HSHP系列高速热冲压成形液压机的新发展
2013-08-17张星巫亮合肥合锻机床股份有限公司技术中心
文/张星,巫亮·合肥合锻机床股份有限公司技术中心
HSHP系列高速热冲压成形液压机的新发展
文/张星,巫亮·合肥合锻机床股份有限公司技术中心
热冲压成形装备的研发背景
当今全球的汽车制造业正朝着绿色、低碳、节能、环保和安全的方向快速发展,汽车轻量化是实现这一发展方向的关键环节之一。根据欧洲材料协会调查表明,汽车重量每降低100kg,每百公里至少可节约1.6L燃油。汽车车身覆盖件和结构件的重量约占汽车总重量的30%以上,所以车身的轻量化对降低汽车整备质量,提高燃油经济性从而实现节能环保具有至关重要的意义。
此外,汽车轻量化的实现不能以削弱汽车安全性为代价。如何设计和制造节能且安全的车,是国际汽车设计和制造业不断追求的目标。用高强钢热冲压成形技术来制造车身结构件,既可以减轻车体重量,又能提高碰撞安全性,被国际汽车界公认为是同时实现车体轻量化和提高碰撞安全性的最好途径。事实上,高强度钢已成为颇具竞争力的汽车轻量化材料,它在抗碰撞性能、耐蚀性能和成本方面较其他材料仍具有较大的优势。
源于欧洲的高强度钢板热冲压成形技术,近年来产业化发展迅猛,但该装备生产厂家少、价格昂贵、对外技术保密严格,国内已使用的生产线全部为高价进口。采用热冲压成形集成控制成套装备生产线生产的汽车结构件,具有超高强度、高硬度、轻量化(厚度比普通钢板减薄率可达35%)、几乎无回弹(制造精度高)等诸多优点,技术优势十分明显。此外,冷冲压中需要多套模具多次成形的冲压件在热成形工艺中可以一次成形,从而减少模具数量和成形工序。
热冲压成形技术需要在成形的同时,给予足够的冷却速度进行淬火,因而对设备和模具方面都有特定的要求。国内仅有很少数厂家在高档轿车上采购这种高强度冲压件,远远满足不了国内汽车行业的市场需要。基于汽车制造业大批量、无间隔生产的特点,本公司在开发研制HSHP系列高速热冲压成形液压机的过程中,一开始就明确定位保证国际先进水准,各项技术参数要达到国际先进水平。该产品的研制成功,提高了国内热冲压成形工艺的技术水平,为热冲压成形工艺提供了先进的生产加工设备,对汽车制造业具有极其重要的意义。
液压机主体部分设计方案
目前,国内生产的高速热冲压成形液压机还存在着很多技术难点,包括:需要解决从加热到冲压过程中的温度控制,即送料机构与高速压机的节拍控制问题;钢板和零件的传送时间控制、热冲压成形速率与控制,要求高速压机的速度能够安全高速稳定的控制;模具冷却速率控制、加热炉与水冷模具的热疲劳耐久性实验等方面。
由于该种液压机应用于热冲压成形工艺,成形工艺特殊且要求高,结合国外同行业热冲压成形设备的特点,本产品提出了较高的要求。在控制系统方面,要求电气控制采用工业控制计算机加PLC联合控制,并调节速度、压力和位移等参数。因此在设计方案制定中,液压系统采用了最先进的双比例插件闭环控制技术。不仅如此,针对压机的特点对产品的结构和液压系统进一步改进,充分发挥了比例控制技术的柔性,按工艺要求制定了设备的技术方案,经过有关专家和用户的反复论证,确定了具体技术参数及技术方案,见表1。具体的设计方案,包括下面的7方面:

■ 表1 高速热冲压成形液压机主要技术参数
