曼机F173材质活塞销热处理工艺
2013-08-28南车玉柴四川发动机有限公司四分厂资阳641301李贵智
南车玉柴四川发动机有限公司四分厂 (资阳 641301) 李贵智
我公司为专业生产内燃机车和船用柴油机企业,先后生产过陕柴、镇柴、280柴油机等各类型号的活塞销。与以前各类活塞销比较,曼机32/40型号活塞销在选材、技术要求、检测标准方面都更严格,热处理技术难度增大,为此我们进行了一系列热处理工艺试验。
1.曼机32/40活塞销材质及技术要求
活塞销尺寸φ145mm/ φ40mm×260mm,材质原为18CrNiMo7-6,后用F173(本溪钢铁公司冶炼,陕柴PC机活塞销专用料)代替,化学成分见表1,并与12CrNi2(镇柴活塞销材质)作比较,冶炼工艺为电弧炉+真空脱气。
金相试棒φ50mm×50mm,力学性能试棒φ53mm(活塞内外半径差)×210mm。
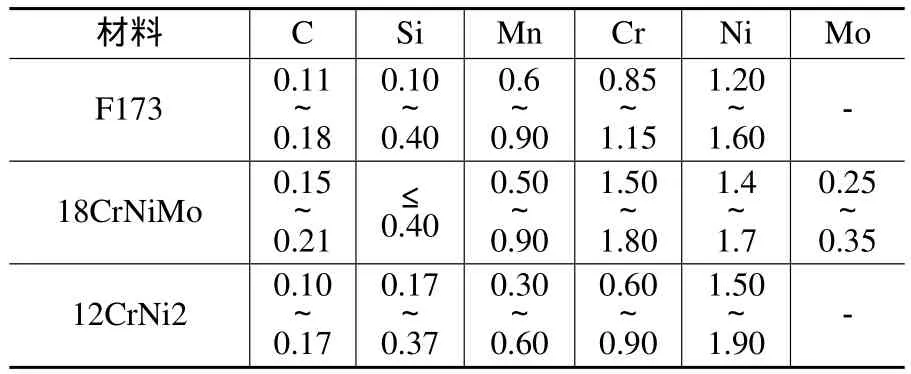
表1 化学成分 (质量分数) (%)
热处理技术要求如下:①心部力学性能要求见表2。②成品表面碳浓度≤0.85%。③渗碳层至心部的组织应均匀过渡,残留奥氏体≤10%,奥氏体晶粒度5~8级。④硬化层表面硬度60~64HRC,表面硬度必须在每件外径上检测三个点(右侧、左侧、中部)。⑤成品硬化层深度1.5~2.0mm,硬度极限值为550HV1。

表2 活塞心部力学性能要求
2.难点分析及工艺试验方案
(1)渗碳阶段 F173的合金元素主要为Cr和Ni,随着Cr、Ni含量的提高,强烈降低Ms点,从而使残留奥氏体量较多,获得表面硬度较低,最大硬度对应的表面碳浓度下降,故要求成品表面碳浓度≤0.85%;但渗碳层中适量的细小且均匀弥散分布的碳化物能保证活塞高耐磨性,综合考虑,成品表面碳浓度定为0.75%~0.85%。
活塞销渗碳层至心部的组织应均匀过渡,不能有明显的断面,要求扩散时间要足够长,同时初始强渗和扩散阶段的碳势不能相差太大,以免出现“低头”情况。渗碳温度越高,渗碳速度越快,但温度过高,将导致奥氏体晶粒度长大。
渗碳设备为RQT-90-9B井式渗碳炉,配备北京培特公司的HT8002A1C控制系统,采用自适应法控制渗碳工艺过程,其渗碳参数可在电脑控制系统界面中直接设定。F173不能在电脑中直接找出,通过计算合金系数,采用相近的12CrNi2代替。
设定渗碳温度920℃,允许最高炉气碳势1.1%,允许最高表面碳浓度1.0%,最终表面碳浓度0.85%,扩散提前系数(渗碳系统设定参数)1.4,渗碳层深度2.0mm,参考碳浓度0.36%。
(2)淬火阶段 渗碳淬火后,在每件外径上检测3点表面硬度,如果炉内气氛循环不好,或炉温温差大,都将导致产品碳浓度不均匀,达不到技术要求。由于活塞销留量仅为0.3mm,因此为减少活塞销的变形,同时保证淬火后的硬度均匀性,渗碳装炉将其垂直平放于渗碳筐内,间隔均匀,同时使φ40mm孔内的气氛能够流通。淬火用由圆钢焊接制作的圆形淬火筐,活塞销垂直放入筐内,每筐6件,达到冷却均匀性。渗碳淬火工艺曲线如图1所示。
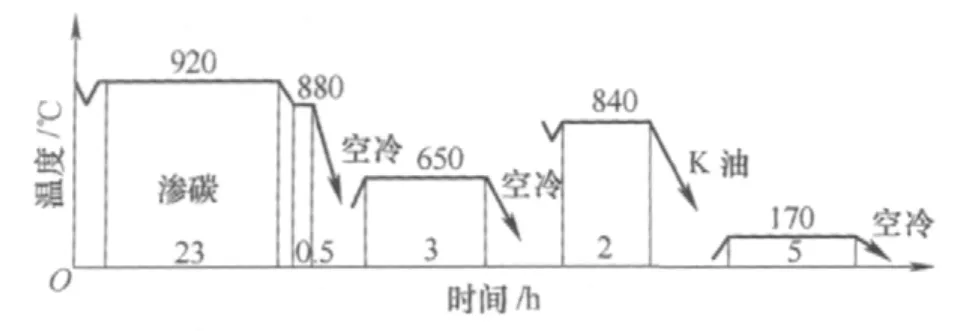
图1 活塞销热处理工艺曲线
3.试验结果与主要问题
渗碳完成后抽取上、中、下3筐试棒作表面碳浓度检测。由于该活塞销在后序加工中有0.3mm的磨量,因此先将表层去掉0.2mm,依次取0.2mm厚的铁屑做剥层试验,碳浓度值如表3所示。
从表3可见,表面碳浓度为0.78%~0.82%,均匀性很好;碳浓度平缓过渡,无骤然变化。以0.36%为参考碳浓度,渗碳层深度约为2.1mm;经淬火、回火以550HV1为极限值做硬度法检测,渗碳层深度为2.2mm。

