不同极群电解液饱和度VRLA 电池的循环性能
2013-09-11包有富陈学良丁启红
包有富,陈学良,丁启红
(浙江众益电源有限公司,浙江 湖州 313103)
阀控式铅酸(VRLA)电池循环失效的原因较多,对应着不同的解决方法[1-2]。本文作者根据企业在生产过程中的实际状况,提出通过控制电池的灌酸量来实现控制极群电解液的饱和度,探讨电解液的饱和度对VRLA 电池循环性能的影响,解决电池因电解液分层而引起的循环早期失效。
吸附式玻璃纤维(AGM)隔板的饱和度会影响电池的循环寿命[3],但在实际生产过程中,AGM 隔板的饱和度难以控制,因为电池灌酸量主要是根据正、负极板的孔率和在特定装配压下AGM 隔板的孔率来计算的,而所灌进的酸是由整个极群(正、负极板和AGM 隔板)来吸收的。有鉴于此,本文作者认为,研究探讨电池极群电解液的饱和度(简称极群饱和度)对VRLA 电池循环性能的影响更具实际意义。
1 实验
1.1 灌酸量的计算
对电动助力车电池而言,灌酸量(Va)的计算是以负极活性物质孔率60%、正极活性物质孔率55%、隔板压缩部分孔率90%及隔板未压缩部分孔率93%为依据,计算公式见式(1)。

式(1)中:V正为正极活性物质的体积;V负为负极活性物质的体积;V未压缩为未压缩部分隔板的体积;V压缩为压缩部分隔板的体积;Spg为极群饱和度;V失水为电池充电过程中的失水体积,与环境温度、充电工艺有关。
1.2 不同极群饱和度电池寿命实验
取同批半成品6-DZM-20(江苏产,额定容量C2=20 Ah)电池(正极板栅合金为Pb-Sb-Cd 合金,负极合金为Pb-Ca 合金)6 只,分别灌入一定量的H2SO4(25℃时,密度为1.345 g/ml),将极群饱和度控制在90%、92%、94%、96%、98%和100%,并将电池分别分成3组,进行2 h 率100%放电深度(DOD)循环寿命性能测试。
充放电采用全自动uc-CF30 微电脑循环充放电机(张家港产)。电池以2 h 率的电流(10 A)放电至终止电压为10.50 V,然后用初始电流2.8 A、恒压14.4 V 充电12 h,组成1 个循环。如此反复,对电池进行循环寿命性能测试,并对循环寿命结束(剩余容量为额定容量的80%)的电池进行解剖分析。
94%和96%、98%和100%极群饱和度的两组实验,在室温(20~25℃)下进行;90%和92%极群饱和度的实验,在自然环境温度(4~23℃)下进行。
1.3 电池的电极电位测试和活性物质的XRD 分析
为了分析极群饱和度对电池循环性能影响的原因,对循环寿命终止的100%和94%极群饱和度的电池充足电后,再进行放电,跟踪测试电池某一单体的电极电位。测试电极电位的参比电极为Hg/Hg2SO4电极。
用D/max-rA12kW 转靶X 射线衍射仪(日本产)对活性物质进行XRD 分析。CuKα,管压40 kV、管流5 mA,扫描速度为2 (°)/min,步长为0.02 °。
2 结果与讨论
2.1 电池的循环寿命
不同极群饱和度6-DZM-20 电池的循环性能见图1。
