非织造高速梳理机纤维杂乱工艺分析
2013-08-29陈海成
陈海成
(青岛纺织机械股份有限公司,山东 青岛 266042)
随着非织造布技术的不断发展,专用梳理机在结构、功能和性能上发生了显著的变化。专门应用于非织造布生产的梳理机已将对纤维的分梳和成网效果摆在同等重要的位置。由于成网效果直接影响到产品的质量和性能,因此如何改善纤网的均匀度和纤维的分布状态就变得十分重要。
1 杂乱辊杂乱原理
“杂乱”就是纤维经高速运转的杂乱辊后,由于杂乱三角区旋涡气流的作用,使得部分纤维排列发生方向转移,从而形成纤维非定向排列的纤维网。对于杂乱应该符合几个特点:
(1)杂乱辊与锡林同向运转且针布上针齿呈平行排列。
(2)具有起纤维杂乱作用的高速杂乱辊,线速度应和锡林线速度相当,杂乱辊和锡林之间配置专门的挡板,用来形成杂乱旋涡气流。
如图1所示,是带有双杂乱辊和双道夫的高速杂乱梳理机。其作用是在锡林与杂乱辊之间的楔形区域内,改变纤维的排列方向。
对于杂乱辊到道夫间纤维的转移,主要是由三种形式来完成:(1)离心力的作用;(2)气流的作用;(3)针齿抓取作用。当纤维因离心力和气流的作用转移到道夫时,纤维的取向度下降,而通过道夫针齿抓取作用转移时,纤维的取向度高。因此一般希望通过杂乱辊转移纤维,这样得到的纤网杂乱度较高,纵横向强力更加接近。

图1 高速杂乱梳理机示意图
对于圆周运动,纤维的离心力C公式如下:

其中:m—纤维的质量(kg)
V—辊子的速度(m/min)
R—辊子半径(m)
由公式(1)发现,提高纤网面密度和提高杂乱辊转速V,会增大杂乱辊中纤维的离心力,也就会增大通过离心力向道夫转移纤维的比例,从而增大纤网的杂乱度。并且由公式可发现,通过改变杂乱辊转速来改变纤网杂乱度比提高纤网面密度更有效果,并且纤网的面密度一般要根据产品需求而定,且杂乱辊半径也是固定的,因此通过改变杂乱辊速度就成了改变纤网杂乱度的主要途径[1]。另外,杂乱辊的直径设计也不能过大,否则会降低杂乱辊上纤维的离心力,影响纤网杂乱度。
2 杂乱三角区气流模拟及纤维杂乱过程分析
2.1 纤维流体模拟分析
在相对运动中,流体具有粘性。由于粘性两相邻流体间产生不同的内摩擦力(切应力),使流体层出现速度差。对选定流层来说,速度较慢的一层流体作用于速度较快的一层流体上的切应力是阻止流体前进的力,它的方向与流动方向相反;速度较快的一层流体作用于速度较慢的一层流体上的切应力是加速下沉流体的力,它的方向与流动方向相同。于是这个流层所承受的切应力构成力偶,有促使流体质点旋转的倾向产生旋涡运动[2]。其微分方程式为:

外部没有能量补给流体的旋转运动叫做自由涡运动。自由涡运动时,总的能量无增无减,即H=常数,也就是dH=0,由旋涡运动基本方程(2),得:
积分后,ln(ur)=常数,即

对于锡林和杂乱辊,其周围的气体都属于围绕圆柱体的流体,在粘性力影响下进入运动区,经过一定时间速度稳定后,根据公式(3)其速度分布将按双曲线的规律而减小,实际上这种规律的形成相当于在理想流体条件下的速度分布规律,见图2。

图2 旋转辊子带动的气流速度分布
因此根据旋涡理论,对流产生旋涡在锡林、杂乱辊和挡板形成的杂乱三角区必然会形成旋涡气流。对于锡林、杂乱辊和挡板形成的三角封闭区域,可以看出有明显的旋涡气流形成,旋涡气流的外部速度较大内部较小,这就是所谓的杂乱三角区的旋涡气流。
安装在杂乱辊1和主锡林2之间的盖板,会形成如此封闭的杂乱三角区(见图3)。随着杂乱辊1和锡林2的高速转动,三角区形成旋涡气流4,部分纤维随气流产生旋转,达到更好的混合杂乱效果[3]。

