缩短瓦磁成型周期研究
2013-09-07
(广东省梅州市磁性材料厂,广东 梅州 514000)
1 缩短成型周期概述
为了控制好产品压缩比,使产品密度较均匀,需控制快慢压速度及时间。压制时间、快慢压速度调整不当,不能得到较好压缩比和密度,产品在烧结后会出现许多裂纹,也会降低产品产量。依照我厂生产线的实际情况,如果将成型周期缩短,主要会产生的缺陷为抽不干水导致软角和压制太快而跑料。
2 缩短成型周期需注意的问题
2.2.1 球磨机所磨的料浆比砂磨机所磨的料浆易于成型
球磨机是滚动设备,物料和介质在筒体内得到充分搅动,无死角,各处线速度几乎相等,因此所磨物料粒度均匀,性能较稳定。而且水淋冷却效果比砂磨机冷却效果理想,料浆温度低不易跑锶。即使研磨时间延长,粒度分布与黏性也无明显变化;砂磨机在旋转时各处线速度不一致,结构易出现死角,因此所磨物料粒度不匀,粉料晶粒损伤较大,随着研磨时间延长,料浆温度偏高,容易使料浆跑锶,料浆粒度分布过宽,影响了产品性能。
2.2.2 物料自球磨机出料后,料浆存放一段时间,使特细颗粒陈化长大
物料经过二次研磨后,将料浆打入高杯桶中,在高杯桶中装入滤布,用滤布滤去料浆中多于的水份,使料浆中的水份保持在30%左右,料浆打入高杯桶后需存放一段时间,存放时间至少在48小时以上,使特细颗粒陈化长大,这样有利于成型,可提高成型效率。
2.2.3 要有合理的注料时间和注料压力
为了使多腔模具型腔内料浆均匀,注料时需要一定压力,我们根据注料泵和模具设计情况,一般注料压力为2MPa—3MPa,注料时间根据模具大小和注料泵的大小而不同。注料压力太小、时间太短都容易造成注料不足、密度不均匀等缺陷。
2.2.4 压制时料浆水分要均匀,且物料含水率要适当
为使单畴颗粒易于转动,需将成型用的料浆做成软泥状,水份在其中起润滑作用,有利于颗粒在磁场作用下的转动和更好的填充模具空间。含水率太小则颗粒取向度、填充性较差,不容易得到性能好、密度均匀的产品;太高则水份不容易排除,容易出现层裂影响压制速度,成型效率下降。
2.2.5 成型时排水系统要通畅,要合理设计抽水孔
成型时排水系统要通畅,有适当的压制时间和保压时间。会促使密度增加,模具抽水孔径过小或真空度较小时,流水不畅使制品密度容易疏松或不能成型,抽水孔径过大,滤布易损坏,设计孔径约1.8mm。模具抽水板的结构决定压制时脱水状况,抽水板结构设置不合理影响压制时的脱水状况,脱水速度慢,成型时间变长,成型效率低,脱水不均匀,就会产生密度差,压制坯件产生裂纹、掉块且在烧结时发生变形。
3 瓦磁成型周期试验
我厂现磨料使用的是砂磨机,磨出来的料浆未经过滤水,在用料较急时,料浆存放时间不足24小时,大部分所用的料浆为6H料加磨销废料或瓦磁废料混合使用。产品规格较多,增加了成型工艺控制难度。
3.1 生产面临的问题
3.1.1 砂磨设备陈旧
由于砂磨机都比较陈旧,如果搅棍和钢球出现质量问题可以通过清机来进行更换,但是筒体损坏更换时却比较困难,对于冷却而言,除了13#机能够将温度控制在60℃以下,其它机台均不能满足此要求,有时磨料时料浆都会因为温度过高而沸腾,温度能达到将近100℃,在高温情况下容易跑锶,会增加料浆的粘稠度,在研磨时会使料浆粒度分部不均,料浆不利于成型,容易跑料、烂底、抽不干水。
3.1.2 料浆用料混杂
