椭圆锥孔宏程序高效加工
2013-09-12秦运栋
秦运栋
(宿迁学院机电工程系,江苏宿迁 223800)
椭圆锥孔宏程序高效加工
秦运栋
(宿迁学院机电工程系,江苏宿迁223800)
主要介绍了椭圆锥孔宏程序的编写思路,以及如何通过修改参数来对切削层数进行控制,以达到最佳切削的效果。同时通过程序控制,使宏程序运行时机床能够按照指定的切削速度进行切削加工,避免无此功能控制时断续切削所产生的冲击力对机床传动系统造成的影响。
椭圆锥孔;宏程序;高效加工
数控技术的发展与普及,使复杂形状零件的加工变成了可能,同时大大提高了生产效率和零件的成品率。
对于形状复杂的零件,通常采用自动编程进行加工,但是如果需要对零件的尺寸进行修改,则只能对软件中的参数进行再次设定并重新生成新的加工程序。而手工编程可以很好地对程序进行快速修改来保证产品的质量要求[1]。
由于一批零件加工的锥孔形状相似,因此采用宏程序编程,只需要在程序中更改几个关键参数的赋值即可实现,避免了大量的重复编程工作,节省了程序准备时间。
1 程序编写准备
在铣床或加工中心上进行零件内外轮廓加工时,为了达到相应的尺寸精度和形状精度的要求,一般都采用刀具半径补偿功能[2]。对于椭圆锥孔的加工也可以采用刀具半径补偿功能,但是随着加工深度变化,椭圆长短半轴都在不断的变化,需要不断地建立和撤消刀具半径补偿功能,比较麻烦且浪费时间。一般防爆锤椭圆锥孔采用包塑柄的安装方法,由于包塑柄具有一定的塑性变形,因此采用长短半轴分别减去一个刀具半径值来进行编程(本例采用φ 20立铣刀进行加工),避免了每层切削过程中都需要建立和撤消刀补。
程序编写过程中,每一层铣削完成后,程序控制刀具直接移动到下一平面长半轴的新起点,然后Z向再直接下刀进行加工[3]。在每层切削深度控制方面,如切削深度较深,刀具承受的切削力较大,台阶比较明显;如切削深度较浅,则增加了加工时间,加工效率较低;当选择合适的切削深度时,可以在达到良好加工效果的同时,也提高了加工效率。
2 宏程序编写
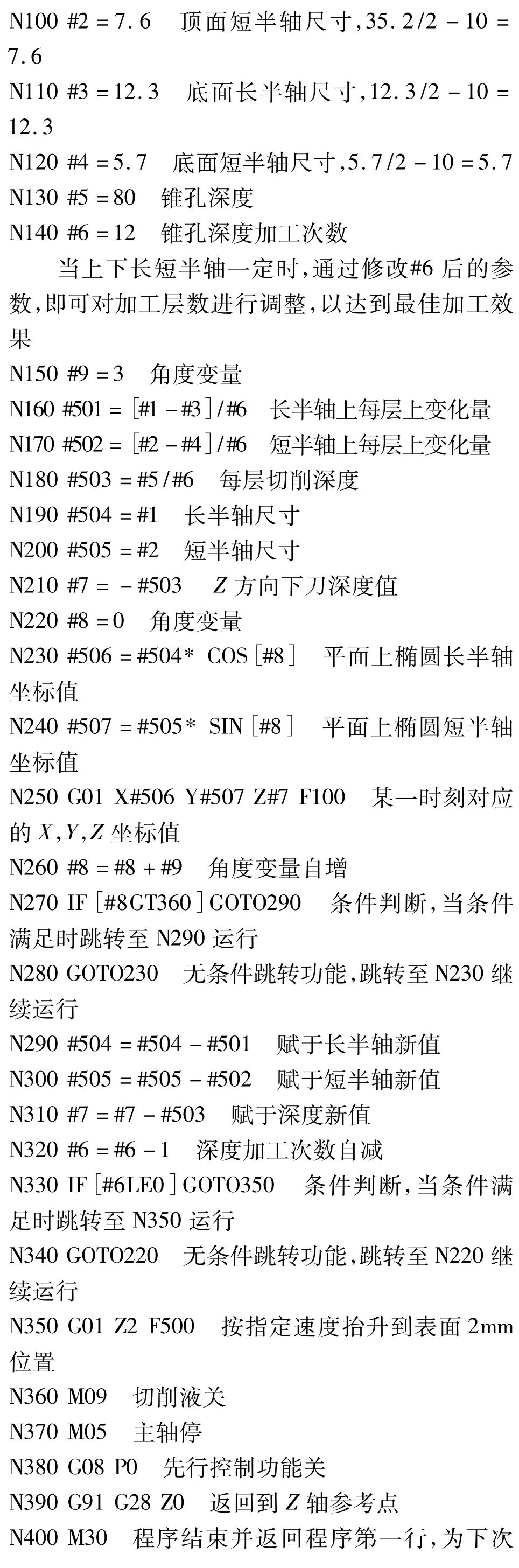
以图1防爆锤椭圆锥孔为例,宏程序的编写如下:

