MIG/MAG焊接电弧动态过程综合测量系统及应用
2013-08-29白韶军章朋田陈树君黄继强
白韶军 ,章朋田 ,陈树君 ,黄继强,薛 龙
(1.北京工业大学 机械工程与应用电子技术学院,北京 100022;2.北京石油化工学院 光机电装备技术北京市重点实验室,北京 102617)
0 前言
焊接过程动态参数测量对指导工艺研究有重要意义。近年来,伴随着传感器技术和图像处理技术在焊接工程领域的应用,关于电弧弧焊过程中电弧状态、金属熔滴过渡形式及短路过渡频率、熔滴过渡均匀性和稳定性的研究不断深入,研究特殊环境下如不同外加磁场、外加机械力等多个工艺参数耦合作用下MIG/MAG电弧和熔池的交互行为效果,可以揭示在不同熔焊工艺条件下所发生的复杂焊接热物理现象,以满足特殊环境下焊接生产过程质量的实时监控的迫切要求,针对特殊环境下的焊接质量控制要求,以多传感器信息融合技术作为支撑,建立了基于虚拟仪器技术的MIG/MAG弧焊过程电弧物理现象及电参数可视化焊接质量动态分析系统,并进行了特殊环境下焊接电弧电信号与图像信息特征动态综合实验,研究电弧受不同外场作用时,MIG/MAG短路过渡电弧焊接过程电弧电压、焊接电流概率密度分布及熔滴过渡时间频率分布规律[1]。
1 焊接动态过程测量与分析系统
1.1 焊接电弧测量系统
MIG/MAG焊接动态过程测量试验系统如图1所示,系统包括焊接电弧电参数检测系统、电弧熔滴过渡高速摄像系统和外围同步处理单元。电参数测量传感器包括CHB-500T霍尔电流、CHV-25P电压传感及滤波控制单元等,试验测试焊接电源选用Fronius公司的TransPuls Synergic 3200、EWM公司的PHOENIX 521 Progresspulscold Arc和Kemppi公司的Fast MIGTMPulse 450等。应用测试系统完成CMT焊接铝合金、辅助磁场下CO2气体保护焊接钢、加压环境下MIG/MAG焊接动态过程数据采集与分析。

图1 焊接电弧和电参数测量系统Fig.1 Arc and electrical parameters measurement system
1.2 短路过渡高速摄像
通过采用电弧熔滴过渡高速摄像系统对焊接电弧熔滴过渡过程中电弧运动状态、熔滴过渡形态、焊接过程稳定性及飞溅等进行精确的观察分析,背光采用CHF-XM500氙灯光源,试验采用了MS55K和Motion Pro Y4-S2高速摄像机,通过外部脉冲触发系统模式同时启动高速摄像和焊接质量分析系统,实时记录电弧和熔滴过渡形态和电弧电参数,常规GMAW-S短路过渡高速摄像如图2所示,图像采集为3 000 fps,分辨率512×512曝光时间为2~3μs,可以看出,常规的GMAW-S工艺焊接时,由于短路峰值电流较大,在缩颈破断瞬间电弧空间气化膨胀,同时产生较多的大颗粒飞溅。

图2 GMAW短路过渡高速摄像φ(Ar)80%+φ(CO2)20%Fig.2 High-speed photographs of short circuiting transfer in GMAW-Sprocess
1.3 短路过渡电弧与电参数信息综合
基于LabVIEW虚拟仪器的MIG/MAG焊接电弧参数采集系统包括脉冲触发电弧高速摄像控制模块、MIG/MAG电弧电参数多通道数据采集模块、电弧参数复现回放分析模块等。系统采用外触发方式控制数据采集与图像采集,当TTL电平上沿通过“TRIG IN”启动高速摄像,每采集一帧系统就由“SYNC OUT”输出同步脉冲触发NI数据采集卡进行数据采集,采样频率在200 kS/s。
将电弧电压Uf经过分压经线性光电耦合器6N136实现信号隔离,输出接LM393N压频转换电路得到MIG/MAG短路过渡脉冲信号用来触发高速摄像系统,亦可设计频率可调整的TTL电平触发信号来保证输出到同步触发脉冲信号与过渡频率相一致,高速摄像脉冲触发电路的输出为4.5 V,输出电流不大于10 mA,以确保高速摄像系统安全工作。
当电弧形态和电参数数据采集结束后,通过调用READ-CAM子程序读取高速摄像图片并上载存储到PC中,调用数据复现子程序对电弧形态和焊接电参数回放,调用分析程序模块实现离线分析,程序动态连接了系统自带的AVI.play和image.view程序用于分析处理图像等,并分别求出电弧电流和电压的标准差SD、平均数M、变异系数CV,并做出动态电弧电流和电压U-I波形,如图3所示。