模型使用FlowDroid[6]进行实现污点传播路径的寻找。FlowDroid是基于流分析技术的隐私泄露分析工具,它对Android应用程序的生命周期做了完整建模,并构建了一个虚拟dummyMainMethod方法来模拟生命周期,在对应用内的Sources点及Sinks点做了标记后,使用过程间数据流分析技术寻找这些点间的传播路径。
我厂主要料浆为6H+双试和6H+瓦F7料,双试料为磨销废料,瓦F7料为瓦磁废坯件经过中磨机破碎后的废料,6H料为细粉料,在制备料浆时6H料和废料添加比例为1:1,磨料时单独研磨,在磨废料时没有衡量重量,凭经验来添加料,这样磨出的料浆粒度时粗时细,双试料是3台机同时研磨,磨好的料浆合在一起再与6H料混合,磨出来料浆粒度分布很宽,影响成型效率和质量。我厂用料有6H+双试、6H+瓦F7、6H+毛坯、梅山双3800料、梅山双3850料、梅山双3900料、本钢双4000料,料浆种类太多,这样就加大控制难度,而且每种料至少占据一个高杯桶,当用料较急时就减少了每一种料的沉淀时间,从而影响成型。
3.1.3 料浆沉淀不足
料浆沉淀时间一般较短,在用料较急时,料浆沉淀时间不超24小时,采用砂磨机磨料,磨出来的料浆粒度分布较宽,而且所磨的料粒度较细,料浆中细颗粒较多,如果沉淀时间不够,料浆中细颗粒无法长大,料浆在成型时会出现抽水困难。
3.1.4 产品规格过多
瓦磁规格太多,严重降低了成型稳定性,模具随时在更换,无法深入了解一套模具的特性,增加压机调试难度,就不能在保证质量的前提下将班产量最大化。
3.1.5 湿压磁场成型了解不够
在压制产品过程中遇到软角、抽不干水或跑料时,如果要在压机上进行调节,大多通过调慢压制速度来解决,很少通过调节其它来解决,虽然质量得到解决,但是成型效率低。原因是对压机和永磁铁氧体湿压成型不了解。
成型周期过短主要是产品抽水困难,出现软角和烂底,想改进瓦磁成型周期,要从各方面进行调整,单方面调整效果并不明显,从观察情况看,根据典型实例进行分析。
3.2.1 磨料方式对成型有很大影响
相同的原料和配方,用砂磨机磨料粒度至0.9um,成型困难,用球磨机磨料粒度至0.85um,容易成型,成型速度和其它料浆成型速度相同。应把球磨机作为磨料首选,运用过程中发现问题,分析问题,解决问题。
3.2.2 延长料浆沉淀时间可以缩短成型周期(如表1所示)
从数据看出料浆沉淀时间对成型影响很大,成型周期缩短40s。
3.2.3 模具对成型周期也有影响(如表2所示)

表1 延长料浆沉淀时间缩短成型周期

表2 模具对成型周期的影响
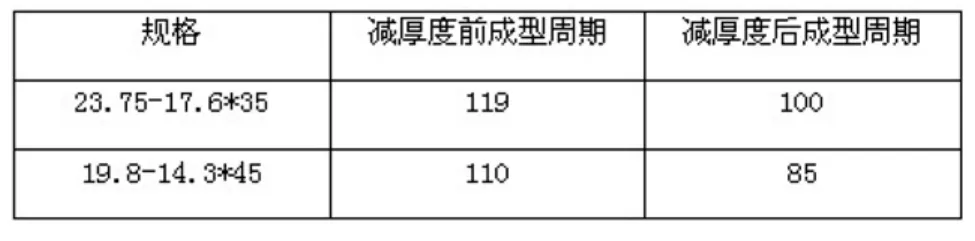
表3 减少成型生坯厚度缩短成型周期
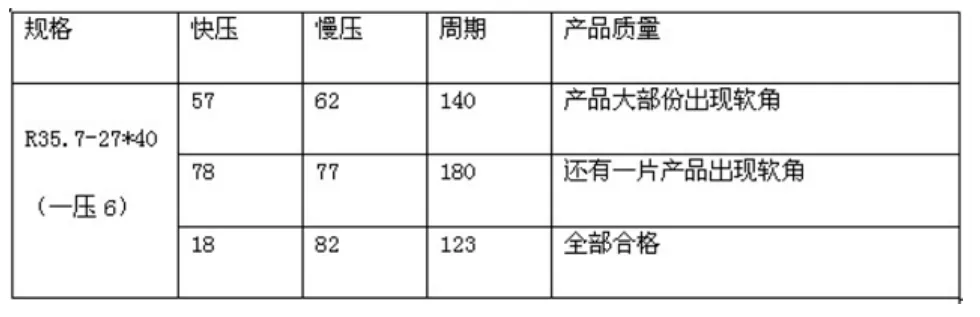
表4 合理的压机参数缩短成型周期
从数据看出新模具比老模具容易成型,成型周期缩短10s以上,一些模具使用时间较长,冲头与型腔间空隙变大,当成型速度变快时,会出现漏料现象,这样成型出来的产品会出现软角或烂底,磨损较大的模具须更换冲头。
3.2.4 减少成型生坯厚度可以缩短成型周期(如表3所示)
以上两个规格的产品厚度减少约0.8mm,以上数据看出,减少成型生坯厚度能够较明显的缩短成型周期,其它规格产品在减少厚度后虽不明显,但是有所改善。
3.2.5 合理压机参数可以缩短成型周期(如表4所示)
上面数据看出,合理成型参数不止可以提高产品的质量,还可以提高生产效率。在成型过程中不止是快、慢压调节,其它参数非常重要,任何参数不合理都会影响产品质量或成型效率。
[1]王自敏.高性能永磁铁氧体细粉碎工艺[J].中国陶瓷工业,2009(05).