图1 防爆锤椭圆锥孔示意图

3 先行控制G08
在机械产品加工中,零件的轮廓主要是由直线和圆弧构成,在加工过程中CPU单元不需要进行复杂的数值计算,能按照程序指定的切削速度进行切削,所以能够很好地控制切削速度。同时刀具在连续切削过程中产生的冲击力较为平稳,对机床影响较小。
在宏程序加工过程中,CPU单元需要进行连续不断的数值计数,确定刀具下一次的位移量。当赋值较小,会使CPU计数速度变慢,位移量也较小,导致在加工过程中出现短暂的停顿现象,形成断续加工(通过观察CRT面板的坐标值变化可以直观地观察到),由此产生的冲击力对机床影响较大。同时不能按照指定的速度运行,切削速度也难以控制。
通过查阅资料,按SIEMENS系统提供预处理功能的思路,使用先行控制功能G08,该功能是FANUC公司为高速精密加工设计的专用功能,可以抑制由加/减速造成的系统延迟和伺服系统的响应延迟。通过先行控制功能的使用,可以使刀具轨迹精确地跟随指定值,减小轮廓的加工误差。在使用过程中需用单独程序段进行开启或关闭该功能。
格式为:G08 P_
P1:打开先行控制方式
P0:关闭先行控制方式
先行控制功能相当于SIEMENS中的程序预处理功能,让系统处理器在执行每一个位移量之前就预先计算好相应的位移量,从而使系统在执行时能够连续输出相应的位移量,工作台能够连续运行,从而能够按照程序指定的切削速度进行切削加工,大大提高了切削效率。
4 应用
经过多次试制加工,加工出来的成品表面效果得到厂家充分认可,安装后完全达到使用要求。通过先行控制功能G08的使用,其加工速度可以按照指令速度运行,容易控制切削速度,同时可以节约大约40%的加工时间。椭圆形锥孔在实际应用中并不多见,只是满足一些特定客户的需求,其最大特点是它在使用过程中具有防脱落性和防止转动性。实际加工效果如图2所示。

图2 椭圆锥孔实际加工效果
本文介绍的加工方法需要操作者具备一定的编程能力、操作能力、工艺能力,能够通过实际加工效果进行相应的参数调整,使锥孔表面达到近乎平滑的效果。
[1]杨叔子.数控加工[M].北京:机械工业出版社,2012.
[2]陈为国.数控加工编程技术[M].北京:机械工业出版社,2012.
[3]冯志刚.数控宏程序编程方法、技巧与实例[M].北京:机械工业出版社,2007.
Efficient Processing of Cone Ellipse Hole Macro Program
QIN Yundong
(Suqian College,Jiangsu Suqian,223800,China)
It mainly introduces the compiling idea of cone ellipse hole macro program,shows the parameters modify process to control the cutting layer for the best cutting quality.It designs the control program.This macro program can adjust the cutting parameter and machining process to avoid the influence of impact force produced by machine tool.
Elliptic Cone;Macro-program;Highly-effective Processing
TH165
B
2095-509X(2013)11-0094-03
10.3969/j.issn.2095-509X.2013.11.024
2013-09-25
秦运栋(1982—),男,江苏泗洪人,宿迁学院助理实验师,主要从事机械加工和实验教学工作。
