汽车门限位器壳体自动装配机的开发设计
2013-09-12潘家珍胡文耀
潘家珍,胡文耀
(上海电气机床成套工程有限公司,上海 200041)
0 引言
随着汽车行业迅猛发展和产能的大幅提升不少汽车零部件制造商为低成本扩充产能,满足市场需求,对部分汽车零部件制造与装配设备的自动化呼声越来越强,希望能开发设计满足汽车门限位器壳体自动装配与随机检测生产设备。目前,国内汽车门限位器壳体的装配都依靠手动装配与检测的,一般需要4个操作工,由4台手工装配机完成门限位器壳体的装配,其间无检测装置,劳动强度大且容易出错,会产生导向体和橡胶弹簧零件的漏装,最终导致废品。
本项目开发的目的是为了降低劳动强度、防错装漏装,并提高装配效率和质量,提供一台集自动装配与检测为一体的汽车门限位器壳体自动装配、检测专用设备,实现汽车门限位器壳体组件所涵盖的壳体、壳盖、2个导向体与2个橡胶弹簧的自动装配、加油脂和检测,工件装配图如图1所示。
1 总体方案和工作原理
1.1 总体方案说明
本自动装配机用于本田车门限位器壳体组件的装配,采用六工位转台完成壳体与盖上料、壳体内部加油脂、导向体与弹性体拼装、导向体与弹性体上加油脂并合盖、压盖、卸料六道工序,并且通过振动料斗自动加料实现全自动装配过程。

图1 工件装配图
本机电气控制使用OMRON公司的C200H—CPU42可编程控制器作为主控单元,程控器有160个输入输出接口,主要控制3个电机,29个气缸。使用OMRON公司的10英寸彩色触摸屏作为人机对话操作界面。
本机还配备视觉传感器作为拼装工位装配过程监测零件有无漏装、上料工位有光电传感器检测自动上料是否正常(壳盖弯脚变形)、光纤传感器检测料道是否有料等,能够实现自动完成零件装配过程中随机检测数据处理和视觉检测的功能,设备工作节拍达到每件7-8秒。下面结合具体图示,做进一步阐述。
如图2所示,依照装配顺序由以下工位组成:

图2 装配机总图
上料工位10,由第一自动上料部件、上料机构、抓取装置、检测装置、随行夹具组成,所述的第一自动上料部件包括壳体振动料斗9、壳体滑道8、壳盖振动料斗12、壳盖滑道11。壳盖由左侧的壳盖振动料斗12经壳盖滑道11进入上料机构,同时壳体由右侧的壳体振动料斗9经壳体滑道8进入上料机构,上料机构中的气缸将壳盖和壳体移动到位。抓取装置抓取壳盖与壳体放入随行夹具。检测装置用于判别壳体和壳盖是否安放到位。
加油脂与合盖工位4,由加油机构、抓取装置、检测装置、随行夹具、油脂泵组成,其中加油机构通过与加油脂工位13共用的油脂泵进行定点定量在导向体与橡胶弹簧上加油,加油完毕后,检测装置对有无油脂进行判别。随后抓取装置抓取壳盖放于随行夹具上的壳体上。
压盖工位5,由气液增压缸、压头与导向装置、随行夹具组成,压头与导向装置由气液增压缸带动壳盖进行冲压,使随行夹具上的壳盖折边,包住壳体。
下料工位6,由抓取装置、随行夹具、卸料槽组成,抓取装置抓取已装配好的壳体,移至下料滑道7上方,随行夹具松开,壳体沿下料滑道7滑入卸料槽。
1.2 气动系统
本机的气缸和气动控制元件均采用德国FESTO产品,气动控制原理如图3所示。
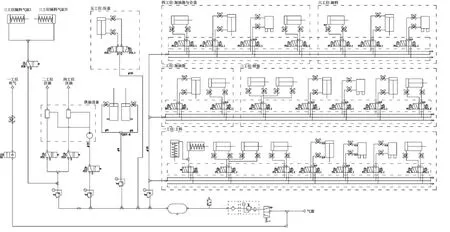
图3 气动原理图
加油脂工位13,由加油机构、检测装置、随行夹具、油脂泵组成,带有壳盖与壳体的随行夹具运转到加油脂工位13,加油机构中的加油装置由气缸带动进入壳体内腔,通过油脂泵进行定点定量加油。加油完毕后,加油装置退回,检测装置对有无油脂进行判别。
拼装工位14,由第二自动上料部件、上料机构、抓取装置抓抓取装置、检测装置、随行夹具组成,所述的第二自动上料部件由橡胶弹簧振动料斗1、导向体振动料斗2、导向体与橡胶弹簧滑道3组成。所述的检测装置是零件防漏装视觉传感器。加好油脂的壳体运转到拼装工位14,导向体与橡胶弹簧分别由相应的振动料斗经四根滑道同时进入上料机构,上料机构抓取导向体与橡胶弹簧移到随行夹具上方并将它们压入壳体。抓取装置复位后,零件防漏装视觉传感器检测导向体与橡胶弹簧是否安装到位。
1.3 电气控制
本机电气控制使用PLC控制,程控器有160个输入输出接口,主要控制3个电机,29个气缸。使用彩色触摸屏作为人机对话操作界面,具有手动调整、各工位单循环和自动循环三种方式控制,操作简单、便捷、易学。
本机的控制流程图如图4所示。

图4 控制流程图
2 结束语
本项目的成功开发,因配备零件防漏装视觉传感器及壳盖弯脚变形检测反射光电感应器等,能够实现自动完成零件装配过程中随机检测数据处理和视觉检测的功能,大大提高汽车门限位器壳体组装的质量与检测合格率,还可提高产能,降低劳动强度与制造成本。
[1]刘巽尔,于春泾.机械制造检测技术手册[M].北京:冶金工业出版社;机械工业出版社,2000.
[2]许芬.智能视觉传感器及其应用[J].中国仪器仪表,2007(4):26 -28,72.
[3]裘华徕.FESTO公司与气动技术的发展[J].液压气动与密封,1999(5):1-2.
[4]曹纯柱,王健,全厚波.振动上料装置的动力学分析及主要参数计算[J].沈阳理工大学学报,1996,15(2):37-42.
[5]王家发.汽车电子时代的自动化技术[J].今日电子,2003(12):32-33.
