高速单辊复卷机传动控制系统的设计与应用
2013-09-10刘栋
刘 栋
(西门子工业业务领域驱动技术集团,广东广州,510620)
VariPlusTM是德国福伊特公司制造的现代化新型高速单辊复卷机,具备如下特点:①卷取部分是由中心辊驱动、多站复卷的现代高速复卷机;②中心辊与复卷成品纸卷采用水平排列方式,中心辊两侧可以分别进行卷取,不会出现联体问题,纸卷质量的增加也不会对卷取硬度造成影响;③能自动送入纸筒芯、纸幅自动粘贴在纸筒芯上、自动纸幅切断、自动接头、自动换纸、多站复卷机工作站自动切换等全自动化。
复卷机的高速发展对传动控制提出了越来越高的要求,现代化的高性能复卷机必须配置先进的传动控制系统。本文介绍的基于SINAMICS S120的传动控制系统能充分完成VariPlusTM高速单辊复卷机的工艺控制要求。
1 高速单辊复卷机系统描述
1.1 性能指标
最高工作车速:2500 m/min;原纸卷最大直径:3700 mm,卷纸幅宽:10950 mm;成品纸卷最小宽度:500 mm,最大宽度:2500 mm,最大直径:1800 mm;工作站数目:8个6 t重型工作站,9个3 t标准工作站;系统升、降速时间:80 s。
1.2 机械结构与工艺流程TM
VariPlus高速单辊复卷机主要由放卷区域、引纸区域及收卷区域3部分组成,如图1所示[1]。
1.2.1 放卷区域
放卷区域由退纸机架、放卷辊传动电机、空辊提升装置、纸轴离合器、气动机械制动装置和径向摆动装置等组成。上游纸卷通过轨道传输装置送达放卷区域,在放卷区域纸幅被放开并且保持一定的张力,驱动电机用于控制开卷时纸幅张力和引纸时驱动纸卷,当纸卷卷完或断纸时会使纸卷减速甚至停车。
1.2.2 引纸区域
引纸区域是指从对缝黏接器到纵切刀的区域。第一个导纸辊引领纸幅从放卷区域进入纵切部,其中一个导纸辊作为张力测量辊,承载着张力测量元件。张力测量辊测量放卷辊和纸幅分离辊之间的张力。纵切刀按照预先设定的宽度完成纸幅的分切。
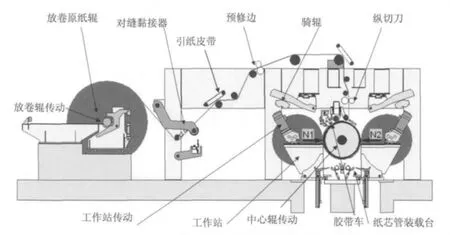
图1 VariPlusTM高速单辊复卷机机械结构概图
1.2.3 收卷区域
收卷区域相对比较复杂,它由纸幅张力分离辊、中心辊主传动、中心辊真空系统、纸幅缠绕侦测系统、压区报警装置、骑辊与工作站等组成。纸幅张力分离辊是由分段的包胶骑辊组成,它们连接在轴上,经由汽缸作用压在中心辊上,中心辊的真空系统可以帮助引纸,使纸幅吸附到中心辊上。中心辊内设计成一个真空辊,在中心辊的整个表面分布有孔。如果有纸幅缠绕到中心辊上就会被纸幅缠绕侦测系统检测到,随后就会立即停车。压区报警装置保护操作员工的安全。骑辊用来在启动初期将纸卷压在中心辊上[1]。
2 变频传动系统介绍
VariPlusTM高速单辊复卷机传动装置配置如图2所示。传动系统由放卷辊传动、中心辊传动、工作站传动、纵切刀传动等组成。
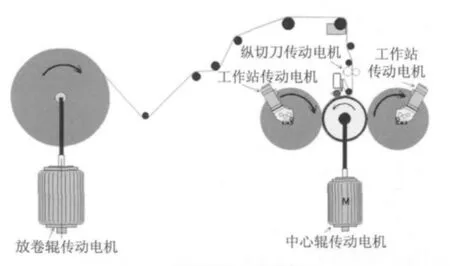
图2 传动装置配置示意图
