液控制系统变得简洁.图3为行驶控制系统原理图.

图3 行驶控制系统原理图Fig.3 Principle diagram of speed control system
(1)设定速度值:通过速度给定电位器设定试验台进行模拟摊铺实验时活动路面板的行驶速度,它也就是控制系统对其行驶速度进行闭环控制的基准.
(2)返回速度脉冲:行驶系统采用转速编码器返回检测到的卷扬机卷筒转速的脉冲,从而得出活动路面板的行走速度.
(3)状态开关按键:设定活动路面板的前进和后退两种行驶方向以及摊铺和转场两种运行模式,分别在两种模式下进行开环和闭环控制.
(4)紧急制动开关:当摊铺机工作时遇到紧急情况时,驾驶员可以用该按钮使PWM输出口处于高阻状态,将摊铺机停止.
(5)输出PWM:输出两路PWM脉冲分别作用于变量泵电比例排量控制模块的两个电磁阀,实现泵进出油路方向的交换,控制活动路面板的前进和后退.控制器调节PWM的占空比来改变泵斜盘的倾斜角度,控制变量泵的排量.
(6)在状态开关处于转场状态时,通过控制器输出的开关信号,控制液压马达的变量线圈,使液压马达处于小排量状态,提高马达转速,使活动路面板在行驶导轨上能相对快速地移动到所需的位置.
(7)控制器通过CAN总线可以和试验台上的其它工作模块实现通讯.
4 控制系统软件设计
4.1 行走系统控制方案
希望达到的活动路面板行驶情况如图4所示,包括加速段、恒速段、减速段,分别对应活动路面板的起步、恒速摊铺作业、停车3个过程.

图4 理想速度控制曲线Fig.4 Ideal controlled speed curve
(1)活动路面板行驶速度斜坡控制.在活动路面起步或者急剧调节其行驶速度时,往往由于惯性容易产生冲击,严重影响行驶系统的寿命,现通过调用斜坡处理模块来实现速度的平稳过渡.通常按一定的斜坡时间来完成过渡.斜坡时间是由斜坡函数确定的.斜坡时间过长,影响机器的作业效率;时间太短,系统产生严重冲击.阀控马达负载系统的最短斜坡时间可根据相关文献近似计算[5].
(2)活动路面板的恒速行驶控制.在活动路面板运动过程中,当状态开关按键处于摊铺作业时,控制器要通过程序实现速度闭环控制功能,控制器一方面要读取给定速度值,另一方面要获取反馈速度值,然后通过比较得出偏差信号.反馈速度值由转速编码器返回的脉冲通过脉冲计数器计算而得.为了使偏差信号为零,保证速度恒定,此差值调用PID模块后,得出应当输出的计算值,最后此计算值经PWM模块处理后进行输出;当状态开关按键处于转场时,控制器无需对速度进行闭环控制,所以也不用调用PID模块,只需将速度设定值通过PWM模块处理后输出即可[6-7].
4.2 控制器程序设计
控制器程序的设计流程如图5所示[8].本控制系统在Codesys软件开发平台上进行程序设计,按照模块化设计的思想,将程序划分为速度设定值读入与数值整定功能模块、斜坡处理功能模块、速度脉冲计数功能模块、PID调节功能模块、PWM调制输出功能模块等.每个功能模块由相应的子程序和中断程序组成,以完成特定的功能.
5 结论
(1)摊铺机模拟试验台行驶系统采用双向变量泵-变量马达闭式回路容积调速,变速连续,调速范围大.通过改变PWM控制电流的占空比来调节泵排量,实现了数字信号的直接控制,调速灵敏、控制精度高,抗干扰能力强.

图5 程序设计流程图Fig.5 Programming flowchart
(2)使用TCRC1010型可编程控制器作为控制核心,所需的外围电路简单,且TCRC1010型可编程控制器有能适应恶劣环境,抗震、抗高温、抗干扰能力强的优点,保证了进行实验时摊铺试验台性能的可靠性,从而保证了模拟摊铺实验数据的客观、准确性.(3)采用斜坡处理模块既避免在活动路面板起步或急剧改变其速度时产生的冲击,又兼顾了速度变化的快捷性.通过调用PID调节模块对摊铺机试验台的行驶系统进行闭环控制,大大提高了对活动路面板行驶速度控制的精度和动态特性,保证了活动路面板在进行模拟摊铺实验时的恒速行驶.
[1]杨士敏,孙祖望.摊铺速度和熨平板静压力对碾压混凝土路面成型质量的影响[J].公路交通科技2001,18(3):117-119.
[2]赵波.液压与气动技术[M].北京:机械工业出版社,2008.
[3]马乔林,杨开.Super1800沥青摊铺机行走液压系统分析[J].筑路机械与施工机械化,2009,26(12):45-47.
[4]焦生杰,吴涛.沥青混凝土摊铺机行驶系统模糊参数自整定PID控制[J].长安大学学报:自然科学版,2003,23(2):91-94.
[5]郝鹏,张大庆,何清华.沥青混凝土摊铺机行驶驱动斜坡函数控制方法的试验研究[J].中国工程机械学报,2004,2(4):475-478.
[6]焦生杰,拾方治.PLC在沥青混凝土摊铺机行驶控制系统中的应用[J].筑路机械与施工机械化,2003,20(1):27-29.
[7]朱涛,陈志,杨振华,等.基于嵌入式PLC的摊铺机行驶控制系统设计[J].建筑机械化,2011,32(5):34-37.
[8]吴金红,祝靖,曹建,等.摊铺机行走监控系统研制[J].现代制造工程,2011(7):27-31.