⑴主机机身部分。机身采用分体框架式结构,上横梁、下横梁、四根立柱通过拉杆紧固并通过预紧装置预紧。机身主要结构件的设计均采用有限元进行分析,确保整机刚性。液压机的滑块采用斜楔式四角八面导轨导向,调整方便且调整精度高,调整后不易发生精度跑调现象、精度保持性好、抗偏载能力强。滑块侧导向要求采用低摩擦系数的耐磨材料,满足滑块高速运行的要求。滑块行程范围内位置指示采用了进口的直线位移传感器,位置显示精度达到0.1mm。滑块导轨润滑采用可调稀油程控润滑,确保滑块高速安全运行。
⑵动力执行机构——油缸。在油缸的结构设计和密封设计中,充分考虑了加工能力及机器超高速运行的岢刻要求,对结构进行了优化组合,确保系统的稳定运行。同时,油缸设计为三活塞缸结构形式,中间设置为平衡缸,满足高速回程速度的要求。
⑶动力机构——液压系统。液压系统采用了先进的二通插装阀系统,设计专用的高速液压机液压系统,采用动态压力分级功能,工作压力分为三级压力,提高了工作速度的同时压机装机功率不增加。压机采用了先进的压力检测、位置检测元件与特殊设计的液压系统有机的组合,通过工控机进行精密控制。
⑷各运动机构的润滑系统。压机的运行速度非常快,滑块导轨的润滑系统采用独立的润滑系统,与液压系统分开,润滑装置采用电脑程序控制可回收自动稀油润滑方式,可设定润滑量及润滑间隔时间,系统自动进行工作。启动机器时必须先启动润滑装置,否则主电机不能启动。润滑系统和主机动作设有互锁和故障显示装置,如润滑装置出现堵塞等故障,则机器报警。
⑸电气控制系统。采用PLC+分站的方案,实现分散控制集中管理。PLC采用欧洲公司的高性能控制器,指令执行速度为约0.1μs,CPU数据宽度为32位,完全能够满足高速度运行的系统要求。由于压机的速度非常快,要求配备高性能的电气元件,位置检测需采用进口高性能位移传感器,反馈时间短,控制精度高。PLC置于机器现场,检测现场的各过程变量,通过总线、加热炉、取料机器人和送料机器人进行数据交换,对加热炉的温度、动作及机器人的动作进行安全控制,实现与压机各种工艺动作的安全配合,生产合格的产品。
⑹安全控制系统。采用安全PLC对急停、安全门、阀芯检测及机器人等安全信号进行集中控制,安全系统满足欧洲CE认证。
⑺远程诊断功能。由于整个系统的信号多、动作复杂,专门设计了一套远程诊断功能,在办公室就能对现场的各个信号、动作进行监控,对现场的数据进行上传分析,对现场程序修改、节省费用。
创新设计
HSHP800高速热冲压成形液压机如图1所示,具备这些特点:该机为分体框架式结构;滑块导轨采用四角八面均可调式导轨;机床精度高;液压系统采用比例闭环控制;电气采用触摸屏与PLC组合进行控制,可实现对滑块位置预先设定,对工件压制过程中的压力、位置、温度、保压时间等参数进行记录保存和打印;具备故障诊断功能、液压支撑保险回路、过载保护、压力闭环控制回路、快速下降控制回路;具有压力分级功能,滑块平衡系统;可实现人机对话功能,便捷地在工控机的显示器上预置滑块的运行位置、运行速度、设定压力、选择保压方式、设定保压时间等技术参数,真正实现了数字化控制。

图1 HSHP800高速热冲压成形液压机
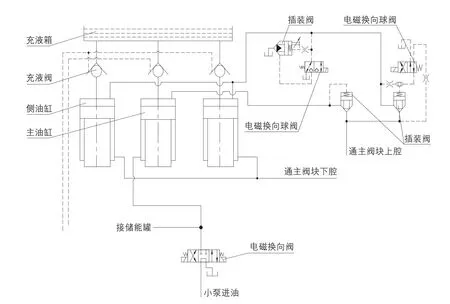
图2 液压机高速控制液压系统示意图
高速热冲压液压机的主要液压原理见图2,该液压系统的设计首要满足压机的高速工作运行速度,提高压机工作效率,但不能增加液压机的能耗。如何提高压机的工作效率是本液压系统的关键。
