成分及工艺参数对冷轧门板料力学性能的影响
2013-08-28张向英田亚强马远国居建刚
张向英,田亚强,马远国,居建刚
(1.河北联合大学河北省现代冶金技术重点实验室,河北唐山 063009;2.宝生钢铁制品有限公司,河北廊坊 065300)
SPCC材质的冷轧罩式退火板多用于生产防盗门门板、搪瓷制品、桶身、桶盖、电饭煲、散热器等冲压件,目前主要问题是成品力学性能不好,而冷轧薄板的力学性能是直接影响成形性的因素[1-2],导致下游用户加工过程中存在冲压裂或起皱现象。
本文从热轧原料化学成分、冷轧累积压下率和退火工艺及精整方式等四个方面分析其对冷轧板力学性能的影响规律,为SPCC材质的冷轧罩式退火板生产过程控制及工艺参数优化提供一定的理论依据。
1 实验材料及方法
实验材料为来自某钢厂的SPHC材质的热轧板,其化学成分为:C≤0.07%,Si≤0.035%,Mn≤0.03%,P≤0.025%,S≤0.02%,Als≥0.015%。力学性能试验在CMT5105拉伸试验机上进行,试验采用非比例试样,L0=50 mm,拉伸速度为2 mm/min。
2 影响冷轧板力学性能的因素分析及讨论
2.1 热轧原料影响
AlS含量变化对冷轧板力学性能的影响规律如表1所示。由表1可知:随着Als的增加,冷轧板的屈服强度和抗拉强度呈下降趋势,屈强比略微升高,而延伸率也呈逐渐增大趋势,但变化不明显。因此,适当提高铝含量,有利于降低冷轧板的屈服强度[3]。

表1 Als含量对冷轧板力学性能的影响
众所周知,SPHC与SPHD冷轧料的化学成分中,除SPHC冷轧料中碳元素含量大于SPHD冷轧料中碳元素含量以外,其他合金元素含量无太大差异。因此,在相同的退火工艺经平整拉矫之后,0.6mm×1000mm规格的SPCC与SPCD冷轧板的力学性能如图1所示。由图1中a)可知,SPCD冷轧板的屈服强度和抗拉强度比SPCC的屈服强度和抗拉强度都小,而由图1中b)可知,SPCD冷轧料的延伸率比SPCC的延伸率大,SPCD的屈强比比SPCC的屈强比小。由此可以得出:随着碳元素含量的增加,冷轧料的屈服强度、抗拉强度和屈强比都呈增大趋势,而延伸率则呈降低趋势。
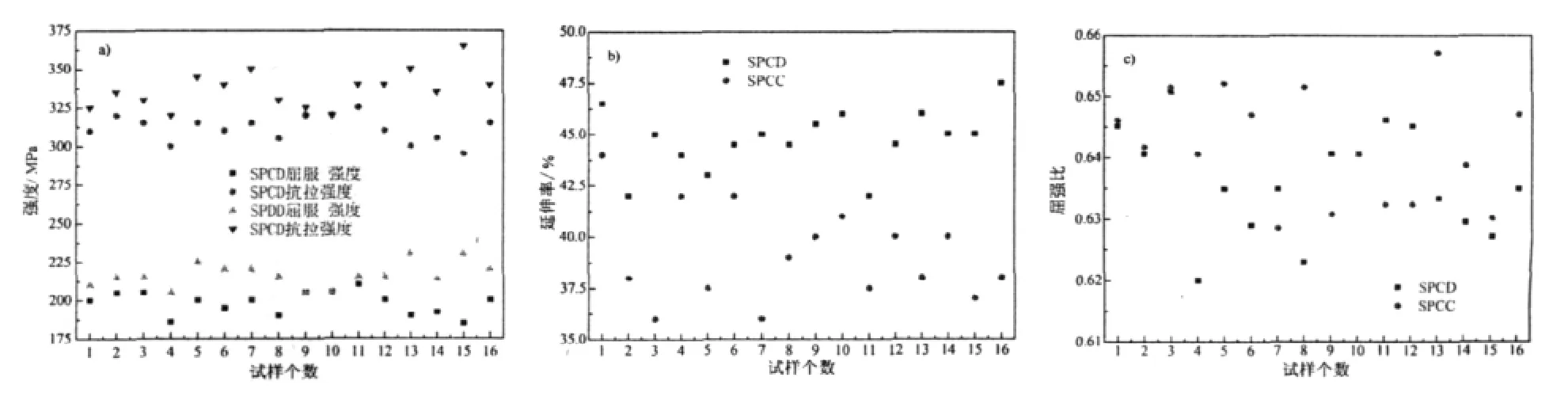
图1 0.6 mm×1000 mm SPCC与SPCD经退火平整拉矫之后的力学性能
2.2 冷轧累积压下率的影响
