基于改进模拟植物生长算法的高速宽铅带连轧机优化设计
2013-09-12芮延年陈慕禾汤旭皓蒋澄灿
陈 闯,芮延年,陈慕禾,汤旭皓,蒋澄灿
(苏州大学机电工程学院,江苏苏州 215021)
基于改进模拟植物生长算法的高速宽铅带连轧机优化设计
陈 闯,芮延年,陈慕禾,汤旭皓,蒋澄灿
(苏州大学机电工程学院,江苏苏州 215021)
为解决传统优化设计方法设计的铅带连轧机存在的问题,基于改进模拟植物生长算法对其进行了优化。以轧辊对数、轧制速度、轧辊直径、轧制量等为决策变量,轧制铅带质量、设备运行可靠性以及综合经济性为优化目标,通过对模拟植物生长算法的改进,结合高速宽铅带多辊连轧机构建了优化模型。通过实际算例,进一步介绍了该方法的实际运用,同时也证明了该方法在多工艺参数优化设计方面有着独特的优点。
模拟植物生成算法;高速多辊连轧机;优化设计
长期以来,由于高速宽铅带多辊连轧机(简称铅带连轧机)设计涉及到的工艺参数较多,采用传统优化设计方法设计的铅带连轧机,存在着轧制的铅带质量差、设备运行不稳定、运行耗电量大等问题。
针对上述问题,本文拟以轧辊对数、轧制速度、轧辊直径、轧制量等为设计变量,轧制铅带质量、设备运行可靠性以及综合经济性为优化目标,通过对模拟植物生长算法的研究与改进,结合高速宽铅带多辊连轧机优化问题,构建数学模型;再通过仿真实验探讨该方法应用的可行性、科学性和实用性。
1 模拟植物生成算法及其改进
1.1 模拟植物生成算法[1]
模拟植物生成算法是一种基于大自然的仿生类随机算法。它根据植物在生长期间为了获得充足的阳光进行光合作用,总是努力向上和向四周繁殖出更多的树枝,使其与阳光接触面积尽可能大,从而使生长更快。
从植物学得知,植物未分化的细胞中含有一种化学成分生长激素,称作形态素。形态素的浓度决定了细胞的生长速度,当形态素的浓度大于零时,植物节点开始生长。当存在多个待生长植物节点时,形态素浓度最大的节点将获得优先生长的机会。当新的生长点产生后,形态素浓度将根据新系统所在环境的需要重新进行分配。因此,模拟植物生成算法是一种全局最优算法。
根据植物生长向光性特征,从数学角度构建其模型[2]。
设树干M和树枝m上分别有k个生长点(SM1,SM2,…,SMk) 和l个生长点(sm1,sm2,…,sml),每一个生长点的形态素浓度分别为(PM1,PM2,…,PMk)和(pm1,pm2,…,pml),则树干和树枝上各生长点的形态素浓度值计算分别为:

式中:x0为根树枝所在点(初始基点);f(x0),f(SMi),f(smj)分别为表示初始点、树干上、树枝上某生长点的环境信息函数,其取值越小表示所对应点的环境条件越好,越有利于新枝的生长。
式(1)和式(2)的物理意义表明,各生长点形态素浓度的大小是由各点相对树根的位置以及该位置的环境信息所决定的,由式(1)和(2)可知:

因此,(k+1)个生长点的浓度构成的形态素如图1所示。系统不断产生位于[0,1]之间的随机数ξ,这些随机数就像不断地向区间[0,1]上投掷的小球,小球落在(P1,P2,…,Pk+1)的某一个状态空间内,所对应的生长点(植物细胞)就得到优先生长的权利。在新枝生长成后,长出新枝的原生长点就被取消,新枝中的生长点将加入到生长点集A中。同时,所有生长点的形态素浓度将重新分配,其计算方法是在式(1)和(2)的基础上加上新枝上生长点的相关项,并删去长出新枝原生长点的相关项。该过程反复进行,直到满足终止条件结束。

图1 形态素浓度状态空间
1.2 新生长点的生成[1]
设在算法迭代过程中某一次循环的基点为XB=(X10,X20,…,Xn0),则新生长点的生成方程可表示为:

