管式皮带机两起电气故障的原因分析
2013-09-10郭恒民
郭恒民
(平原同力水泥有限责任公司,河南 新乡 453011)
1 系统介绍
我公司日产5000吨熟料生产线2005年4月投产,配套年产100万吨水泥粉磨站2006年建成投产。粉磨站建在老厂区,相距熟料生产线2200多米,熟料采用管式皮带(简称管皮)传送,型号是华泰重工的DG350-2200系列。管式皮带采用三台315kW变频电机拖动,两台安装在皮带机头部,分为主、从驱动电机,通过减速机同轴驱动;另一台安装在皮带机尾部。运行频率可在16~50Hz之间调整,配电系统采用两端控制,皮带机头部和皮带机尾部各用独立的变频柜,分别用西门子S7-300系列PLC和触摸屏形成人机控制界面,通过光缆连接两台PLC组成局域网,以管皮头部PLC为主站,尾部PLC为从站,实现同时起动、停止和同步运行。
2 故障一
2.1 故障现象
设备正常运行过程中,突然出现跳停,查尾部界面故障信息,显示尾部变频故障和通讯故障。故障复位后重新开车,设备能够正常运行,但是十几分钟后故障再次出现。
2.2 原因分析
虽然是两个故障信号,但是根据以往的经验和故障现象来判断,尾部变频器出现故障的可能性不大,故障原因可能会出现在信号传输的环节上。信号传输如图1所示。
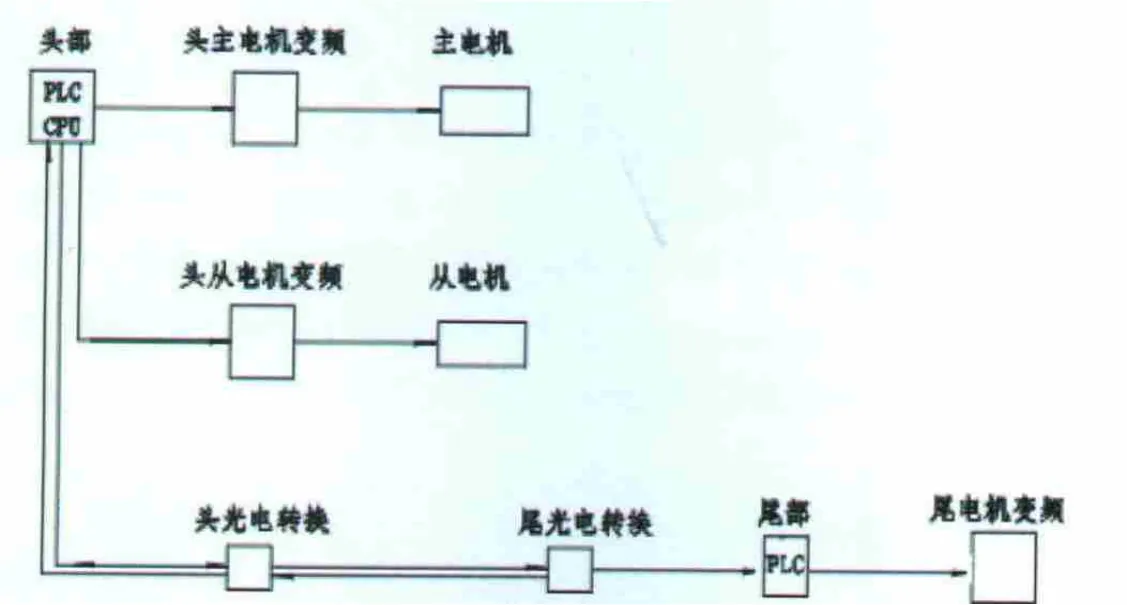
图1 管式皮带信号传输图
2.3 处理过程
(1)由于管式皮带的主站与从站之间的通讯信号是通过光缆传输的,可能会受到外界干扰,于是将尾部配电柜系统接地线全部检查一遍,结果发现并无松动现象。为了设备的安全,又将系统重新接地,故障依旧。
(2)PLC与变频器之间是双工通讯,从变频器接收信号,到将信号反馈给PLC,时间间隔过长,也会出现通讯故障。将尾部变频器上接受时间由10us调至100us,设备可以开起,但运行时间只有2~3min。更换PLC与变频器之间的连接光缆,故障并未消除。
(3)管皮头部PLC到管皮尾部PLC之间的连接光缆有两个光电转换器,此装置有两组通道和一个24v电源,经测量,电源没有问题,换另外一组通道后还是有故障,更换新的光电转换器后故障不能排除。
(4)借助专业的检测工具,测量管皮头部PLC到管皮尾部PLC之间的连接光缆,发现在某一点光信号丢失,仪器显示故障点距管皮尾部300m左右,找到后重新融接,故障消除。
2.4 小 结
此故障是连接主站和从站之间的光缆中间某点接触不良,导致信号传输不畅而形成的,故障点为安装时的一个接口。融接时一定要保证质量,防止故障再次出现;同时还要做好防水、防灰、防鼠等防护工作,防止外部因素对接口的损坏和影响。
3 故障二
3.1 现象
皮带机正常开车,当运行到40Hz左右时,皮带机跳停,变频器报故障为直流母线过电压,控制柜触摸屏上所显示故障为头部主变频故障,复位后设备正常,再次开车,故障现象依然如此。
3.2 原因分析
系统采用的是闭环控制,如图2所示。

图2 管式皮带电机闭环控制图
变频器通过控制自身输出电压来调节电机转速,当电机转速一直不能到给定值时,变频器会不断提高自身输出电压,最终导致出现直流母线过电压故障。电机的转速反馈是由装在电机尾端轴上的编码器完成,当编码器固定不牢或者不够灵敏时,就会出现“丢速”现象。
(1)编码器固定不牢时:转速低时,编码器可以与轴一起转动,当随着Hz数增加、电机转速提高时,编码器会出现转速跟不上,从触摸屏上表现为头部从电机Hz数上升正常,而头部主电机Hz数上升到一定数值后会上下浮动,最终导致跳机。
(2)编码器不够灵敏时:会出现Hz数的跳跃式上升而不是慢慢上升,也会出现直流母线过电压现象。
3.3 处理方法
将头部主电机尾端散热风扇拆下,用内六方对固定螺丝进行固定,当故障还不能消除时需要进行更换,更换时需要注意以下几点:编码器与电缆相对应的颜色必须记清楚;编码器的信号线在散热风机内,需要注意不能让风叶打断;固定编码器的螺丝比较小,现场环境一般比较恶劣,掉在地上不容易找到。所以拆卸时需要小心保存。
3.4 小 结
此故障为设备长时间运转及设备震动造成,这就要求维修人员在检修时需要定期进行检查固定,这样就能很好地避免此类故障,从而使设备更加正常、平稳运行。