表3 剥层试验碳浓度值 (%)
活塞销心部力学性能试棒采用φ60mm×210mm,同炉渗碳处理后加工到φ53mm×200mm,840℃K油淬火、170℃回火后,按GB/T2975-1998标准在1/2半径处取样进行力学性能试验,其结果见表4,不能达到心部力学性能要求。表面硬度59~60.5HRC,也略低于技术要求。
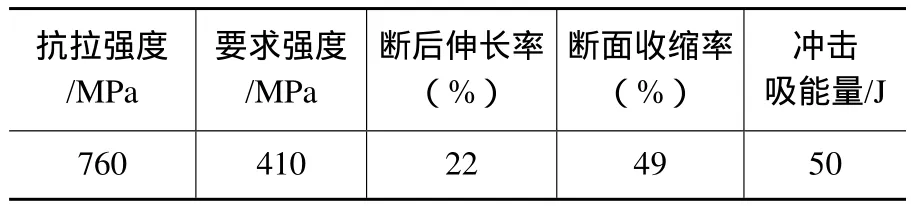
表4 淬K油心部力学性能试验值
4.工艺改进及结果
(1)提高心部力学性能 从合金元素含量分析, F173材质淬透性较差,对力学性能试棒进行金相分析,组织中主要为铁素体+少量板条状马氏体。提高淬火温度,或采用冷却能力更快的淬火介质,有望获得更多的板条状马氏体组织,是提高力学性能的两种办法。但提高淬火温度,更多碳化物溶于奥氏体中,淬火得到较多残留奥氏体,表面硬度值下降,而不能达到技术要求。
试用浓度为13%的AQ251作淬火冷却介质,冷却速度快,淬火变形量较大,且表面易出现淬火裂纹。因此,将淬火温度下调为825℃,试验结果如表5所示,达到了心部力学性能技术要求。同时,因淬火温度降低,减少了渗层残留奥氏体量,表面硬度增加约1.5HRC,达59~60.5HRC,无损检测结果表明无淬火裂纹。

表5 淬AQ251心部力学性能试验值
(2)减少变形量 活塞销原工艺流程为锻压→粗车、精车→渗碳、淬火→精加工,热处理合格的活塞销转机加工后变形量较大,约有15%的活塞销精磨后达不到成品尺寸而报废。分析主要原因是锻件组织不均匀,加之淬火冷却速度较快,导致变形量较大。为此在锻压粗车后增加正火工序,正火温度稍高于渗碳温度。增加正火工序后,活塞销变形量得到很大改善,无变形产生的废品。
图2为改进后活塞销热处理工艺曲线。通过工艺试验和改进,曼机F173材质活塞销完全满足了技术要求,生产质量稳定。

图2 改进后活塞销热处理工艺曲线
5.结语
(1)合金元素主要为Cr、Ni的F173材质活塞销将表面碳浓度控制在0.75%~0.85%,是保证表面硬度和金相组织的基础。
(2)F173材质淬透性较差,采用AQ251淬火冷却介质能很好地达到活塞销心部力学性能要求,表面无淬火裂纹,且能提高表面硬度。
(3)锻压粗车后增加正火工序能很好地解决活塞销渗碳、淬火变形大等问题,活塞生产质量稳定。
(20120818)