式中:i=1,2,…,n(n 为变量的维数)。
完成1次循环,即可形成2n个新的生长点。
1.3 模拟植物生成算法的改进
模拟植物生长算法中,将搜索步长设定为一个定值,这样虽然可以找到全部最优解,但是对于求解规模较大的函数,或者当初值的选取偏离最优解较远时,存在着搜索过程长、算法效率低等问题。通常模拟植物生长算法是将搜索的最大次数及重复出现值的次数设定为一定值,作为退出搜索的条件,如果设定的值过大,会导致已经搜索出了最优解但操作仍然继续进行;设定的值过小,又会出现搜索在最优解还没获得时,其搜索就结束了。为了解决这些问题,结合工程设计需要,对模拟植物生长算法作如下改进:
a.进行变步长优化搜索,即根据搜索阶段要求,通过加大步长或减小步长的方法来提高优化效率。
b.搜索步长“整数化”。最优解可看作一组多维数组,如果按照连续变量搜索,虽然能够获得精确解和最优解,但是搜索过程计算工作量较大,在实际工程设计中,有些工艺参数,如轧辊对数、电机功率等通常是取整数的。因此,对于允许“取整”的参数可以采用“取整”运算,来提高计算速度、减少运算工作量。
c.搜索终止条件的改进。在搜索空间里均匀地选取一些样本点,带入目标函数,可以计算出找到最优的样本目标函数值F(X')。搜索得到的解XB重复出现时,先对比X'与XB,在后者小于前者的情况下,作为搜索终止条件的最优解重复出现的次数N可根据需要适当设定,这样在得到最优解的情况下能减少不必要的循环计算。
2 工艺参数建模
铅带连轧机如图2所示,是宽铅带生产过程中的一个关键设备,工作原理如图3所示。其轧辊对数、轧制速度、轧辊直径、轧制量等参数对轧制铅带质量、设备运行可靠性以及综合经济性有着较大的影响。

图2 铅带连轧机模型图

图3 铅带连轧机工作原理图
铅带连轧机工艺参数优化,以铅带连轧机的综合经济效益为优化目标;设制造成本为Q,铅带质量为T,运行成本为W,设备故障率S为评价指标。连轧机设计优化就是获得最佳综合经济效益的工艺参数X,也就是使得Q,W,S最小,T最大。

式中:m为连轧机轧辊对数;v为轧制铅带入带速度;h为每轧轧下量,h={δ1,δ2,…,δn}T,其中δi第i轧的轧下量且为轧制的总轧制量;r为轧辊半径。
这属于多目标优化问题,在实际求解中,很难存在一个集合会满足上述所有优化目标。本文构建综合经济损失量函数为优化目标函数:

式中:a,b,c,d为权重,a+b+c+d=1,其值可用层次分析法、专家评分法、熵值法等来确定[4]。
通过对一对轧辊动力学分析可知,转动轧辊的力矩M为

式中:P为轧制力;g为力臂系数;b为接触弧长系数;L为接触弧长。
单棍轧制区示意图如图4所示,使用赫兹(Hertz)公式考虑弹性变形时,轧制铅带的接触弧长 L 为[4]

式中:L2为铅带弹性压扁后变形区长度;υ为轧辊与轧件的泊松比;E为轧辊与轧件的弹性模量;¯p为平均单位轧制压力。

图4 单辊轧制区示意图
流体力学法求平均单位轧制压力为:

已知连轧机轧辊对数为m,所以轧制力是关于(m,v,r,h) 的函数,即:

制造成本量、运行成本量、铅带的质量、故障损失量与轧制力P有直接的关系,所以Q,W,T,S与m,v,r,h 有密切的相关关系。
根据生产运营的实际工况条件要求,Q,T,W,S的值数量级应保持一致,对其进行无量纲修正的情况下,生产制造成本量Q、运行成本量W、生产出的铅带的质量T、设备的故障损失量S可构造出关于m,v,r,h的对应关系并使函数F(X)∈(0 100)空间[2],说明式(5)作为对决策变量X优化的目标函数是可行的。
3 优化策略
利用改进模拟植物生长算法,铅带连轧机设计参数优化问题的算法流程如图5所示。