图3 电弧形态与电参数系统软件整合Fig.3 Integration system of Arc shapeand electrical parameters
回放显示效果需要根据数据采集卡的采样频率、通道个数和高速摄像的拍摄频率来进行协调,保证在读取电流电压数据的同时对应读取一张焊接电弧图片。在特殊环境下针对试验使用的FASTCAM-TRIGGER IN,采用远端控制PT2262发射PT2272接收电路,通过正确译码同时触发启动高速摄像和数据采集系统。
2 焊接电弧动态过程性能评价指标
焊接动态过程电参数测试利用汉诺威弧焊质量分析AH-XIX系统,实时检测电弧电压Ua(t)、焊接电流ia(t)瞬时值,并生成电弧电压U-PDD、焊接电流I-PDD概率密度统计分布,短路时间T1-CFD、燃弧时间T2-CFD、加权燃弧时间T3-CFD和过渡周期时间Tc-CFD频率分布,并得到电弧电压、焊接电流及各短路时间参数统计平均值M、标准偏差SD和变异系数CV等[2-5],对短路过渡时间特征参数进行了定义如图4所示。
当短路频率越高则焊接过程的稳定性越好;短路周期的平均值Tc-M、标准差Tc-SD和变异系数Tc-CV能较好反映短路过渡过程周期的分散程度和稳定性。标准差SD为


图4 短路过渡特征参数定义Fig.4 Features of short circuits
对于焊接过程来说,过渡周期标准差SD仅适用于过渡周期平均值相同时的多次焊接过程差异性的对比,变异系数CV,也可表征被检量的稳定性或一致性,其值等于数据的标准差SD除以其平均值M。短路过渡周期变异系数可表示为:
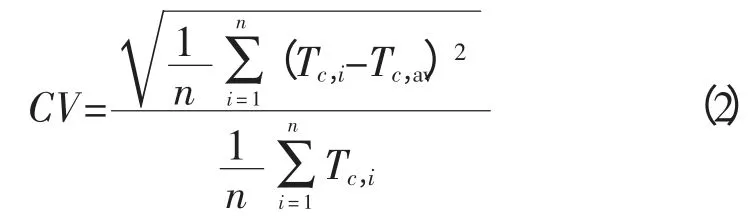
式中 Tc,i为第i个过渡周期时间(单位:ms);Tc,M为过渡周期平均值(单位:ms)。
3 不同外场作用下的MIG/MAG电弧动态特性
3.1 特殊环境下焊接规范对Tc和CV的影响
测试系统通过汉诺威焊接质量分析仪实时采集不同试验条件下的MIG/MAG电弧电流和电压的波形,如图5所示。对获得的短路过渡统计规律参数进行对比分析,特性研究包括外加力场CMT焊接电弧、辅助磁场焊接电弧和加压条件下CMT及一元化焊接条件下的短路过渡时间特征统计规律参数进行对比分析,来评判焊接动态过程。
通过汉诺威分析仪对获得的短路过渡周期Tc统计规律进行对比分析,焊接实验条件CMT焊接铝焊接电流CMT 150 A,Fast MIG辅助磁场焊钢焊接电流200 A,Cold arc MAG焊钢焊接电流200 A,加压仓下MIG/MAG焊钢焊接电流150 A、送丝速度在4 m/min,结果表明在CMT焊接规范时短路过渡周期Tc分布均匀,在150 A规范条件下,短路过渡周期Tc的变异系数CV最小。不同外场作用下实际焊接试验获得的短路过渡周期Tc和其变异系数CV的对比结果如表1所示。
3.2 磁场作用下对短路过渡过程的检测