传动装置详细配置如下:①1台690 V/2660 kW的SINAMICS SLM整流器,用于放卷辊传动与中心辊传动变频整流;另加1台400 V/800 kW的SINAMICS SLM整流器,用于工作站传动与纵切刀传动变频整流。②1台1900 kW的SINAMICS S120逆变器加上1台690 V/1250 kW的SIEMENS交流调速电机,用于驱动放卷辊。③1台1200 kW的SINAMICS S120逆变器加上1台690 V/785 kW的SIEMENS交流调速电机,用于驱动中心辊。④1台75 kW的SINAMICS S120逆变器加上2台400 V/76 kW的SIEMENS交流调速电机,用于驱动重型工作站,这种配置共8套,分别驱动8个重型工作站。⑤1台37 kW的SINAMICS S120逆变器加上2台400 V/76 kW的SIEMENS交流调速电机,用于驱动轻型工作站,这种配置共9套,分别驱动9个标准工作站。⑥1台30 kW的SINAMICS S120逆变器加上20台400 V/0.8 kW的SIEMENS交流调速电机,用于驱动20套纵切刀。
3 传动控制系统的构成
整个传动控制系统由动力部分、PLC控制部分以及变频器驱动部分3部分组成,如图3所示。
3.1 动力部分
动力电源是由1台3150 kVA的变压器将35 kV的电源转换为690 V的动力电,用于驱动放卷辊传动与中心辊传动;另外1台1000 kVA的变压器将690 V的电源转换为400 V的动力电,用于驱动8台重型工作站卷纸辊、9个标准工作站卷纸辊以及20套纵切刀。
3.2 PLC控制部分
PLC控制由1台S7-400和1台ET200M组成,用于采集现场各种数字量及模拟量信号,完成对放卷辊直径、动态惯量补偿、自动停车等数学计算,处理中心驱动辊与纵切刀电机速度给定值、放卷辊电机转矩给定值以及工作站卷纸辊电机转矩给定值的计算,通过PROFIBUS-DP现场总线实现对变频器的控制及运行状态参数的读取。为了设置系统的速度给定值、张力给定值、卷径预置值等信号,配置了1台MP377多功能人机面板。为了对整个系统的运行状态及历史曲线进行记录与分析,还配置了1台OS WINCC站。
3.3 变频器驱动部分
变频器驱动部分由公共直流母线、整流回馈单元(SINAMICS SLM)、逆变器 (SINAMICS S120 DC/AC驱动器)和交流变频电机等组成。复卷机的放卷辊、中心辊与纵切刀分别由单独的交流变频电动机驱动[2]。
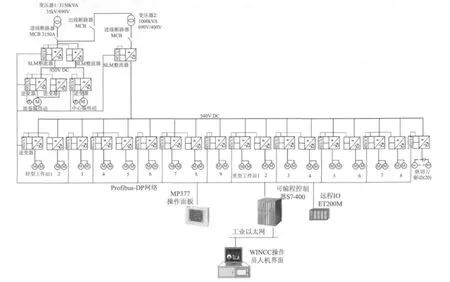
图3 整个传动控制系统示意图
4 传动控制系统的设计与应用
4.1 高速单辊复卷机传动控制的技术要求
复卷机生产出来的成品纸卷必须能够在后续的运输、存储过程中不松散、不崩裂、不变形,所以必须要做到内紧外松,径向硬度均匀。这对传动控制系统提出了很高的要求:①在升、降速或者恒速运行时,必须保证纸幅张力在任何时候都稳定,所以要有自动张力控制。②卷取部分是由中心辊驱动的单辊复卷,所以中心辊驱动与工作站驱动要有自动的力矩负荷分配控制。③由于要生产出不同类型的纸卷,所以必须要有自动的定长度或者定辊径停车功能,以及中心辊自动定位功能。
4.2 传动控制系统设计的实现与应用
4.2.1 放卷辊传动的控制
在整个系统中,对放卷辊传动的控制是决定能否生产出优质成品卷的主要因素。纸幅张力控制是保证纸卷形态的主要因素之一,过大的纸幅张力会破坏产品的内部结构,使产品变形甚至断裂;而过小的纸幅张力使纸幅无法适度绷紧,影响纸层的均匀度和平整度,严重时会使纸幅跑偏、打滑。所以对放卷辊的控制实际就是对放卷纸幅张力的控制,而对放卷纸幅张力的控制实际上就是对传动电机制动转矩的控制。具体的设计思路如下:
