提高热轧带钢酸洗效果的探讨
2013-09-07刘洋韩斌谭文杨奕汪水泽魏兵
刘洋 韩斌 谭文 杨奕 汪水泽 魏兵
(武汉钢铁(集团)公司研究院 湖北 武汉:430080)
带钢经过热轧后,其表面会覆盖一层由Fe2O3,Fe3O4和FeO等铁氧化物组成的氧化铁皮层,在冷轧前或用户进行加工前这层氧化铁皮一般需要经过酸洗工艺除掉。酸洗质量不佳,除了会影响冷轧板自身的档次提升,也会给彩涂、镀锌等后续工艺造成不利的影响。此外,随着国家对冶金工业各生产流程的废酸排放指标要求越来越高,如何有效减少热轧带钢在酸洗阶段的耗酸量成为亟待解决的问题。本文对影响酸洗效果的因素进行了论述,并对热轧减、易酸洗钢的生产工艺进行了探讨。
1 影响酸洗效果的因素
一般情况下,可以将影响热轧带钢酸洗效果的因素分为内因和外因。内因主要为氧化铁皮的状态,它是由氧化铁皮的厚度、致密度、裂纹形态及数量、各氧化物相的含量比例、显微结构、氧化铁皮与带钢基体的粘附性等综合因素决定的,大量研究表明,热轧带钢的氧化铁皮特性会对酸洗效果(速度及质量)产生显著影响[1-6]。而外因则主要为酸洗槽条件,其主要包括酸液浓度、酸液温度、酸液中溶解铁浓度等[7-8]。
1.1 热轧带钢的氧化铁皮结构及其对酸洗效果的影响
1.1.1 热轧带钢氧化铁皮结构
热轧带钢在室温下的实际氧化铁皮结构与高温时有较大差异,而且由于热轧钢卷在卷取前后以及钢卷不同部位的冷却条件不同,卷取后各部位的供氧差异,导致钢卷的内、外层(带钢的头、尾部分)与钢卷的中间层、带钢的边部和带钢的中心的氧化铁皮都存在一定的差异。图1是带钢板宽方向上形成的典型氧化皮结构示意图,带钢表面在5个区域形成了3种结构的氧化皮:在带钢的最边部,形成了Fe2O3/Fe3O4/FeO的三层结构;在边部到中心的过渡区,形成了Fe3O4/FeO两层结构的氧化皮;在带钢中心很宽的范围内,形成了由Fe3O4和Fe3O4+Fe颗粒组成的单一氧化层[9]。研究热轧带钢的酸洗,必须考虑热轧带钢的实际氧化铁皮结构。
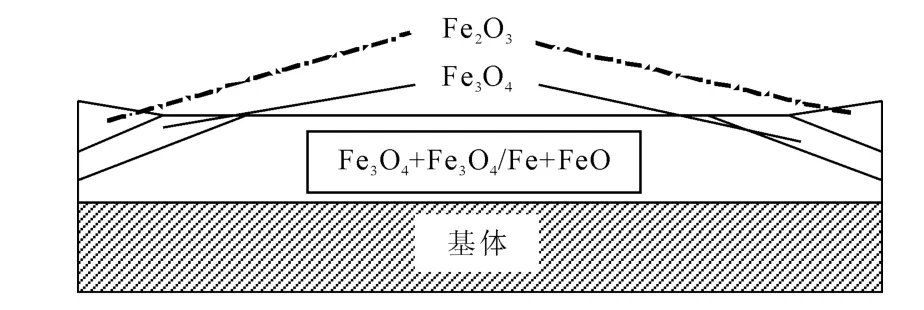
图1 带钢板宽方向典型氧化铁皮结构示意图
1.1.2 热轧带钢不同氧化铁皮结构的酸洗机理
热轧带钢的最终氧化铁皮由FeO,Fe2O3,Fe3O4等氧化物组成,有时还有一定量的单质铁。众所周知,FeO在酸中溶解最快,Fe3O4次之,Fe2O3最难被酸溶解,但在氧化铁皮的酸洗过程中,除了这种化学溶解规律,热轧带钢氧化铁皮的结构特点也是决定其酸洗效果的关键。
国外学者针对热轧带钢的酸洗机理做了大量广泛及深入的研究。Frisch等人提出修正后的电化学酸洗模型[2],如图2所示。在此模型中,所有氧化层结构(FeO,Fe2O3,Fe3O4)都与基体铁和周围的HCl溶液形成局部电池,其中无氧化铁皮的铁基体成为阳极,而阴极由FeO,Fe2O3,Fe3O4的混合物组成。此模型的主要内容是:暴露的铁基体首先被酸氧化,产生的电子形成电流,一部分电流将FeO,Fe3O4和Fe2O3中的Fe3+还原成Fe2+,另一部分电流作用则是还原酸中的H+,生产氢气。但此模型中假定的氧化铁皮结构是在570℃以上受热后进行快速冷却形成的,这种结构不同于热轧带钢的实际氧化铁皮结构。