冷轧累积压下率对冷轧成品的力学性能影响如图2所示。由图2中a)可知,压下率由70%到85%变化时,冷轧板的屈服强度在220.5~235 MPa之间波动,而抗拉强度在338.5~360 MPa之间波动,即冷轧总压下率对冷轧成品板的屈服强度和抗拉强度无明显影响,但是冷轧累积压下率为75% ~78%时,屈服强度和抗拉强度相对较小。由图2中b)可知,随着冷轧累积压下率的增加,延伸率呈先逐渐增加后降低趋势,至冷轧累积压下率为77%时,延伸率达到最大值;而冷轧累积压下率对屈强比的影响无明显的规律,屈强比的值时高时低,当累积压下率为75~78%和82~85%时,屈强比在0.65左右波动。
究其原因,对于低碳铝镇静钢,冷轧累积压下率对常规力学性能(Rel、Rm和A)无明显影响[4-5]。在罩式退火条件下,随着冷轧累积压下率的增加,退火成品板的Rel和Rm值有降低的趋势,但变化不大;延伸率的变化不明显;当冷轧累积压下率为75%时,屈服强度和抗拉强度最低,延伸率最高,综合指标相对较好[6]。综上所述,冷轧累积压下率对冷轧罩退板平整后的力学性能影响无明显的变化规律,但冷轧累积压下率为77%左右时,屈服强度和抗拉强度相对较小,延伸率和屈强比相对比较好。

图2 不同的冷轧累积压下率经退火平整和拉矫后的力学性能
2.3 退火工艺的影响
2.3.1 退火温度的影响
0.8mm×1000 mm的SPCC钢卷采取不同的退火温度单台阶退火(460℃,3 h保温)保温13 h退火,平整拉矫后的力学性能如图3所示。由图3可知,随着退火温度的升高,屈服强度、抗拉强度和屈强比逐渐降低,而延伸率逐渐升高。当退火温度达到630℃时,屈服强度可达到235 MPa,延伸率为38%,而屈强比为0.676;当退火温度升至650℃时,屈服强度可达到208 MPa,延伸率为41%,而屈强比为0.636。
研究结果表明,采取630℃的退火温度单台阶退火(460℃,3 h保温)保温13 h其产品经平整拉矫就可以满足浅压花门板的力学性能要求,而对于深压花门板,如果也采取单台阶退火(460℃,3 h保温)保温13 h,退火温度要达到650℃,其产品经平整拉矫后力学性能最好。

图3 温度保温13 h平整拉矫后的力学性能
2.3.2 保温时间的影响
