S7 系列PLC电气控制设计与应用第3讲 S7-200在流程工业温度控制中的应用
2013-08-18李方园
1 前言
生产流程控制既是对生产过程中工艺参数进行监视、调节与控制,也是对工艺现场参数或指令参数进行数据处理、保存和传送。以温度为例,它是一个在时间和数值上都是连续变化的信号,即模拟量信号。它与数字量不同,后者是以离散值表示的数据。自然界中绝大部分的事物可用模拟量来表示。比如,在干燥炉中一段时间内的物品温度值,温度不会瞬间地从170℃上升到171℃,之间会有无数个温度值。相对于一个连续的干燥炉温度图,假设每一个小时测量一次温度。现在有一个24小时内每小时的温度变化值,可以很快地将这个模拟量转换成数字编码表示的每个样本值。
由于PLC基于数字信号处理的基础,因此如果要读入温度传感器等模拟量信号,就必须使用专用的模拟量输入模块进行A/D转换;同理,PLC的输出还必须使用专用的模拟量输出模块进行D/A转换。
2 S7-200的温度模拟量模块
温度是一个基本的物理量,自然界中的一切过程无不与温度密切相关。温度传感器是最早开发,应用最广的一类传感器。与PLC控制系统最有关联的是热电偶(TC)和热电阻(RTD),前者是利用热电势效应,后者则是利用电阻的变化原理。因此,两者在模块的设置上有很大区别,往往被分开使用,图1所示是西门子S7-200 PLC常见的EM 231的外观图。温度模块在接线上必须加以注意,包括接线的正负、屏蔽线以及热电偶补偿线等。

图1 EM 231外观
