提高大截面导线压接质量的新工艺
2013-08-31虞佳旻
虞佳旻
(上海送变电工程公司,上海 200235)
1 大截面与普通钢芯铝绞线性能比较
目前,在我国具有丰富运行经验的输电线路中,如向家坝—上海±800kV特高压直流输电线路采用ACSR-720/50钢芯铝绞线,导线截面为720mm2。为了有效降低线损、导线表面场强、电磁干扰和低频噪声,同时也为了降低电网工程投资和运行成本,提高能源输送效率,锦屏—苏南±800kV特高压直流输电线路在设计阶段首次采用 了 JL/G3A-900/40 大 截 面 钢 芯 铝 绞 线。900mm2大截面导线与普通720mm2导线的技术参数对比,如表1所示。
由表1可以看出,900mm2大截面导线的主要技术特点是:电导率高、铝钢比大、铝股受力比重大。其中“铝钢比”对施工影响最大。JL/G3A-900/40大截面导线的铝股分为4层,铝钢比达到23.14。铝钢比提高后,最直观的视觉影响就是导线变“软”了,压接铝管直径及长度相应增加,压接后铝管伸长量大,诸多不利因素导致大截面导线压接管,在压接后出现较为严重的松股现象,而且在紧线后这种散股现象仍得不到消除。为此,寻找一种大截面导线压接新工艺被提上议事日程。
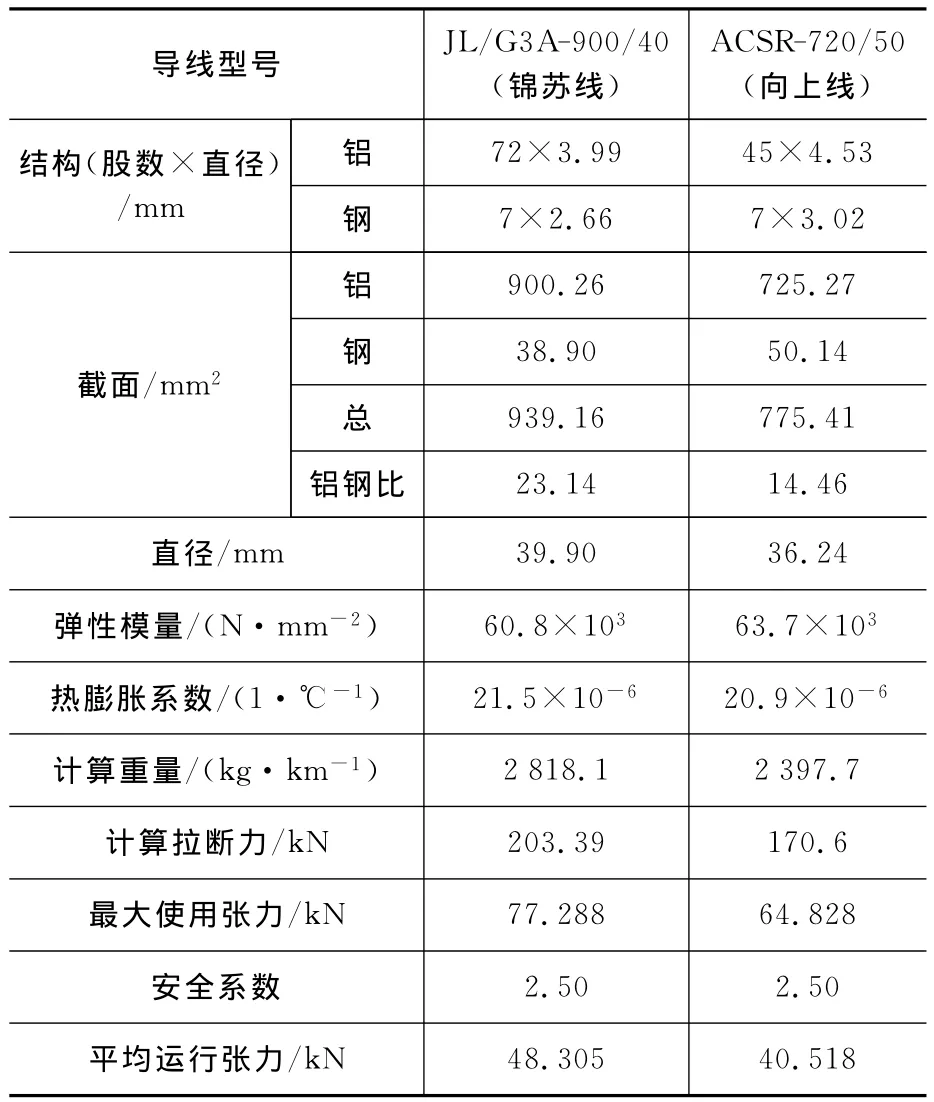
表1 两种截面钢芯铝绞线比较
2 大截面钢芯铝绞线压接特点比较
大截面导线的耐张管与直线接续管的施工特点比较,如表2所示。
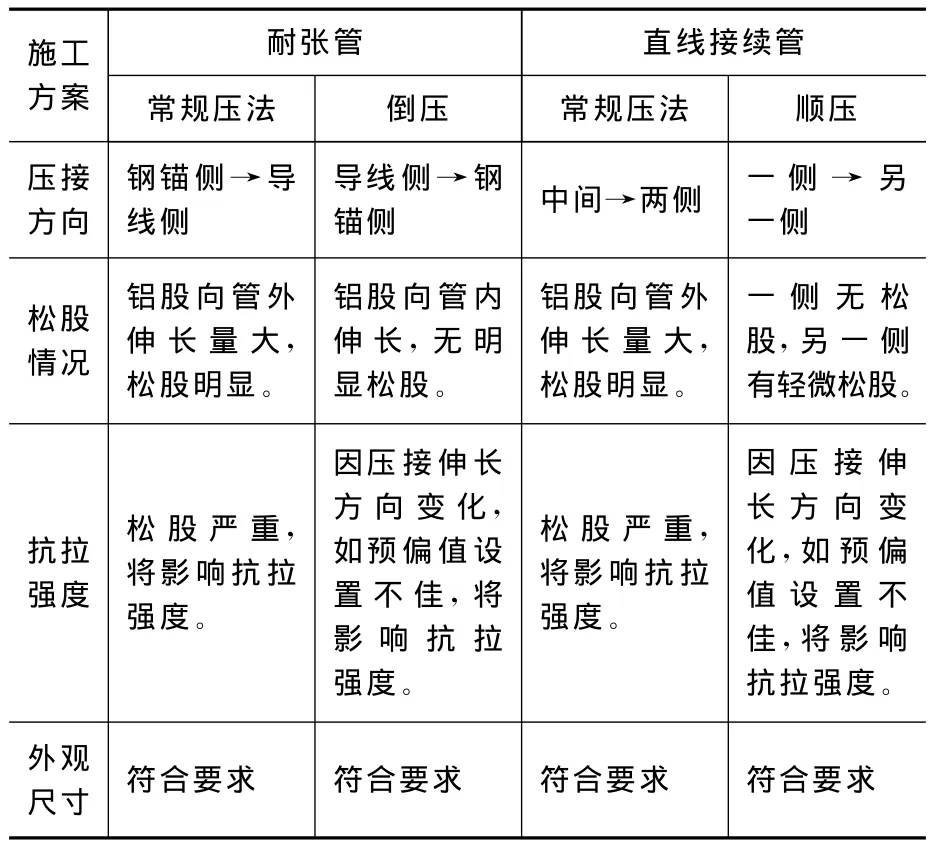
表2 耐张管与直线接续管的压接特点比较
由表2可以看出,常规压接工艺虽然压接后尺寸均符合要求,但因为压接方向的原因,使得铝股向管外伸长,又因大截面导线伸长量大,使得松股不可避免,进而可能影响抗拉强度。倘若改变压接方向,将有可能消除松股等现象。
3 耐张线夹的“倒压”
“倒压”是相对于原液压规程所指的耐张线夹铝管的压接方向而言,是指耐张线夹铝管的压接顺序是从导线侧管口开始,逐模施压至同侧不压区标记点,隔过“不压区”后,再从钢锚侧不压区标记点顺序压接至钢锚侧管口,如图1所示。“倒压”工艺只针对耐张线夹的压接,不涉及接续管的压接。