首先需要考虑所有影响放卷纸幅张力的因素。图4为放卷辊传动转矩示意图。

图4 放卷辊传动转矩示意图
如图4所示,原纸卷自身惯量在加速起卷、减速停车及稳速运行时产生的惯量转矩为MP_Inert;空辊芯自身惯量在加速起卷、减速停车及稳速运行时产生的惯量转矩为MC_Inert;电机与放卷辊之间的机械摩擦力产生的转矩为MF;为了避免在过渡区中 (恒速、加速、制动)转矩的冲击,需一个特定的“软”特性转矩补偿MR_comp以便无冲击地加速和制动。计算上述转矩,再结合纸幅设定张力所对应的转矩MT_sp以及张力调节器输出值所对应的转矩MT_out,就形成了影响放卷纸幅张力的各个因素所对应的总转矩值MT,i为齿轮比。

此外,在引纸过程中,张力调节器未投入之前,放卷辊传动处于速度控制模式,传动电机处于电动状态;引纸成功后,纸幅张力开始迅速上升,张力调节器被激活投入使用,放卷传动速度环在饱和状态下工作,传动电机处于制动状态,输出一个饱和负限幅值。这个饱和负限幅值的大小是根据式 (1)计算出的总转矩值MT,通过这个值送给电流环的附加转矩,同时控制电流环的转矩上限幅与转矩下限幅,如图5所示[3],使电机电枢电流一直跟踪速度环的输出限幅值,即跟踪退卷张力的给定值,从而保证了纸幅张力的稳定。很显然,由式 (1)可知,放卷辊传动的张力控制实际由直接张力控制和间接张力控制两种方式实现。在此系统中,在预修边与纵切刀之间安装了8台ABB张力传感器,测量出纸幅运行时的张力值,并与张力设定值比较后作为张力PID调节器的输入给定,其输出值就是直接张力控制的因子。原纸卷自身惯量在加速起卷、减速停车及稳速运行时产生的惯量转矩MP_Inert,空辊芯自身惯量在加速起卷、减速停车及稳速运行时产生的惯量转矩MC_Inert,电机与放卷辊之间的机械摩擦力产生的转矩MF以及“软”特性转矩补偿MR_comp构成了间接张力控制的相关物理量。
根据式 (2)~式 (5)可计算出原纸卷惯量转矩MP_Inert、空辊芯惯量转矩MC_Inert、纸幅设定张力所对应的转矩MT_sp以及张力调节器输出值所对应的转矩MT_out。

式中,M为张力转矩,N·m;Z为纸幅张力,N/m,b为放卷辊纸幅宽度,m;a为加速度,m/s2;J为惯量,kg·m2;ρ为纸张的紧度,g/cm3;r为放卷辊实

图5 放卷辊传动控制逻辑图
a时半径,m;D为原纸卷卷径,m;Dcore为空辊辊径,m;Mp为惯量转矩,N·m;Fp为加速度力,N;Da为放卷辊直径,m[4]。
电机与放卷辊之间的机械摩擦力分为静摩擦力和动摩擦力两种。静摩擦力是一个定值,在调试过程中按照系统的启动力矩给定,一般设定为比启动力矩稍小一点的数值。动摩擦力是一个较难计算和测量的值,但是它和电机速度有对应正比线性关系。在实际现场调试过程中,处理它的方法就是当其他的值都在测试比较稳定的状况下,根据实际情况进行一部分的力矩补偿。动摩擦力是一个与传动系统车速存在线性关系的值。在采用补偿时,可以通过在空载的前提下,让传动电机在不同速度下运行,其力矩值就可以作为动摩擦力的补偿参考值。
4.2.2 中心辊传动及工作站传动的负荷分配控制