图5 不同焊接电源电压-电流波形Fig.5 Voltage-current waveforms in different welding
短路过渡焊接时飞溅的大小主要取决于短路末期的电爆炸飞溅,缩颈处电流密度较大引起电磁力使短路液桥爆断,造成电弧不稳。当在熔滴短路阶段,施加一个预置脉冲辅助磁场,借助“辅助磁场力”来扰动短路液桥,使其在电爆炸之前破断,则可降低电爆炸造成的飞溅。当焊炬带有附加磁场装置进行试验我们发现:当辅助磁场产生电磁力的方向与焊接方向相一致时,缩颈处受到辅助电磁力与液态金属偏斜方向一致,有利于缩颈的破断;应用焊接质量分析系统研究在CO2焊接或MAG焊接时,激磁电压Ue与短路过渡周期Tc的变化规律,在最佳激磁电压Ue条件下,辅助磁场对电弧的作用效果好;在纯CO2保护气、送丝速度vf=3.5 m/min,电弧电压Ua=19 V,焊接速度vw=29 cm/min,干伸长Le=15 mm条件下进行焊接,未加磁场时气体爆炸现象严重,当施加辅助脉冲磁场后(Ue=65 V,ton=3.8 ms)电爆炸飞溅得到抑制,短路过渡周期Tc的CV最低,短路过渡过程均匀、稳定,如图6所示。
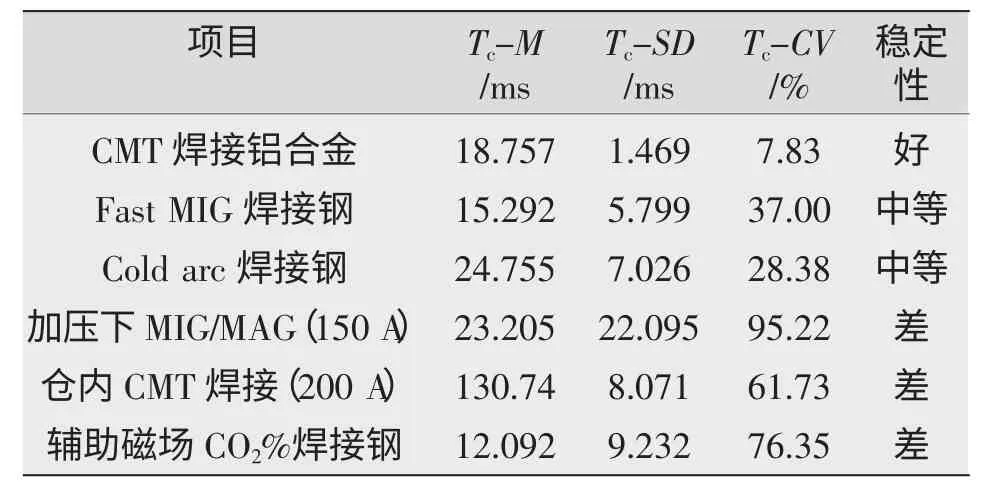
表1 不同外场作用下短路过渡周期Tc和CV的影响Tab.1 Influenceof short circuit Tcand CV in different fields
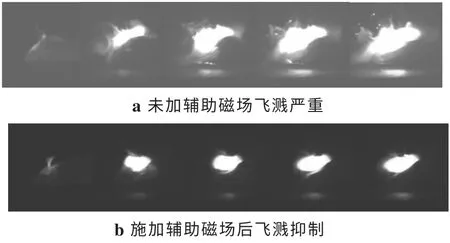
图6 施加磁场前后的高速摄像图片Fig.6 High-speed camera pictures before and after Magnetic field
4 结论
(1)针对不同外场环境下对MIG/MAG焊接质量控制的要求,建立了基于虚拟仪器的MIG/MAG焊接电弧动态过程分析系统,实现了不同环境下MIG/MAG焊接过程动态检测、监控和分析。
(2)短路过渡周期Tc的变异系数CV值是评价MIG/MAG焊接工艺性能的有效指标。
[1]黄玉凤.分析仪在焊接电参数测试中的应用[J].新技术新工艺,2008(4):74-75.
[2]刘富强,王 宝.汉诺威弧焊质量分析系统及其在焊接材料测试技术中的应用[J].兵器材料科学与工程,2008,31(2):87-90.
[3]王 宝,宋永伦,Rehfeldt D.焊接材料工艺性的分析与评价[J].电焊机,2006,36(11):11-19.