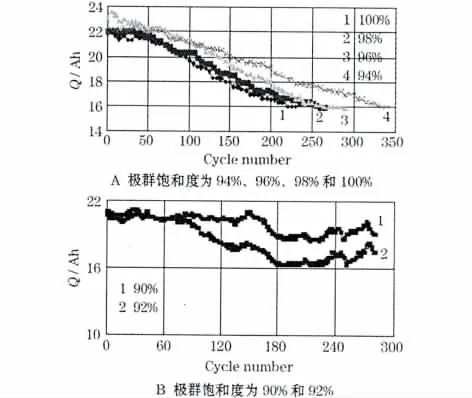
图1 不同极群饱和度6-DZM-20 电池的循环性能Fig.1 Cycle performance of 6-DZM-20 battery with different plate group saturation
从图1 可知,当电池容量为额定容量的80%时,100%极群饱和度电池的100% DOD 循环性能最差,只循环了234次,98%、96%及94%极群饱和度电池的循环寿命分别为264 次、285 次和340 次,92%和90%极群饱和度电池的循环性能测试均进行了280 次,剩余容量(19℃)分别为额定容量的87%和95%。由此可见,电池的循环性能与极群电解液的饱和度呈负相关,即极群饱和度越高,循环性能越差。
2.2 电池循环性能的差异
对循环寿命终止后100%和94%极群饱和度的电池进行放电,跟踪测试某一单体的电极电位,结果见图2。
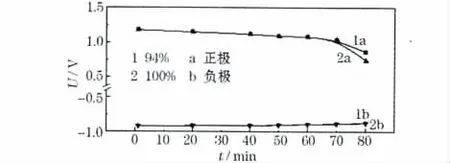
图2 两种循环失效电池放电过程中的电极电位Fig.2 Electrode potential of two kind of batteries during discharge process
从图2 可知,两种极群饱和度的电池,失效均是由正极引起的。
2.3 电池循环过程中的充电转化效率
为了进一步了解不同极群饱和度的电池循环寿命差异的原因,按式(2)计算电池在循环过程中的充电效率(η)[4],结果见图3。

式(2)中:Cn为第n 次循环放出的电量(Ah),C'n-1为第n-1 次循环充入的电量(Ah)
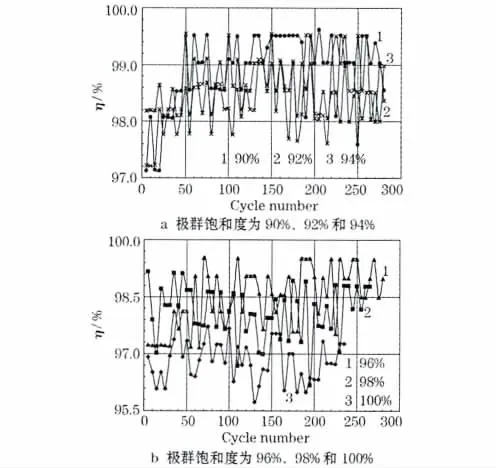
图3 不同极群饱和度的电池的充电效率Fig.3 Charge efficiency of the battery with different plate group saturation
从图3 可知,90%~98%极群饱和度电池的充电效率比100%极群饱和度电池的高;90%极群饱和度的电池,充电效率在第130-180 次循环时更高以外,与92%、96%和98%极群饱和度电池的相当。90%、92%、96%和98%极群饱和度电池的充电效率变化较小,大部分情况下高于98%,100%极群饱和度电池虽然变化也小,但比极群饱和度98%以下电池的约低1%。充电效率在整个循环寿命期间有上下波动,但变化不大,可能与环境温度不恒定有关。实验结果表明,充电效率并非影响循环寿命的关键。
2.4 循环结束后电池的解剖分析
对循环失效的电池进行解剖,查看正、负极板是否有异常,隔板中的电解液是否分布均匀,解剖照片见图4。
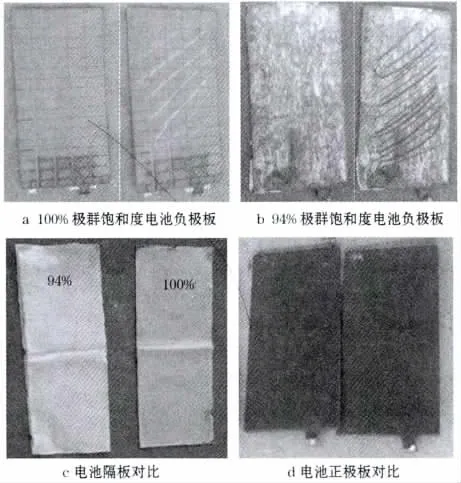
图4 循环结束的电池的解剖照片Fig.4 Dissection photographs of the batteries after cycle