图3 杂乱三角区气流图
另外,在三角区挡板的横向,气流分布如图4所示。

图4 三角区挡板CD方向气流分布图
经高速杂乱辊带动的气流,在与挡板发生碰撞后,除了产生MD 方向的气流变向,还会在CD方向产生气流分布。再加上梳理机系统的飞花抽吸系统,必然在杂乱三角区产生一个CD 方向的气流分布。
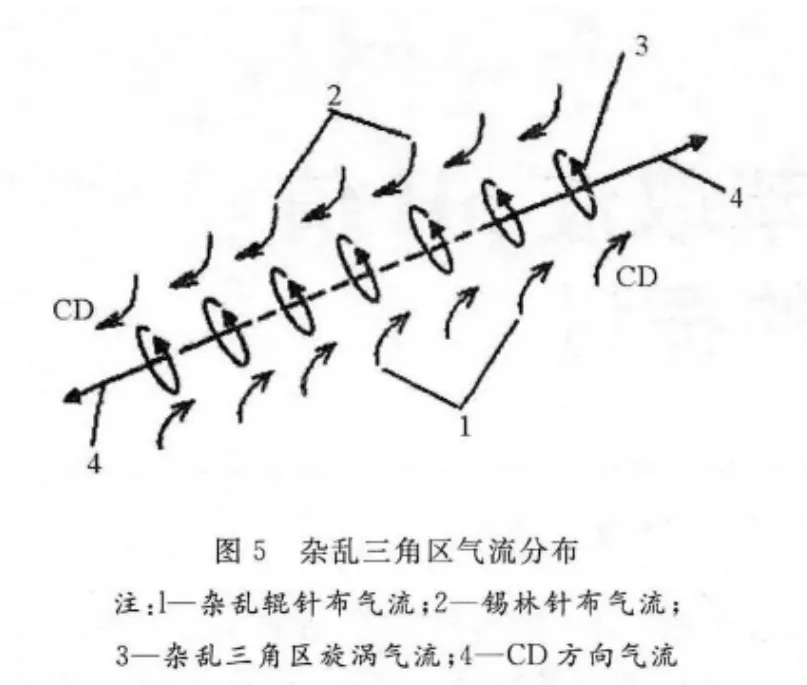
综上可以得到,由于以上气流在杂乱三角区挡板附近的变向,使得最终杂乱三角区的气流分布如图5所示。
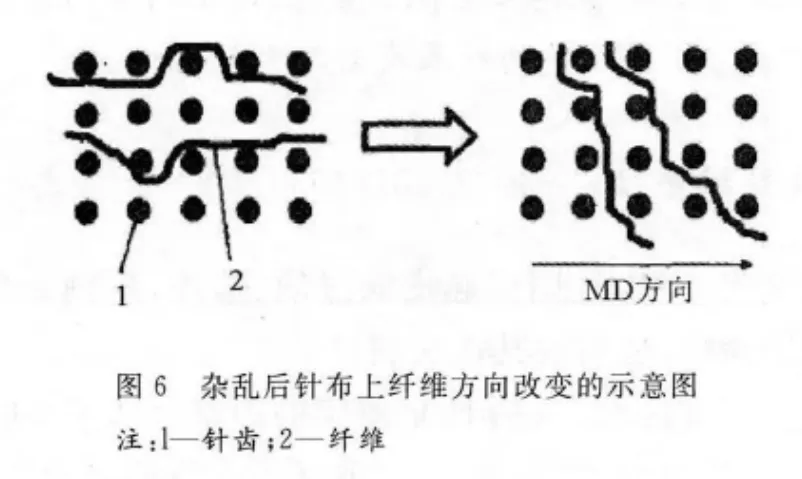
经过杂乱三角区后,原来针布上部分纵向分布的纤维会发生横向转移,纤网达到一定的杂乱效果,如图6所示。
2.2 杂乱三角区纤维排列分析
在杂乱三角区,从锡林转入杂乱辊的纤维分成两部分,一部分是未经旋涡气流杂乱就直接嵌入杂乱辊针布的纤维,这部分纤维对纤网中纤维排列分布影响较小。另外一部分是浮在针布表面的自由纤维,这部分纤维首先分布在锡林针布棉层的表面。当其转至杂乱三角区旋涡气流附近时,由于受旋涡气流作用,纤维的一端被气流吹起,另一段勾住锡林针布,由于气流作用和杂乱辊针布排列,被吹起纤维的自由端被杂乱辊针布勾住[4]。接着纤维的另一端断开与锡林的缠结而转向杂乱辊,一端勾住杂乱辊针布,一端由于旋涡气流作用漂浮在杂乱三角区,根据杂乱三角区气流分布,此时由于杂乱三角区还存在CD 方向的气流,使得纤维的自由端发生横向的转移,纤维产生斜向或者横向排列,纤网杂乱形成。因此正是这种杂乱三角区的特殊设计使得纤网杂乱成为可能。但是由于只是一部分棉层表面的纤维可以得到杂乱效果,而嵌入针布的那部分纤维受气流杂乱影响较小,因此杂乱辊只可能改变纤网中部分纤维的取向度,大部分纤维仍然沿MD 方向排列。
(1)当纤维较短时,纤维的一端的缠结很容易与锡林脱落,而另一端又很难与杂乱辊的纤维层缠结,因此会在杂乱三角区形成浮游纤维,受三角区气流作用强烈。纤维由于很难被带走而在旋涡气流的作用下最终形成棉结,粘附于纤维层的表面,严重影响纤网内在和外在质量。