图5 优化过程流程图
第一步,输入初始数据。这其中包括连轧机设计初始参数X0、生长步长、最大迭代次数以及值重复出现的最大次数。
第二步,计算初始解。初始化决策变量为X0,初始化最佳值变量XB=X0,求解X0的目标函数值F(X0),F(X0)初始化最佳值函数Fmin=F(X0)。
第三步,生成新生长点。从X0开始,在X可行域内,沿着做标注的正负方向按照设定步长d作与坐标轴平行的直线段,在各个线段上搜索可能的新生长点2n个。
选择一个优先生长点,从此点搜索可能的生长点,不在生长空间或不符合条件的除去,否则比较基点函数值与生长点的目标函数值,如生长点的目标函数值大于基点函数值,则将该点删除,否则加入到生长点集合中。由于X中轧辊对数m是整数,所以搜索过程中对此参数取整,这样既接近实际,搜索过程又得到简化[6]。
第四步,保存最优解。从生长点集合中选取与基点函数值差值最大的节点。比较新的生长点与Fmin中函数值的大小,若小于则替换数Fmin及 XB,否则保留数Fmin及XB。新的生长点向其2n个方向生长出新枝。
第五步,按式(1)、(2)计算茎、枝干上每个生长点的形态素浓度值。
第六步,建立[0,1]概率空间,生成一个此空间的随机数ξ,如ξ∈[Pi,Pi+1],则该数所对应的生长点就是下一个新的生长点。
第七步,判断终止条件。当最优值重复出现时,如果出现的最优值大于最优样本点值,则取最优样本点值;否则,当最优值重复出现k次,而没有新的实质产生,或循环迭代次数达到最大的设计重复次数N,计算结束,否则返回第三步。根据搜索实际情况,如需要,将搜索步长做适当的减小,继续进行。
第八步,返回Fmin及XB的值,得到连轧机的最终设计参数。
4 设计实例[7]
受江苏三环集团委托,为其生产的 YFSCA2.3连轧机进行参数优化设计。
根据实际生产运营Q,W,T,S影响大小,对于式(5) 设定a,b,c,d分别为0.15,0.35,0.40,0.10,得到目标函数:F(X)=0.15Q+0.35W+0.40T+0.10S。
轧制铅带宽度由120mm变为400mm,现有连轧机轧辊对数为7对、轧制速度为0.5mm/s、轧制厚度10mm、轧辊直径200mm。取上述现有连轧机参数为优化搜索初值X0,F(X0)=62。
选取循环搜索结束的条件最优解重复出现的次数N=5。
利用上述优化策略,将初值X0输入进行搜索:

对最优解“整数化”得 [XB] ={6,0.4,8,181},得到连轧机优化解:m=6对、v=0.4mm/s、h=8mm、r=181mm,F([XB])=49。
通过计算得到优化前后连轧机理想条件下运行状况参数,结果对比见表1。

表1 连轧机优化前后性能对比
轧辊是连轧机的主要部件也是关键部件,利用SolidWorks Simulation对优化前后轧辊的有限元分析进行仿真,对比结果如图6~9所示。