0.6mm×1000 mm的SPCC钢卷640℃退火不同保温时间平整拉矫后力学性能如图4所示。由图4可知,在640℃退火温度时,保温时间为13 h的屈服强度和屈强比都比保温时间12 h的要低,延伸率则要高,而抗拉强度受保温时间的影响不大。由此得出:相同的退火温度,随着保温时间增加,屈服强度和屈强比降低,延伸率升高,而抗拉强度变化不大。

图4 640℃退火不同保温时间平整拉矫后的力学性能
2.3.3 成品厚度的影响
冷轧成品的力学性能随着厚度的不同略有差别,冷轧不同成品厚度经退火平整拉矫后的性能如图5所示。由图5可知,随着成品厚度逐渐增大,屈服强度、抗拉强度和屈强比呈下降趋势,而延伸率却逐渐升高。
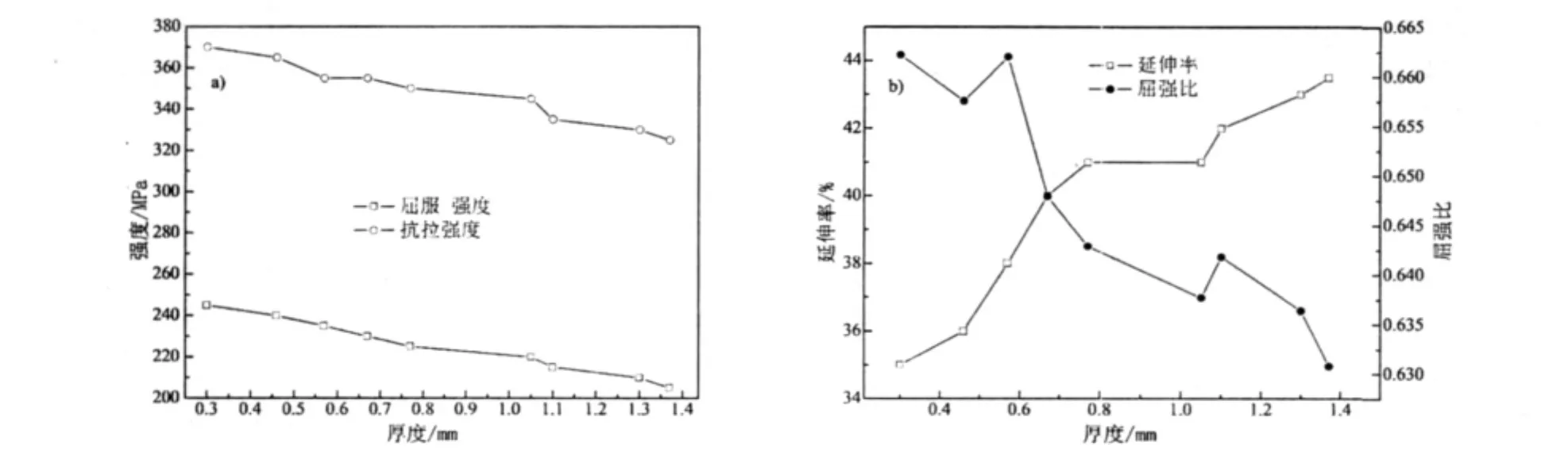
图5 不同成品厚度经退火平整和拉矫后的力学性能
2.4 精整的影响
冷轧后的钢卷经退火、平整以及平整后拉矫的力学性能变化如表2所示。由表2可知,退火后抗拉强度最低,平整后略有增大,再经拉矫继续增大。屈服强度经平整后是最低的,退火状态的屈服强度比平整后略高,但是低于拉矫后的数值。延伸率是随着平整、平整后拉矫逐渐降低的。屈强比的变化趋势与屈服强度的变化相同。
通过对罩式退火工艺对SPCC冷轧薄钢板组织及性能的影响的研究表明:平整有利于提高退火板的抗拉强度,降低屈服强度和屈强比[7]。通过用CSP热轧卷生产的冷轧退火平整板卷的屈服强度问题的研究表明:同期同规格拉矫与未拉矫SPCC的屈服强度相比,拉矫生产率为0.1%时,屈服强度降低12 MPa,拉矫过程中,塑性变形将导致加工硬化,但当延伸率较低时,低拉矫延伸率可降低屈服强度[3]。

表2 退火、平整和平整后拉矫的力学性能
3 工艺优化后结果分析
对10卷原料为3.1 mm×1010 mm,成品规格为0.77 mm×1000 mm的门板料生产各工序进行如下控制:严格控制原料的化学成分,尤其是C和AlS的含量;控制冷轧压下率在75% ~78%之间;退火工艺曲线如图6所示;退火后的钢卷采取先平整再拉矫的精整方式,其中平整时控制轧制力在260吨,前后张力分别为3.4吨和2.6吨,拉矫延伸率控制在0.4%。其产品力学性能结果如表3所示。
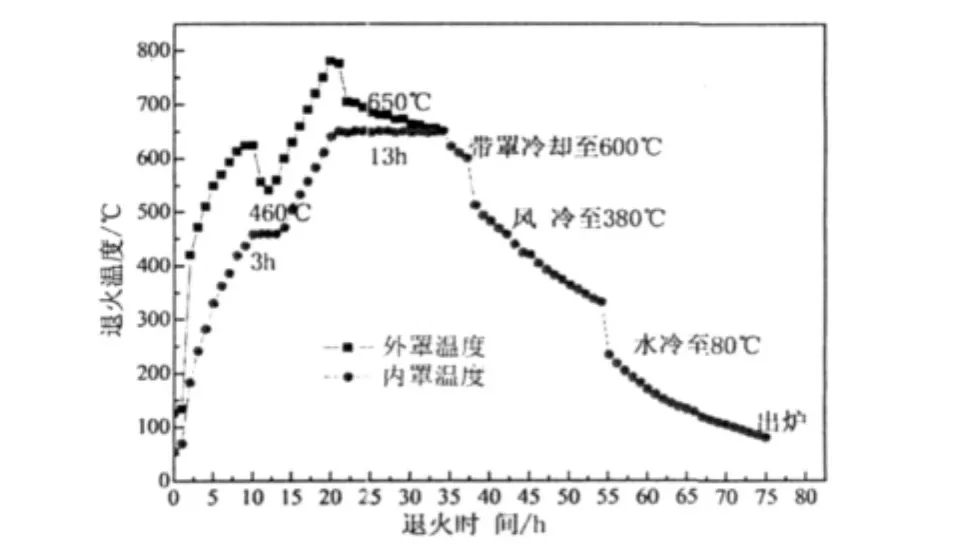
图6 优化后的退火工艺图

表3 试验产品的力学性能
由表3可知,钢卷编号为5号的产品力学性能屈服强度、伸长率和屈强比都不理想,达不到设定的工艺要求。究其原因,5号编号的钢卷冷轧生产工艺与其它钢卷生产工艺均相同,唯一差别在于5号编号钢卷原料的化学成分中硅(Si)含量偏高,且屈服强度较其它原料高出5~16 MPa所致。