每个温度模拟量扩展模块与通用的模拟量输入输出模块一样,按扩展模块的先后顺序进行排序,其中,模拟量根据输入、输出不同分别排序。模拟量的数据格式为一个字长,所以地址必须从偶数字节开始。例如:AIW 0,AIW 2,AIW 4……,AQW 0,AQW 2……。每个模拟量扩展模块至少占两个通道,即使第一个模块只有一个输出AQW 0,第二个模块模拟量输出地址也应从AQW 4开始寻址,以此类推。当然,温度模块只有AIW,而没有AQW。
3 基于S7-200的波峰焊温度检测与控制
无铅波峰焊接机能自动完成PCB板从涂覆助焊剂、预加热、焊锡及冷却等焊接的全部工艺过程,主要用于无铅焊接表面贴装元件、短脚直插式元件及混装型PCB板的整体焊接。图2所示为波峰焊的外观图,其温度控制在整个电子制造流程中非常重要,包括预热和锡炉控制。它主要分为两部份,即温度的检测和温度的控制。
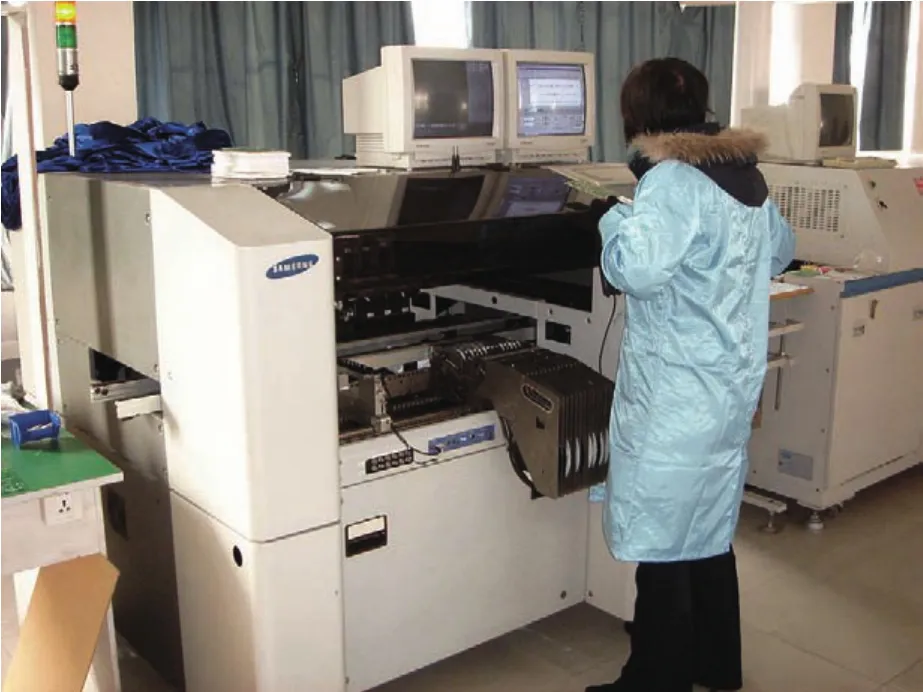
图2 波峰焊外观
(1)温度的检测
在本案例中,使用了EM 231 TC4模块作为波峰焊的温度检测,由于SMT生产工艺的特殊性,需要及时掌握温度模块的运行情况,包括在热电偶模块没有错误的情况下从中读取模拟量输入值,并将其存放到固定的存储位中;若模块有错误,要求将错误信息保存,并进行一些存储和清空操作。
热电偶模块提供PLC测量温度或出错类型的数据字,状态位指示输入范围错误和用户电源/模块故障。LED指示模块状态,用户程序必须检测相应错误状态并采取相应的措施。比如,作为扩展模块5的EM 231模块还必须遵守S7-200 PLC对于扩展模块的基本查错程序,并以特殊存储器字节来表示。比如范围状态位是模块出错寄存器字节中的位3 (SMB 9于用模块1,SMB 11用于模块2等);不良状态位是模块出错存储器字节中的位2 (SMB 9,SMB 11等);诊断出错引起模块组态错误。在模块组态错误之前,用户电源故障状态位可能设置或没有设置。