Susumu YAMAGUC等人通过实验观察,发现无FeO成分的氧化铁皮与富含FeO的氧化铁皮酸洗过程有一定差别[3]。无FeO氧化铁皮的酸洗可以分为两个阶段,如图3(a)所示:

图2 Frisch等人提出的修正电化学酸洗模型
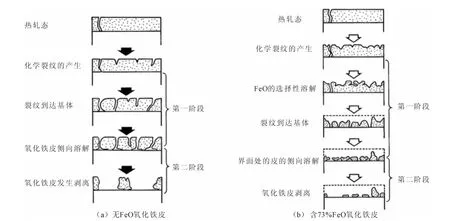
图3 同类型氧化铁皮酸洗示意图
第一阶段:氧化铁皮首先在容易产生裂纹的位置出现化学裂纹,随着酸洗时间的增加,裂纹的数量也随之增加并扩展至氧化铁皮与基体的界面。第二阶段:当裂纹的数量(裂纹密度)达到一定程度时便进入第二阶段,此时界面附近的氧化铁皮开始侧向溶解,随后氧化铁皮开始从界面剥离。
富含FeO的氧化铁皮酸洗过程与无FeO氧化铁皮差别在于,其酸洗过程中产生的裂纹不会直接穿透氧化铁皮层至基体,而是会对氧化铁皮中的FeO进行选择性溶解进而形成一种迂回的扩展线路,如图3(b)所示。Susumu YAMAGUC等认为富含FeO氧化铁皮的酸洗过程中,裂纹密度达到饱和的时间点会因为对FeO的选择性溶解而推迟,导致最终酸洗时间比无FeO氧化铁皮更长。
R.Y.Chen等人将不同冷却温度和速度下碳钢表面生成的氧化皮结构进行了分类[4]。第Ⅰ类为大部分为残留FeO,伴有一些Fe3O4析出物;第Ⅱ类为大量残留的FeO与在FeO/基体界面形成的明显连续的Fe3O4层,在FeO相中,Fe3O4析出量明显多于第Ⅰ类氧化铁皮;第Ⅲ类由Fe3O4+Fe共析物、Fe3O4析出相和少量FeO混合物组成。R.Y.Chen等人的实验表明第Ⅰ类氧化铁皮的酸洗速度与第Ⅱ类相似,但第Ⅲ类的酸洗速度则低得多。R.Y.Chen提出以下酸洗机理(图4):①第Ⅰ类和第Ⅱ类氧化铁皮的主要酸洗机理是,沿着FeO层进行溶解;②第Ⅲ类氧化铁皮的主要酸洗机理是沿氧化物/基体界面底切。

图4 R.Y.Chen等人提出的3类氧化铁皮的酸洗机理
张孟仪,邵光杰认为氧化铁皮的不同显微结构直接影响了酸洗时间,具有FeO和Fe3O4复合结构的氧化皮比Fe3O4单层氧化皮更易酸洗。晶粒尺寸越大,氧化铁皮酸洗所需时间越长;富含FeO的氧化铁皮容易酸洗;含高比例随机晶界的氧化铁皮容易酸洗[5-6]。
以上研究基于氧化铁皮不同相的比例和结构,对其酸洗机理及效果进行了不同的阐述,但结论也有一定的差异。实际上,带钢氧化铁皮的酸洗难易程度是由氧化铁皮的特性来综合确定的,孤立地根据某一因素来预测、评价氧化铁皮的酸洗效果是不准确的。
1.2 破鳞对酸洗的影响