(2)当纤维较长时,杂乱三角区相对于纤维会较小,锡林与杂乱辊间对纤维的强力作用会导致纤维发生较多的断裂,因此应适当调大三角区锡林和杂乱辊之间的隔距,这样有利于纤维的杂乱。
(3)当生产面密度大的纤网时,单位时间内从锡林转移到杂乱辊上的纤维会较大,杂乱三角区大小相对之前会减少,虽然受旋涡气流作用的纤维较多,但是比例会降低,从而纤网整体的杂乱度会有所下降。
(4)当杂乱辊速度提高时,也就是锡林和杂乱辊间的相对速度增加,一方面三角区旋涡气流会增大,对纤维作用会更加强烈,从而增大被杂乱纤维的比例;另一方面,相对速度的增加会加大针布对纤维的作用,增加纤维断裂比例,断裂形成的短纤维在旋涡气流作用下易形成棉结,影响纤网内在和外在质量。因此杂乱辊速度应合理控制,在满足纤网质量的前提下可适当提高,有利于提高纤网的杂乱度。
这时纤维的转移就不仅依靠机械力量了,而很大程度上是由气流进行传送、转移的。因此就在杂乱辊上形成了一个纤维分布呈两维及部分三维的纤维排列,同时还有一部分纤维由于其两端已被握持在两个辊子的针布之间,于是仍旧保持了沿机器方向(即纵向)的排列次序。这样就使得纤维在经过杂乱辊后,一部分杂乱分布,另一部分纤维仍保持原来的排列顺序,同时得到的网面纵、横强度之比由传统梳理机的10∶1降到了3∶1。
3 结束语
在实际生产中发现,杂乱辊线速度大,纤网中纤维弯曲程度增加,棉结增加,纤网膨松,这对后道工序加工不利。在设定杂乱辊速度时,我们一般遵循下面三个原则:(l)纤网面密度大,需要反向的纤维多,因此反向气流相应要增大,可将杂乱辊速度适当调大,反之则调小。(2)产品横向断裂强力要求较高时,可适当调大杂乱辊的速度,但其效果不是很明显,只是稍有改善。(3)对纤维较长、细度较粗的原料应适当增大杂乱辊的速度。
[1]廖声海.对杂乱成网均匀度及杂乱程度的工艺探讨[J].非织造布,1999,(3):24—25.
[2]柳吉祥.旋转流分选的理论及应用[M].北京:煤炭工业出版社,1985.
[3]吴凯辉.水刺非织造Delta高速杂乱梳理成网工艺的研究[D].上海:东华大学,2008.
[4]张学荣,储思敏.影响非织造布纤网均匀度因素的探析[J].非织造布,1996,(3):5—7.