图6 中心辊传动与工作站传动的负荷分配示意图
图6为中心辊传动与工作站传动的负荷分配示意图。由图6可知,在复卷区域,中心辊传动作为主传动,属于速度控制模式;而其余的工作站为从传动,属于转矩控制模式。从传动变频器速度设定值适量给予超调值 (一般设置为0.02倍的速度设定值),但同时它的输出力矩上限值被牢牢限制为主变频器的转矩实际输出值,这样可以确保主辅传动的转矩保持平衡,从传动的转矩随主传动的变化而变化,达到负荷分配的目的。由于每次生产时所选用的工作站不尽相同,因此在每次开机前,系统要根据当前实际投入使用的工作站类型 (标准站或重型站)来具体确定每台工作站传动的转矩给定。作为主传动的中心辊传动,计算出自身的惯量力矩,电机、齿轮箱和联轴器之间的摩擦力力矩,并且加上系统应有的圆周切线力距,得到的数值再送给电流环的附加转矩,这样就会有更好的动态响应。
4.2.3 传动点启/停逻辑控制及速度给定
整个复卷机是由放卷辊传动、中心辊传动、切纸刀传动以及工作站传动组成,存在以下几种情况的开车与停车:①整个复卷机所有传动电机同时启动与停止。②由于引纸的需要或是设备维修的原因,需要单独对放卷辊传动启动与停止。③每次小纸卷完成指定长度成品卷之际,为了将缠绕在中心辊上剩余的纸幅卷入到成品卷上,需要单独对中心辊传动以及工作站传动作定长度、短距离运行。
当整个系统开始由加速起卷到稳速运行过程中,中心辊与放卷辊之间的纸幅可能会有一个从松弛到张紧的过程,如果这个过程变化太急,纸张瞬间从松弛状态进入绷紧状态,容易发生断裂,因此,纸幅张力给定应该是逐渐递加的量[5]。设计方法是:刚启动时,通过斜坡函数发生器给放卷辊一个较小的反方向速度,让放卷辊传动处于速度控制模式,无须刻意控制放卷辊传动的转速。在运行初期,张力还未建立,此时的放卷辊为转速、电流双闭环控制;等纸幅绷紧后,纸幅会牵引退纸辊往正的方向运行,使速度调节器饱和而输出负的最大值到电流调节器,使电流调节器的给定达到负的限幅值,该值是由张力等计算获得。此时的退纸辊实际为张力电流双闭环控制,处于张力控制模式与转矩控制模式,已经不需要速度给定值。为了使切纸边平滑,上圆刀与底刀线速度应该大于纸幅速度的10%~20%,同时,纵切刀的线速度应该随车速的变化而变化。由于工作站属于转矩控制,所以它们的速度设定值比中心辊的速度设定值高2%,使速度环在正常运行时一直处于饱和状态,这样在转矩上限幅的作用下,实现与中心辊同步运转。
4.2.4 抱闸功能
复卷机的放卷辊与中心辊都必须具有机械抱闸功能。机械抱闸主要有两个目的,一是为了实现在停机时,放卷辊传动与中心辊传动在没有电气制动的情况下保持一定的纸幅张力,以避免由于张力过小引起震荡;二是在紧急停机而发生断纸时,通过借助于机械抱闸的制动能快速停车,避免原纸卷松散。机械抱闸打开的条件是:传动电机启动并延时3 s,电机的励磁磁场建立起来后打开。机械抱闸关闭的条件有:一是正常工作时,当车速下降到4 m/min时开始抱闸,提前抱闸是因为机械抱闸由于机械结构原因不可能马上将闸抱死;二是紧急停止、传动故障或者断纸时立即抱闸。
4.2.5 速度调节器变比例增益控制
对于放卷辊传动而言,放卷原纸辊在生产过程中的辊径、质量及自身惯量均在逐渐减少,所以该传动速度调节器的比例系数不能一成不变,否则动态响应就要慢而且有可能产生振荡,它必须跟随放卷辊惯量变化,惯量越大、比例系数就越大,如图7所示。