破鳞使氧化皮产生裂纹,裂纹的密度和尺寸随着氧化皮延伸率的增加而增加,这些裂纹将在酸洗时起到人工酸洗核的作用。氧化铁皮中的这些裂纹能使酸在不需要形核的情况下,很容易地到达钢基使得酸洗孕育期(初始无酸洗时间)显著缩短,对于一些氧化皮延伸率较大的情况,孕育期甚至会完全消除。但有研究表明破鳞对工业酸洗的影响明显减弱,这是因为热轧带钢在钢卷的生产过程中,经历了重卷和平整等工艺,使得氧化铁皮中已经存在了一定数量的微裂纹[4]。
1.3 化学成分对酸洗的影响
A.Chattopadhyaya等人的实验表明钢中的Si元素会对氧化铁皮产生影响,当Si含量大于0.35%时,生成的Fe2SiO4相将显著影响酸洗速度[10]。为了获得更好的酸洗效果,A.Chattopadhyaya等建议应将Si含量控制的尽可能低。图5为钢中Si含量对酸洗速度的影响曲线。
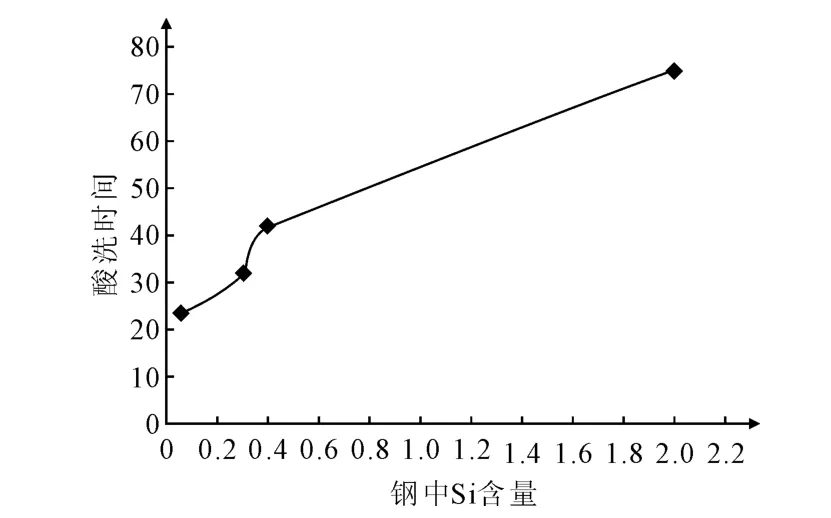
图5 钢中Si含量对酸洗速度的影响
1.4 酸液条件对酸洗速率的影响
Yubonrat JATUPHAKSAMPHAN等人对不同盐酸酸洗液温度与浓度下的氧化铁皮溶解速度进行了研究,结果表明随着盐酸温度或者浓度的增加,试样表面氧化铁皮移除的速度加快[7]。M.J.L.GINES等人的研究也得到了相似的结果,并认为温度影响最显著,其次是酸液浓度,而酸液中Fe离子浓度对酸洗速度几乎无影响[8]。
2 减、易酸洗钢的生产工艺探讨
通过对影响热轧带钢酸洗效果的因素进行分析,认为控制热轧板带的氧化铁皮结构是减少酸洗用酸量、提高酸洗效率的重要途径。根据用户需要,在热轧过程中合理调整工艺参数以生成不同结构的氧化铁皮,可达到减、易酸洗的目的。
R.Y.Chen等人提出两种方法来得到易酸洗的氧化铁皮结构:①在350℃以下卷取带钢;②500~740℃卷取后之后加速冷却,冷却速度最好大于5℃/min[4]。但第一种方法由于卷取温度太低,会大大恶化钢卷的力学性能,因而不太现实。对于第二种方法,由于热轧带钢卷取后散热非常缓慢,在工业风扇的降温下也很难达到5℃/min的冷却速度,因此需要其他冷却手段或设备。
有研究指出,相对较高的卷取温度可以降低共析反应速度,使FeO含量增多,从而得到易酸洗的结构。这种方法的缺点是由于卷取温度较高,容易导致卷取后带钢边部氧化加剧,生成较厚的Fe2O3,导致边部酸洗困难。
通过以上分析,认为减、易酸洗钢的生产可以通过以下工艺及措施来实现:
(1)在成分上尽可能的降低Si含量,以减少其对除鳞及酸洗的影响;
(2)通过轧制温度及轧制速度的合理化控制及优化,降低氧化铁皮的厚度;
(3)控制轧辊条件、层流冷却水等确保带钢在宽度方向上的温度均匀性,从而使氧化铁皮在带钢宽度方向上厚度均匀;
(4)通过适当调整轧辊凸度,控制卷型使卷取后钢卷边部空隙减小,弱化其供氧条件;
(5)合理控制卷取温度及随后的冷却速率,得到易酸洗的氧化铁皮结构,可能需要新的冷却设备及冷却工艺来实现;
(6)适当增加钢卷平整时的延伸率,从而得到更多的氧化铁皮裂纹,起到人工酸洗核的作用。
3 结束语