高速热冲压成形液压机设计的关键创新点,有以下4方面:
⑴动态压力分级功能。压力分级功能具有手动分级和动态自动分级两种,分为三级压力,如本台800t设备分级可以实现300t、500t、800t的压制力。
手动分级,根据工件需要的压制力,通过开关选择单缸工作、双缸工作、三缸工作。动态压力分级,液压机在冲压过程中,大部分行程时的拉伸力均远小于设定的压力,只有在行程结束前几毫米才能达到设定压力。所以,在液压系统中采用分级加压技术,在压机负载小时液压油只向中间主油缸供油,当负载大于中间油缸吨位的70%后,系统再向两边侧油缸供油,中间主油缸接通充液箱进行吸油,最后当负载大于两边侧油缸吨位的70%后,系统同时向三个油缸供油。动态分级功能可大幅提高拉伸速度,减少拉伸工作时间。压力分级功能通过图2的液压原理可以实现。
⑵压机设置快速下降回路。由于压机的快降速度达到700mm/s以上,使用常规电磁换向阀控制插装阀很难实现,原因是电磁换向阀或插装阀的打开和关闭均存在时间置后问题,有的阀打开了关闭很慢,压机在高速运行过程中很容易失控,从而对模具或压机造成伤害。所以,在液压系统主缸使用比例插装阀有效地控制下腔排油,比例插装阀是通过高频响比例阀来控制插装阀的开口大小,可快速地通过大流量的油液,同时打开关闭的反应时间非常快。该系统的使用,可以提高压机的快降速度、减小缓冲距离和上模快速接近的时间,快降速度可以调节。
⑶压机设置滑块平衡系统。由于压机的回程速度达到700mm/s以上,回程时需要的油流量很大,特别在压机主吨位不是很大的情况下,满足回程速度所需要的油流量可能是主泵系统的200%~300%。如果按照正常液压系统配置,压机的装机功率将会增加200%~300%,使用厂家以后的用电量将会成倍增加。采用蓄能器平衡回路,可在提高压机回程速度的同时减少液压机耗电量。如图2所示,中间主油缸的下腔与蓄能器组连接,主油缸就形成了一个平衡缸,平衡掉一部分滑块的重量,两边侧油缸的回程力就可以设计的小一点,使回程时所需的油流量和主系统供油量相当,这时系统的匹配最为合理、经济和科学。具体工作原理是:压机最初工作时,蓄能器组没有压力,需要由小泵通过电磁换向阀Y4向蓄能器组提供能量;压机正常工作时,滑块快降势能储存于蓄能器内,滑块回程时蓄能器向中间主油缸下腔供油,此回路可节约电能10%~15%。
⑷柔性减速技术。滑块的快速下降及快速回程速度达到700mm/s以上,突然转至慢速时会有强烈的振动,采用PID控制比例插装阀能有效降低快转慢的振动,PLC输出模拟量控制比例插装阀的开口,并且对比例插装阀的开口大小进行采样跟踪,后续模拟量的输出会根据给定信号和比例插装阀的开口反馈信号的差值进行自动控制,实现滑块柔性减速。
结束语
经过几个月时间用户现场的大批量生产证明,该机运行平稳,各项指标均达到技术协议的要求,无停顿和抖动等现象,用户非常满意。HSHP系列高速热冲压成形液压机的研制成功,不仅满足国内各种高强度钢板生产的需要,为国内汽车行业的节能减排提供了基础设备。同时,实现了对制造过程进行实时监控与国产液压机的计算机控制,实现了机电一体化方面突破性的发展。并且,此项技术已转化到汽车零部件生产线中,利用机器人的传输、高速压机的效率使得整个生产线的节拍成倍提高,标志着国内液压机行业已经步入了世界的舞台。