图6 优化前轧辊工作应力图
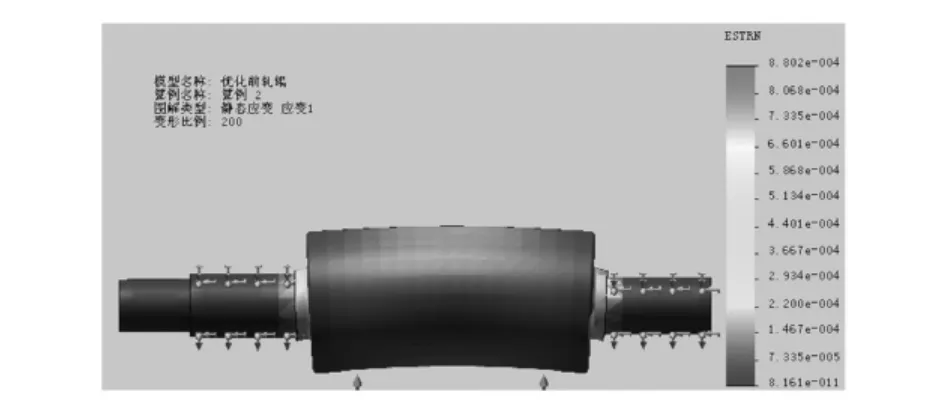
图7 优化后轧辊工作应力图

图8 优化前轧辊工作应变图
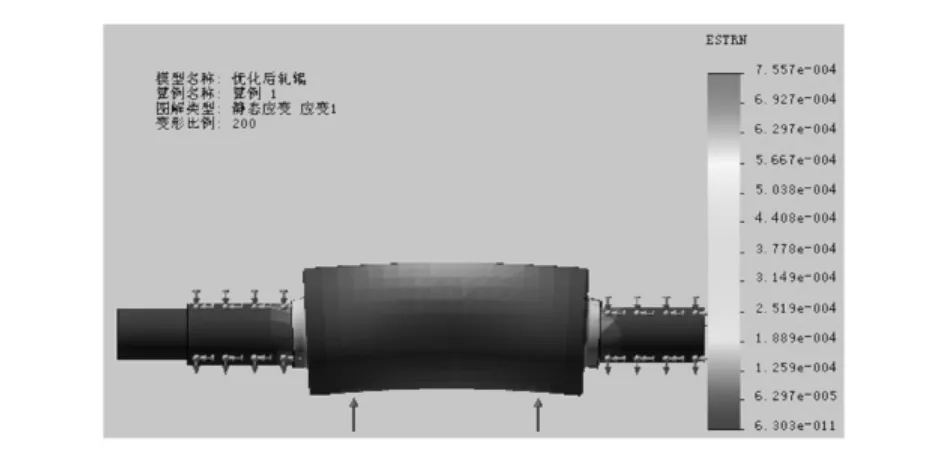
图9 优化后轧辊工作应变图
优化前轧辊工作最大应力为203.75 MPa,最大应变为8.80×10-4mm;优化后最大应力为162.11MPa,最大应变为7.56×10-4mm。
由以上对比可知,优化后连轧机工作状态有明显的改善,性能也有明显的提高。由于轧制速度降低,轧制铅带的速度有所降低,但轧制实效时间较长,铅带的致密性也较优化前提高,裂纹减少,整体铅带质量较优。
5 结束语
通过对高速宽铅带连轧机的优化,说明把模拟植物生长算法及思想应用到连轧机参数优化设计中具有可行性和科学性。基于改进模拟植物生长算法的连轧机优化,搜索优化过程快,并且该算法在整个生长空间内按全局最优的方式生长操作,保证了获得连轧机参数最优解的可靠性[8]。通过本文优化分析可知,该方法存在这样的不足:对经验数据依赖性较大,而经验数据又存在不确定性,容易出现误差。
[1] 丁雪枫,尤建新.模拟植物生长算法与应用[M].上海:上海人民出版社,2011.
[2] 王淳,程浩忠.基于模拟植物生长算法的配电网重构[J].中国电机工程学报,2009,27(19):50 -55.
[3] 贺毓辛.轧制工程学[M].北京:化工出版社,2009.
[4] Salah Bouhouche,Laib Laksir Yazid,Jurfen Bast.Evaluation using online support vector machines and fuzzy reasoning.Application to condition monitoring of speeds rollingprocess[J].Control Engineering Practice,2010(9):1060 - 1068.
[5] 芮延年.现代设计方法[M].苏州:苏州大学出版社,2008.
[6] Rao R V,Savsani V J,Vakharia D P.Teaching - learning based optimization:A novel method for constrained mechanical design optimization problems[J].Computer Aided Design,2011(3):303-315.
[7] Ali Husseinzadeh Kashan.An efficient algorithm for constrained global optimization and application to mechanical engineering design:league championship algorithm(LCA) [J].Computer Aided Design,2011(12):1769 -1792.
[8] 肖蔚,伍伟斌,廖兰珍.基于改进模拟植物生长算法的配电网重构[J].电工电气,2012(6):22-25.
The Optimization of Lead Strip Rolling Process Parameters Based on Improved Simulation of Plant Generation Algorithm
CHEN Chuang,RUI Yannian,CHEN Muhe,TANG Xuhao,JIANG Chengcan
(Soochow University,Jiangsu Suzhou,215021,China)
There are many parameters in design of high-speed wide lead with multi-roll rolling mill.This is difficult to obtain the desired optimization results using traditional optimization design method.It takes the roll number,rolling speed,roll diameter,rolling amount as a decision variable,and takes rolling lead with quality,reliability of equipment operation and integrated economy as the optimization objectives,establishes the optimization model through improved plant growth simulation algorithm.As a practical example,it shows further information on the actual use of the method,proves that the method has a unique advantage in several process parameters to optimize the design.
Improved Simulation of Plant Generation Algorithm;Rolling;Parameter Optimization
TG331
A
2095-509X(2013)12-0010-05
10.3969/j.issn.2095-509X.2013.12.003
2013-02-21
国家04重大专项资助项目(2011ZX04004-061)
陈闯(1986—),男,河南周口人,苏州大学硕士研究生,主要研究方向为机电一体化。
