HACCP在再制奶酪加工中的应用
2013-08-31刘宗尚
文 / 张 颖 刘宗尚 扬 威 徐 瑶 赵 征
(1天津科技大学食品工程与生物技术学院;2妙可蓝多(天津)食品科技有限公司)
再制奶酪,又称为融化奶酪、加工奶酪或重组奶酪,是奶酪食品中的重要成员。再制奶酪不同于天然奶酪,不直接由牛乳制造而成,但主要成分是天然奶酪[1]。再制奶酪是由不同成熟期的天然奶酪混合,添加乳化盐、其它乳和非乳成分,通过加热和持续搅拌而制成的,由此制造出来的奶酪具有一定的货架期[2]。本文根据再制奶酪的工艺讨论了危害分析和关键控制点的应用。
1 再制奶酪加工危害分析
再制奶酪加工中主要的危害包括3 个方面,分别来自生物性危害、化学性危害、物理性危害[3]。生物性危害如奶酪、奶油等原料携带的细菌污染(金黄色葡萄球菌)等;化学性危害如重金属、抗生素、防腐剂等;物理性危害如金属、塑料等。再制奶酪加工危害分析见表1。
2 再制奶酪加工工艺中的控制点
再制奶酪的加工工艺如下:奶酪→碾碎→配料(添加其它辅料及食品添加剂)→混合→加热杀菌→包装→冷却→成品储存。

2.1 原料接收的控制点
2.1.1 天然奶酪
天然奶酪作为再制奶酪的最主要原料,其品种的选择及品质均影响着再制奶酪的最终产品质量。由于天然奶酪由微生物发酵制成,故自身含有大量活性微生物,因此它的微生物水平普遍较高,需要在后续的加热杀菌中对其进行灭菌[4]。天然奶酪pH值的高低是其产品品种的重要指标,其能在一定程度上反应产品的成熟时间、产品质地、产品口感,甚至微生物情况,而这些情况正是对产品质量及其安全性造成影响的重要影响因素。故严格控制天然奶酪的pH值是原料接收中的关键控制点。
2.1.2 奶油和乳粉
奶油、乳粉等辅料的添加可以使再制奶酪在天然奶酪的基础上提供更好的口感、更佳的风味,同时还能降低成本,是制作再制奶酪非常重要的组成部分。辅料的质量需满足辅料的相关国家规定及工厂的原料采购标准,且要进行标准化以减少在加工过程中对产品质量的影响。
2.1.3 乳化盐和香精
乳化盐作为乳化剂在再制奶酪的加工中起着重要作用,它可以将奶酪的结构进行重组以达到产品的最终需要,不同的乳化盐及乳化盐组合可以制作出涂抹、块状、片状等不同状态的再制奶酪,并对再制奶酪在保质期内的产品质地变化产生很大影响[5]。除乳化盐外,再制奶酪还需添加少量香精、色素等食品添加剂,以改善产品的色泽、口味,使其具有更好的感官品质。这类原料需严格按照相关国家法律法规验收、使用、添加。
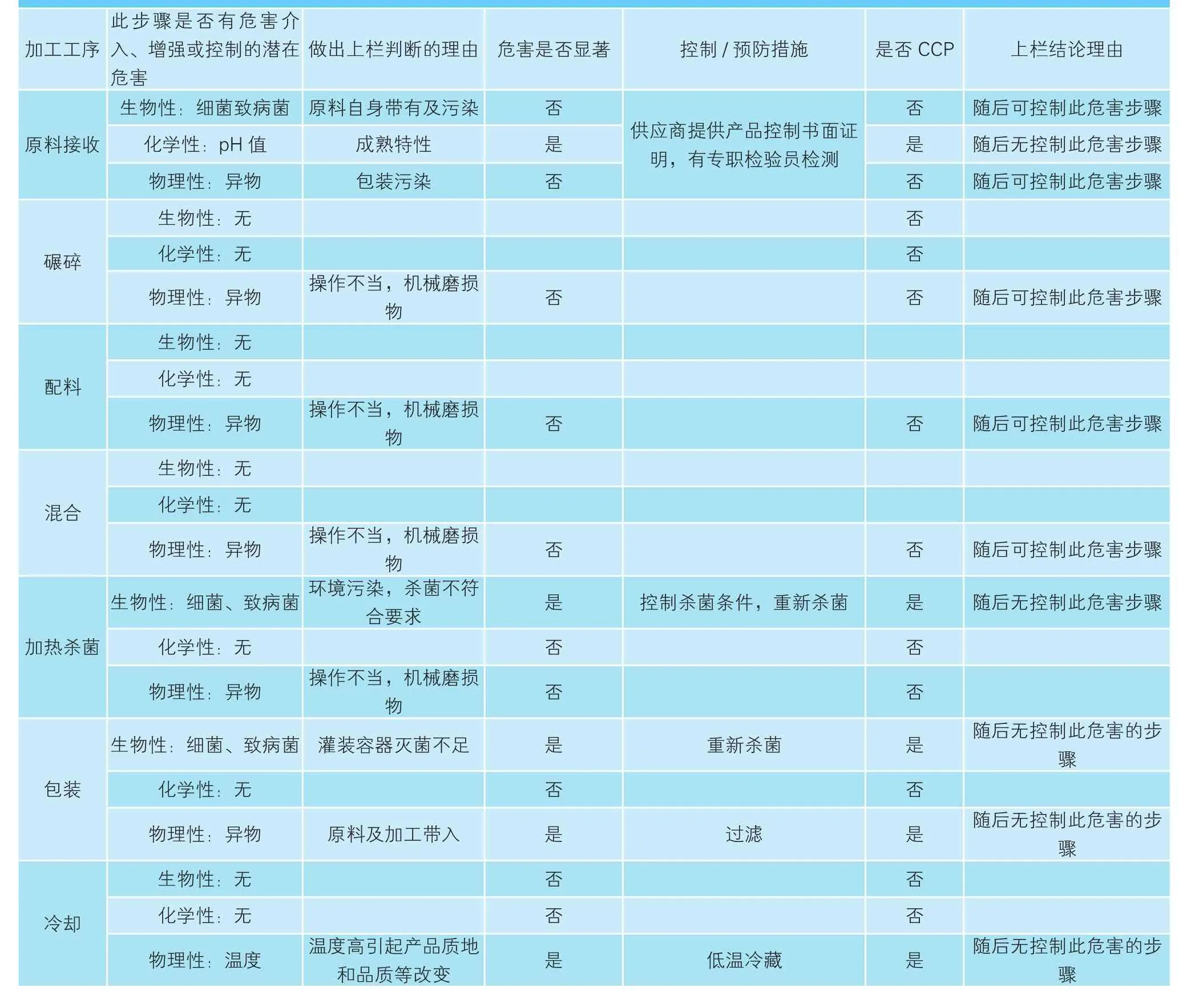
表1 再制奶酪加工危害分析表
2.2 碾碎
碾碎主要是对天然奶酪进行加工处理,将天然奶酪从大块状变为小块、碎块、细条、泥状等形状,以满足下一步加工需要。本过程仅为物理变化,无化学特性等转变。
2.3 配料
再制奶酪的配料主要指将天然奶酪,辅料,食品添加剂(乳化盐、色素、香精)等进行称重,以利于下一步加工的顺利进行。该工序需由专人负责,以保证称重的准确性。
2.4 混合
混合是指将已配好的物料进行混合,混合过程中需注意要混合均匀,无结块、无色素堆积等现象的发生,以免影响到下一步加工的均匀程度。此过程需要控制混合机的搅拌速度和时间。