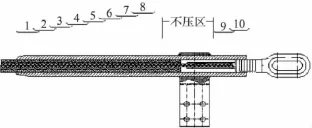
图1 耐张线夹的“倒压”工艺
4 接续管“顺压”
“顺压”是相对于原液压规程中所指的接续管铝管的压接方向而言,是指接续管铝管的压接顺序是从一侧管口开始,逐模施压至同侧不压区标记点,跳过“不压区”后,再从另一侧不压区标记点顺序压接至另一侧管口,如图2所示。“顺压”工艺只针对接续管的压接,不涉及耐张线夹的压接。
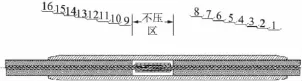
图2 接续管的“倒压”工艺
5 “倒压”与“顺压”工艺的区别
按照耐张线夹“倒压”及接续管“顺压”工艺的要求,对耐张线夹及接续管进行压接时,关键是要根据耐张线夹及接续管在压接后的铝管伸长量,事先对耐张线夹及接续管设置预偏值。耐张线夹压接后的预偏量,应该是压接后整个铝管的伸长量;接续管压接后的伸长量应该是一侧压接区压接后的总伸长量的一半。
伸长量与多个因素有关,应该先进行试验,掌握伸长量后再确定预偏量。压接伸长量主要与以下因素相关。
1)铝管的压接长度 铝管压接长度发生变化时,压接后铝管长度会有很大变化,铝管长度越大则伸长量越大。
2)压接模具的有效宽度 采用大吨位压接机时,其压接模具的宽度较大,每模压接时铝管与模具接触面积更大,导致铝管较难往外延伸,其压接试件的紧密性较小吨位高,导致压接伸长量较小。
3)两模间的搭模宽度 搭模宽度大,相当于减小了压接模具的宽度,因此搭模宽度越大,压接管的伸长量越大。
4)实际压接导线长度 由于使用不同吨位的压接机以及人为操作因素,都会造成实际压接的长度有所变化,从而影响压接管的总伸长量,比如出现未压接到压接印记或压过压接印记等现象。
5)压接管表面状况 为了方便脱模,压接时在压接管表面涂抹液压油或电力脂等,虽然减小了压接管与压模之间的摩擦系数,但是压接管伸长量会变大。
6 耐张压接管的预偏量试验

图3 耐张压接管的预偏量试验