4 结论
(1)热轧原料中Als增加,屈服强度和抗拉强度下降,屈强比升高,而延伸率变化不大,随着碳含量的增加,屈服强度、抗拉强度和屈强比都要增大,而延伸率降低;冷轧累积压下率为77%左右时,延伸率和屈强比相对比较好。
(2)随着退火温度的升高,屈服强度、抗拉强度和屈强比逐渐降低,而延伸率逐渐升高。相同的退火温度,随着保温时间增加,屈服强度和屈强比降低,延伸率升高,而抗拉强度变化不大。随着成品厚度逐渐增大,屈服强度、抗拉强度和屈强比呈下降趋势,而延伸率却逐渐升高。
(3)退火后抗拉强度最低,平整后略有增大,再经拉矫继续增大。屈服强度经平整后是最低的,退火状态的屈服强度比平整后略高,但是低于拉矫后的数值。延伸率是随着平整、平整后拉矫逐渐降低的。屈强比的变化趋势与屈服强度的变化相同。
[1]马璟,关小军,刘清津,等.IF板与08Al板的成形性能研究[J].山东冶金,2003,25(6):49-51.
[2]Yu Qingbo,Sun Ying.Effect of carbon content and microstructure on the yield-strength ratio of steel[J].Journal of Plasticity Engineering,2009,16(6):119-126.
[3]伍康勉,成小军,陈兴国,等.用CSP热轧卷生产的冷轧退火平整板卷的屈服强度问题[J].钢铁,2008,43(5):96-100.
[4]常军,程兴德,徐建中,等.冷轧压下率对低碳铝镇静钢冷轧板深冲性能的影响[J].钢铁钒钛,2000,21(2):21-25.
[5]Daniel Dand Jonas J J.Measurement and prediction of plate anisotropy in deep-steels[J].Mecahurgical Transaction.1990,21A(2):331-343.
[6]刘兴全,刘雅政,洪继要.卷取温度和冷轧压下率对CSP流程深冲板组织性能的影响[J].钢铁研究学报,2009,21(2):18-22.
[7]尹红国,温德志,吴光亮,等.罩式退火工艺对SPCC冷轧薄钢板组织及性能的影响[J].矿冶工程,2008,28(4):101-104.