波峰焊温度模块的检测程序如图3所示。
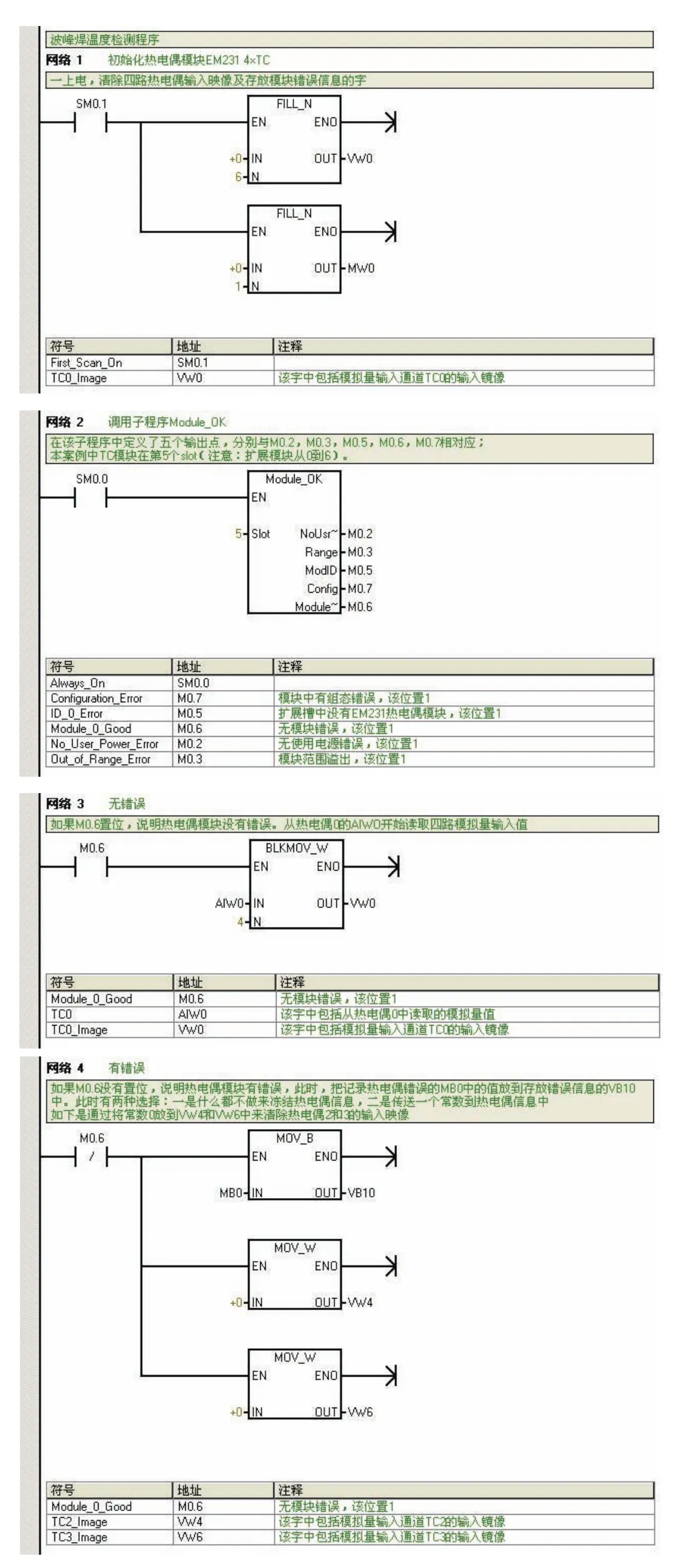
图3 温度模块检测程序
(2)温度的控制
在工程实际中,应用最为广泛的调节器控制规律为比例、积分、微分控制,简称PID控制或调节。温度控制也是如此。
在连续控制系统中,模拟PID的控制规律形式为

式中e(t)——偏差输入函数;u(t)——调节器输出函数;KP——比例系数;T1——积分时间常数;TD——微分时间常数。
西门子S7-200 PLC具有标准的PID回路指令来实现各种温度控制。PID回路(PID)指令根据表格(TBL)中的输入和配置信息对引用LOOP执行PID回路计算。同时,逻辑堆栈(TOS)顶值必须是“打开”(使能位)状态,才能启用PID计算。
本案例中共有4个温度PID控制,现在以一个温度控制为例(即预热1),程序包括主程序(如图4所示)、子程序(略)和中断程序(略)。
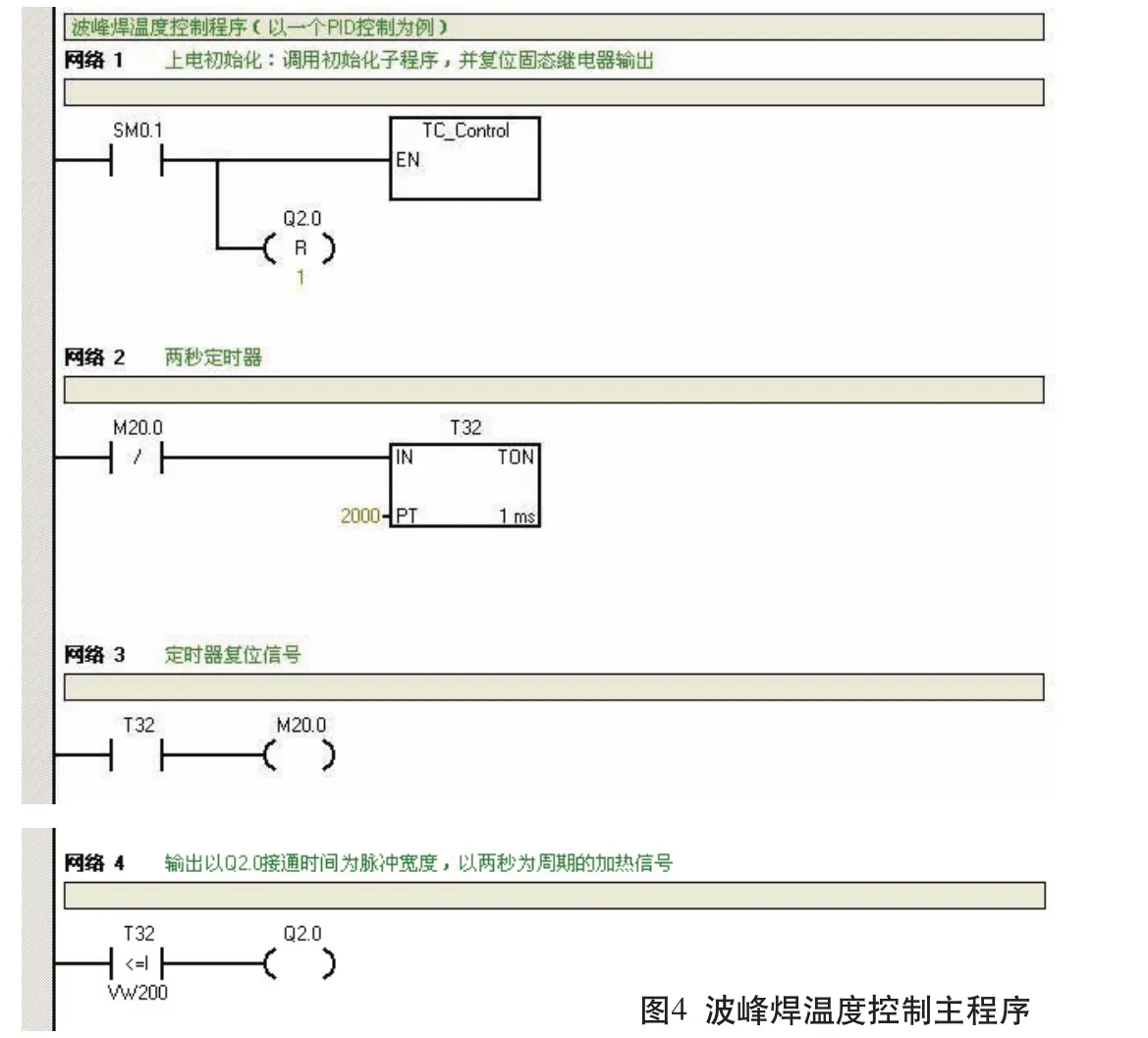
图4 波峰焊温度控制主程序
4 结束语
在流程工业温度控制中,采用S7-200的温度量模块可以确保系统的安全可靠、稳定运行。当然,在安装时,必须注意抗干扰要求和必须的防护措施。
[1] 李方园.自动化综合实训教程[M].北京:科学出版社,2011.
[2] 李方园.零起点学西门子S7-200 PLC[M].北京:机械工业出版社,2012.