使用常规200t压接机时,以5mm为1个量级,对耐张压接管长为30~60mm的预偏值,进行了7次测试。试验发现,预偏量设为30mm时还有一模未压,铝管已顶住钢锚,如图3(a)所示;预偏量设为40mm时为最佳值,如图3(b)所示。
7 直线接续管的预偏量试验
使用常规200t压接机时,以5mm为1个量级,对直线接续管长为30~60mm预偏值,进行了7次测试,试验压接现场如图4所示。

图4 试验压接现场
以往传统的直线管压接,铝管系对称穿入,穿入位置如图5(a)所示;而对于“顺压”工艺,铝管穿入偏移后位置,如图5(b)所示。试验发现,预偏量设为35mm时为最佳值。
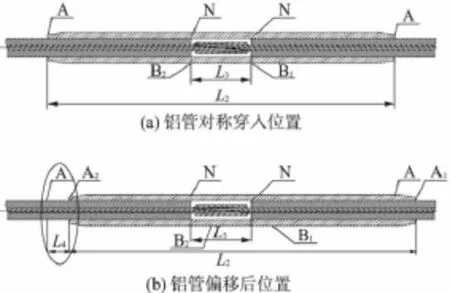
图5 直线接续管的预偏量试验
8 解决压接后松股问题
如图5左侧所示,在直线接续管后压的一侧,由于铝股伸长方向仍朝向导线侧,故该侧管口在压接后仍会出现轻微松股现象。
总结多年积累的大截面导线压接经验,针对目前出现的新问题,觉得在以往导线张力展放后,张力场侧的松股现象,往往要比牵引场侧有明显好转,那是由于展放过程中导线本身受力旋转,使得后部(即张力场侧)的铝股被收紧了。受到这一启发,便规定压接工艺的压接顺序为:接续管“顺压”的压接方向统一为由牵引场侧向张力场侧施压,压接新工艺顺序如图6所示。

图6 直线接续管压接新工艺顺序
通过现场压接检验,该改进方案确实有效解决了轻微松股的问题。
9 结语
通过对JL/G3A-900/40(900mm2)截面导线压接成品进行握力试验压接试验,三组试件拉力结果分别为233.63kN、235.72kN、236.17kN,均满足203.39kN的设计值。
±800kV锦苏线运用“倒压”与“顺压”的施工工艺,对144根接续管及768根耐张管进行压接施工,压接后实际松股仅3根,返工率3.3‰。同时通过对压接尺寸、外观质量等项目的检查验收,锦苏线运用“倒压”与“顺压”施工工艺的912根压接管施工评级均为优良级,优良率达100%。近年来,国家大力发展特高压直流输电技术,使得大截面导线在日后的线路施工中显得愈发重要。通过对大截面导线压接工艺的改进,为今后的工程施工提供了经验和借鉴。