通过以上分析可以看出,氧化铁皮结构是影响带钢氧化铁皮酸洗难易程度最主要因素,通过对带钢生产过程中决定带钢氧化铁皮质量的工艺参数进行合理的控制,可以得到易酸洗的氧化铁皮结构,提高酸洗效率。
[1]王银军,穆海玲,董汉君,等.SPHC热带氧化铁皮酸洗困难原因分析及对策[J].轧钢,2006,23(04):51-54.
[2]R Y Chen,W Y D Yuen.热轧带钢的酸洗机理[J].世界钢铁,2007,(05):51-58.
[3]Yamaguchi S,T Yoshida,T Saito.Improvement in descaling of hot strip by hydrochloric acid[J].ISIJ International,1994,34(08):670-678.
[4]R Y Chen,W Y D Yuen.热轧条件和破鳞对热轧带钢酸洗性能的影响[J].世界钢铁,2007,(04):49-57.
[5]张孟仪,邵光杰.热轧板的氧化皮结构对酸洗效果的影响[J].上海金属,2007,29(03):41-43.
[6]Mengyi Zhang,Guangjie Shao.Characterization and properties of oxide scales on hot-rolled strips[J].Materials Science and Engineering A,2007:452-453,189-193.
[7]Yubonrat JATUPHAKSAMPHAN,Natthapong PHINICHKA,et al.Pickling Kinetics of Tertiary Oxide Scale Formed on Hot-Rolled Steel Strip[J],Journal of Metals,Materials and Minerals,2010,20(01):33-39.
[8]M.J.L.GINES,G.J.BENITEZ,T PEREZ et al,Study of the picklability of 1.8mm hot-rolled steel strip in hydrochloric acid[J].Latin American Applied Research,2002,(32):281-288.
[9]Huibin Qi,Yuhai Qian,Wei Wang,etal.“Quartus Scale”of Hot-rolled Strip Steels and Its Formation Mechanism[J].Baosteel Technical Research,2007,1(1):42-54.
[10]Chattopadhyaya,T.Chanda.Role of silicon on oxide morphology and pickling behavior of automotive steels[J].Scripta Materialia,2008,58(10):882-885.