从图4 可知,100%和94%两种极群饱和度电池的正极板,栅筋条都完整无缺,负极板也未发现异常,划刮极板表面后,极板露出金属光泽。100%极群饱和度电池的隔板较湿润,颜色暗淡一些,用手指轻压,有电解液渗出,隔板与极板容易剥离;94%极群饱和度电池的隔板较干,颜色较白,用手指用力挤压,感觉有酸液,隔板粘附在极板上。94%极群饱和度电池的隔板与极板,接触效果较好,而100%极群饱和度电池的隔板与极板,接触效果不理想,影响了充电效率。
100%和94% 两种极群饱和度电池正极活性物质的XRD 图见图5。
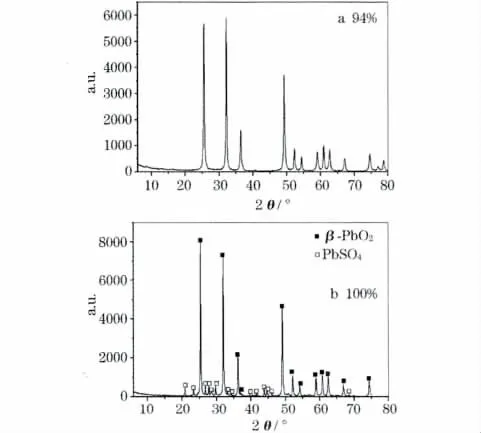
图5 两种极群饱和度电池正极活性物质的XRD 图Fig.5 XRD patterns of positive active material(PAM)of two kinds of plate group saturation
从图5 可知,94%极群饱和度电池的正极活性物质中,放电产物硫酸铅在充电后已基本完成转化,而100%极群饱和度电池的硫酸铅,在充电后有一部分未转化。这种差异的原因主要是正极充电不足。正极充电不足可能跟电解液饱和度有关:极群饱和度高的电池,电解液容易分层,因为酸的量较多,毛细现象作用不明显,容易分层,而酸的量较少,毛细现象作用就比较明显[5]。这有待于更深入地研究。
3 小结
从不同极群饱和度的电池的循环性能实验情况可知,极群饱和度过高的电池,循环寿命较短,极群饱和度较高的电池,充电效率较差。这是因为:电池在恒压限流充电时,极群饱和度较高的电池在充电过程中负极因较差的氧复合能力导致电位较负,电池电压很快达到恒压值,使正极活性物质充电不足;同时,极群饱和度高的电池,电解液容易分层。
实验结果说明:极群的电解液饱和度最好控制在90%~96%。
[1]Prengaman R D.The impact of ALABC research results on battery design[J].The Battery Man,2000,9:16-25.
[2]Patrick M,Nam B,Patrice S,et al.Effect of polarization mode,time and potential on the properties of the passive layer on lead-tin alloys[J].J Power Sources,1997,64(1-2):21-27.
[3]BAO You-fu(包有富).AGM 隔板饱和度对VRLA 电池循环寿命的影响[J].Battery Bimonthly(电池),2007,37(4):284-285.
[4]BAO You-fu(包有富),WANG Yu(王瑜),YU Xiao-ping(喻小平),et al.深循环用VRLA 电池正极铅膏研究[J].Battery Bimonthly(电池),2004,34(5):353-354.
[5]BAO You-fu(包有富),CHEN Sheng(陈胜).高型和低型电动助力车电池组的循环寿命差异[J].Battery Bimonthly(电池),2011,41(1):37-38.
