正火控冷技术在火车轴热处理中的应用
2013-09-04崔永亮徐俊生赵兴龙
崔永亮,徐俊生,赵兴龙
(太原重工股份有限公司,山西 太原 030024)
0 引言
国内铁路车辆用轴材质主要为LZ50钢,其主要热处理工艺为二次正火+回火,正火后冷却速度与车轴热处理后性能有直接的关系,但是在实际生产过程中正火冷却靠的是出炉后风机吹冷的工艺,风冷工艺受季节影响特别大。特别是到夏季最炎热时节,车轴的屈服强度就很难达到标准要求,通过控制正火后风冷的能力来控制车轴性能成为迫在眉睫的问题。太原重工轮轴分公司与邢台鼎盛工业炉有限公司合作对车轴正火冷却系统进行了改造。通过压缩空气均匀吹冷正火出炉后车轴,解决了由于季节环境温度因素造成车轴性能不稳定的问题。
1 控冷原理及功能介绍
车轴正火采用步进式加热炉,出料节拍为4min~5min,二次正火后出炉温度为790℃~850℃。车轴规格直径为Φ180mm~Φ240mm,单重为550kg,空压机风冷设备需具备单工位单节拍使车轴表面从810℃左右降至650℃的能力。
控冷设备应用轧辊喷淬的原理,所不同的是喷管喷的是高压空气。车轴上方布置两排高压空气喷管,喷管在轴向上按每100mm布置一对,保证车轴表面没有喷吹盲区。车轴放置于两对滚轮上面,滚轮驱动车轴旋转,使得车轴整体均匀、快速冷却。出口高压管上布置调压阀,喷管出口设有空气流量计,通过调整喷管出口风速来控制车轴冷却速度。根据不同季节环境温度来调节喷管出口风速,从而控制车轴冷却速度,使车轴正火后冷却过程中组织转变可控,达到一年四季车轴性能指标均匀稳定的目标。
2 控冷设备组成
控冷设备包括由一台38m3/min双螺杆空压机和静压包组成的供气机构、车轴旋转机构、拨料装置、喷气系统(管路、阀、喷嘴等)、阻缓装置、气压控制器,如图1所示。
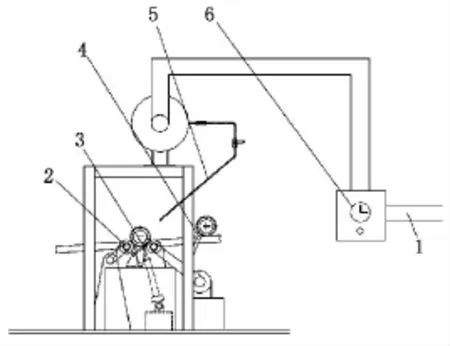
图1 车轴正火控制冷却设备示意图
2.1 空压机组
根据工艺要求选用上海东方空压机厂双螺杆空压机,其排气量为38m3/min,压力为0.7MPa,功率为220kW,可连续工作,由其提供压缩空气。
2.2 车轴旋转机构
车轴在进入托转轮上后可实现60r/min左右的转动,由2台2.2kW减速机带动托转轮转动。由于车轴温度高,会影响支承轮轴承的转动,在支撑轴承盒上设计有水冷轴承支座。两个主驱动轮能保证较长车轴的均匀转动。
2.3 拨料装置
车轴冷却时间达到后依靠拨料装置将车轴从托轮装置上拨入下一级轨道,采用液压油缸自动托起的工作方式。
2.4 喷气系统
由空压机提供的压缩空气经DN80管接入分气包,经相关阀门调节后再由特制喷嘴喷出,能在出口产生80m/s的喷射速度。在车轴纵向布2排,共计24个喷嘴。喷嘴距车轴表面距离在200mm处可作微调,每个喷嘴流量可调。在分气包上除引出各个喷嘴,还装有排污阀、安全阀、压力表。每个喷嘴与分气包间安装有手阀,可对每个喷嘴流量进行单独调节。
2.5 阻缓装置
车轴从步进炉出料后,先进入辊道,进入旋转工位前设置阻缓装置,使车轴轻轻滚入工位,减少车轴对设备的冲击,此机构仍然使用液压缸实现停放作用。
2.6 气压控制器
总进风管道口设计有压力检测调节及报警装置,并配有车轴温度检测显示功能,方便根据不同环境温度来调节压力及出口风速。
3 设备运行验证
3.1 测温验证
铁道部常规RE2B车轴二次正火810℃出炉后经控冷装置冷却,喷管出口风速50m/s,环境温度(厂内白天平均)23℃,对出炉的13根车轴表面温度进行红外测温,测温位置分别为左轴颈、左轮座、轴身、右轮座、右轴颈,测温结果如图2所示。
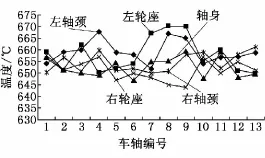
图2 测温结果显示
测温结果表明在环境温度为23℃时,车轴经控冷装置5min冷却后,车轴表面温度均匀,且平均冷却到650℃,达到了预期目标。车轴各部位温度相差不大,说明冷却装置可使车轴均匀冷却。
3.2 车轴性能统计分析
我们对3月与6月份两个月的铁道部常用货车车轴RE2B共226批车轴性能进行统计,3月份为控冷设备运行之前,3月份厂内平均气温为11℃,6月份为控冷设备运行之后,6月份厂内平均气温为22℃。正火后冷却速度越快,车轴冷却过程析出铁素体组织会越少,车轴屈服强度越高。按往年经验,6月份由于环境温度很高,车轴冷却速度会变慢,车轴屈服强度要比3月份低。车轴性能取样位置为延长段处。图3为采用控冷措施前、后车轴屈服性能对比。

图3 采用控冷措施前后车轴屈服性能对比
由图3可知,3月份与6月份车轴性能差异不大,且6月份车轴性能更为稳定。6月份车轴性能均在345MPa以上,全部符合标准要求,表明车轴性能由于环境温度变化造成的季节性性能差异得到了很好控制。下一步将摸索喷管高压空气出口速度与厂内环境温度的对应关系,来稳定车轴性能,达到车轴性能全年一致的效果。
4 结论
应用轧辊喷淬原理,开发了通过压缩空气均匀吹冷正火后车轴,来控制车轴冷却速度的装置。结果表明,应用此装置后车轴性能得到一定程度的稳定。随季节温度改变车轴的性能差异减小,车轴热处理一次合格率得到了提升。
[1] 何春雨.中厚板正火控制冷却系统的设计与应用[J].金属热处理,2008,7(2):171-175.
[2] 胡光立,谢希文.钢的热处理原理与工艺[M].西安:西北工业大学出版社,1993.
[3] 康大韬,叶国斌.大型锻件材料及热处理[M].北京:龙门书局,1998.