2.5 加热杀菌
加热杀菌为再制奶酪加工的重要步骤,也是再制奶酪结构重组的重要阶段[6]。在此阶段,所有原料得到灭菌处理,同时乳化盐等物质发生作用对奶酪及辅料的成分进行重新组合,为最终产品形成不同结构和形状(涂抹、片状、块状等)打下基础。在此过程中,加热温度及加热时间为关键控制点,通常控制在75 ℃,15 s。
2.6 包装
包装是灭菌后的生产阶段,故其需要严格杀菌,保证产品不被二次污染。所以需按照具体产品及设备情况制定清洗流程并严格按照流程做包装前期准备,保证包材微生物水平达标,从而保证产品微生物合格。同时通过包装设备或管道进行产品过滤,排除异物隐患。
2.7 冷却
产品的冷却是否及时对产品质地及形状有很大影响,如冷却不及时或冷却温度不够低,容易造成产品不成型或变形、质地过硬或过软等情况。冷却温度在0~4 ℃
2.8 冷藏
再制奶酪冷藏温度应在0~8 ℃。冷藏条件下再制奶酪的质地、口感及微生物等指标均得到很好的保持,一旦冷藏环境被破坏或冷链运输断裂会对再制奶酪质量产生影响,会出现微生物生长、质地改变、口感变差等现象。再制奶酪运输、销售过程中的冷链控制同样重要。
2.9 HACCP监控记录
再制奶酪加工中实施HACCP监控记录主要包括以下几个方面:原料的检验记录、员工及车间的环境记录、杀菌记录、灌装记录、入库冷却记录、设备维护记录、产品检验记录、审核记录。
3 结论
本文通过对各种再制奶酪制品共同的工艺进行分析,共确定4 个关键控制点,分别是原料接收、加热杀菌、灌装、冷却。通过对加工过程中关键控制点的控制,能有效地控制再制奶酪的品质,避免不合格产品的产生,提高产品的安全性。
[1]Patrick F F,Paul L H M,Timothy M C,et al.Cheese:chemistry,physics and microbiology.Volume 2:Major cheese groups.3rd ed.London:Elsevier Applied Science,2004:349-394.
[2]尹长林.影响再制奶酪功能特性的因素分析及其工艺优化:[学位论文].天津:天津科技大学,2011.
[3]Mlarijana C,Miloslay K.Processed Cheese Products.London:Chapman and Hall,1993.
[4]Kapoor R,Lehtola P,Metzger L E.Comparison of pilot-scale and rapid visco analyzer process cheese manufacture.J Dairy Sci,2004(87):2813-2821.
[5]IDFA.Dairy facts.Washington D C:Intl Dairy Foods Assn,2006.
[6]Tamime A Y.Processed cheese and analogues.Oxford:Blackwell Publishing Ltd:2011.