图7 速度调节器变比例增益与惯量之间对应关系图
而对于中心辊传动而言,尽管中心辊本身的质量保持不变,但是工作站上的成品卷随着辊径的变化而变化,所以中心辊传动的速度调节器的比例系数也需要动态变化,方法同上。
4.2.6 中心辊定位运行功能
中心辊定位运行的目的是为了将纸尾全部卷入到成品卷上,并且保证纸尾头粘贴到纸卷上。要求中心辊与工作站在低速下完成规定的短距离长度,此时的放卷辊传动停止不动。复卷机有两种情况需要中心辊定位运行,一是每个卷次结束时;二是由一种纸卷改抄另外一种纸卷时,在移动纵切刀位置之前。中心辊定位运行的难点在于需要在极低速的情况下使传动电机运行很短的距离便立即停车,而且每次定位运行时,工作站上纸卷半径不同,所以为了保障系统能够平稳运行,必须对中心辊传动的速度环比例增益系数做出相应的调整。
4.2.7 自动停车功能
复卷机的作用就是将一个大纸卷分拆为多个小纸卷,所以自动停车是每台复卷机必须具备的基本功能。复卷机的自动停车包括根据放卷辊半径自动停车、放卷辊长度自动停车、卷纸辊长度自动停车、卷纸辊半径自动停车以及按照外部给定长度停车5种方式。现介绍卷纸辊长度自动停车方法,其他4种停车设计方法与之类似。设计思路就是首先通过安装在PLC机架上的FM450-1高速计数模块读取安装在中心辊电机上的速度编码器上的脉冲,计算出运行时已经卷到小纸卷上的纸幅总长度L1,然后根据当前车速计算如果要在当前车速开始停车所需要卷完的纸幅长度L2。卷纸辊设定长度为L0,若L2=L0-L1,则将车速设定为0,这样整个复卷机就会按照速度斜坡函数发生器准确地设定长度停机。
5 运行效果
本课题介绍的SINAMICS S120传动控制系统的福伊特VariPlusTM高速单辊复卷机在全球很多大型纸厂得到了广泛应用。该系统表现出良好的控制性能,在不同的运行车速、卷径以及纸幅张力下运行时,纸幅张力呈现平稳线性状态,生产出来的成品纸卷都具有外形均匀一致,且内紧外松、径向硬度分布均匀等特点。该系统不仅能够满足各项设计的性能指标,而且具有能耗低、经济实用、维护量小等优点。
[1]VariPlusTMOperation Manual VOITH.2010.
[2]SINAMICS S120 Commissioning Manual.2010.
[3]SINAMICS S120 Function Manual.2009.
[4]RUAN Yi.Control systems of electric drives-Motion control systems(The Fourth Edition)[M].Beijing:China Machine Press,2010.
阮 毅.电力拖动自动控制系统:运动控制系统(第4版)[M].北京:机械工业出版社,2010.
[5]CHEN Jing Wen.Design of Electric Control System on Below Directs the Paper Rewinder[J].Electric Drive,2008,38(3):61.
陈景文.下引纸复卷机电控系统的研究与设计[J].电气传动,2008,38(3):61. CPP