300MW机组给水泵逆止门内漏故障分析及处理
2013-09-01樊义卯靳卫国赵兴楼
樊义卯,靳卫国,赵兴楼
(华能国际电力股份有限公司上安电厂,石家庄 050310)
华能国际电力股份有限公司上安电厂(简称“华能上安电厂”)二期工程为2台300MW汽轮发电机组,单机配备2台汽动给水泵和1台电动给水泵,正常时2台汽动给水泵运行,1台电动给水泵备用。主泵出口逆止门(共6台)采用升降式逆止阀,型号为 H61Y-DN200,压力等级为2 500LB,1997年10月投产使用。
1 故障经过
2010年11月10日6:25,在3号锅炉MFT后,汽动给水泵联跳,电动给水泵启动。A、B转速均由4 650r/min升至4 850r/min后同步迅速下降,20 s后,A、B汽动给水泵转速出现差异,A泵转速逐渐到零,B泵转速则迅速上涨至5 000r/min后稳定。6:32,关闭B泵出口电动门后,B泵转速迅速下降。分析判断可能是给水泵逆止门处出现内漏。
2 原因分析
经过对逆止门解体检查发现:3B主泵出口逆止门阀座冷镶在阀体上,未进行密封焊,阀座与阀体配合精度不够,刚性密封必须有闭合密封线(或密封面)才能实现压力介质的有效阻断。阀体与阀座配合面存在冲蚀坑洞,也是密封不严,给水内漏冲蚀造成的,长期运行后阀座冲蚀严重。
阀座设计厚度为6mm,抗冲击能力差。给水系统额定压力213kg/cm2,逆止阀直径DN200,逆止阀关闭时给水作用在阀芯上的推力F为66 882 kg;阀芯作用在阀座密封面上的压强P为1 428 kg/cm2,可见逆止门回座时作用在阀座上的力是巨大的。阀芯与阀座多次撞击,造成阀座不规则变形,如图1所示。

图1 变形损坏后的阀座
经检查,认为逆止门密封不严,阀座厚度设计不合理是导致给水泵逆止门内漏的原因。
3 处理措施及效果
在不改变阀座流量的前提下重新设计阀座,阀座厚度由原来的6mm加厚到18mm;原来的阀座内孔为变径结构,下部内径为230mm,上部内径206mm,新加工阀座通流面积与原阀座相同。阀座与阀体配合有0.05~0.1mm的紧力,并进行阀座上端面密封焊,保证阀座的严密性;为了增强阀座密封面的强度,在阀座密封面处增加2mm厚的硬质合金堆焊层,保证阀座的抗冲击性。优化设计后的阀座尺寸如图2所示。
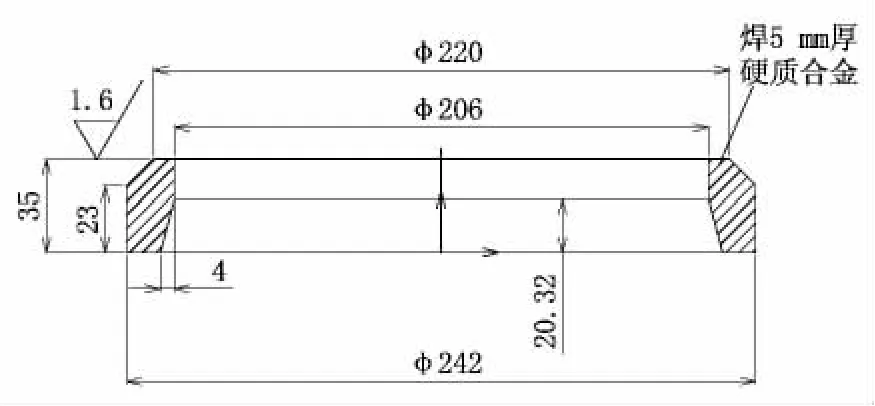
图2 优化设计后的阀座尺寸(单位:mm)
松开逆止门门盖法兰螺栓解体阀盖,将卸逆止门导向套专用衬板安放到导向套底部,用M24螺杆螺母将衬板和小横梁连接好,横梁两头各安装1个起重量为10t的液压千斤顶,并用千斤顶将横梁顶起找平,使拉杆适当受力。在导向套内填装满干冰使套筒冷缩;在阀体外侧用2个烤把对称均匀烘烤阀体使阀体热涨。冷却时间约为40min,快速烘烤时间为15~20min,加热温度200~250℃。2个千斤顶同时向上顶起,将阀芯导向套缓缓拉出移走,用切割机在阀座上切出4道缝隙以释放其过盈力,用短铜棒将阀座由下向上从阀体上打出取下,并打磨清理阀体上阀座凹窝内弧面及底平面。
准备好阀座毛坯料,阀座材质为2Cr13不锈钢,用车床粗加工毛坯料至一次加工尺寸,用电加热片(也可用烤箱)加热一次坯料至250~300℃(保温一段时间),在密封面处堆焊约5mm厚547钼硬质合金,保温缓冷至常温。精加工阀座至图纸要求尺寸及精度,堆焊层保留2mm厚度,阀座做着色试验检查有无裂纹及焊接缺陷,用研磨机(或手工)镜面研磨阀座密封面。
在阀座密封面涂红丹油与阀芯做接触试验,检验阀座与阀芯接触情况并研磨至合格(阀线宽度为0.30~2mm);冰柜温度调至-15~-20℃,把阀座放入冰柜内冷冻1h,充分冷透后取出安放在阀体洼窝处,轻轻用紫铜棒敲击到位,自然放置1~2 h达到室温即可,阀座温度升至室温后用2个烤把均匀烘烤阀体内外至200~300℃,阀座与阀体结合处平面用不锈钢焊条平焊一圈,然后以一定速度缓冷至室温,在阀座及焊口处做着色试验检查有无焊接缺陷及裂纹,再次检查阀芯阀座的阀线是否完好,在阀芯导向套内填满干冰,冷缩导向套后安装到阀体上,回装逆止门门盖、石墨密封圈。
阀座更换后对阀门进行跟踪检查,机组运行良好,未发生异常。
4 结束语
给水泵出口逆止门是给水系统的重要设备,如果逆止门内漏,会严重影响设备的安全运行。高压逆止门的阀座与阀体连接采用冷镶结构的设计不合理,对其进行改造、焊接、加固,节省了大量的资金,为机组的安全运行做出了贡献。
